



20.6.3 半潜式平台制造关键技术
半潜式平台制造的关键技术有:平台总体建造方案、平台建造精度控制技术、重量控制技术、高强度、甚高强度大厚度板焊接工艺、特殊涂装工艺重要设备安装和系统调试技术、平台数字化制造技术、三维虚拟样船构建技术、大型分段/特型分段吊运方案、高强度甚高强度大厚板滚圆加工技术等。
以下主要叙述海工装备的两项关键技术:特殊涂装技术和重量控制技术。其他关键技术限于篇幅不再一一叙述。
20.6.3.1 特殊涂装工艺技术
随着海上安全事故的不断发生,国际上对海上石油开采设施的安全越来越重视,涂装的防腐规范也越来越严格。深水钻井平台的防腐措施要求十分严格,详细设计的涂装技术要求都是参照挪威石油行业协会(OLF)和挪威制造业联盟(TBL)起草和发行的NORSOK标准来执行的,其中大部分技术要求的严格程度都远高于2008年7月1日起在500总吨以上新造船上实施的,IMO“船舶采用海水压载舱和散货船双舱侧处所保护涂层性能标准(PSPC)”的要求。
1)平台区域划分及表面处理等级要求
(1)平台腐蚀环境区域划分。根据海上钻井平台的环境条件,海洋平台大部分钢结构部位腐蚀等级属于ISO12944-5腐蚀环境分类中的C5-M(海洋):环境极其恶劣,阳光暴晒、风雨、盐雾、海浪冲击、环境温度和湿度变化及海洋生物侵蚀速率快等。按照海上钻井平台的环境条件,其腐蚀环境可分为海洋大气区、飞溅区、全浸区和海泥区。
—海洋大气区 海洋大气中含有海盐颗粒使腐蚀加快,同时还受到湿度、温度、风雨及紫外线辐射等的影响,其中甲板部位还受到海水冲击和摩擦,此区域腐蚀相对比较严重。
—飞溅区 飞溅区是平台结构腐蚀最严重的区域,它经受海洋大气与海水浸渍的交替作用、海浪的冲击、锚链和水面漂浮物体的磨损,以及其他工作辅助船舶停靠的碰撞与摩擦。
—全浸区 在海上全浸区腐蚀中,浅海腐蚀可能比海洋大气区更快些,深海腐蚀由于含氧量低所以腐蚀慢些,全浸区有海生物侵蚀,需考虑防污。
—海泥区 存在硫酸盐和还原菌等细菌侵蚀,海底沉积物的性质因地域而异。受海水影响小,腐蚀程度较小。
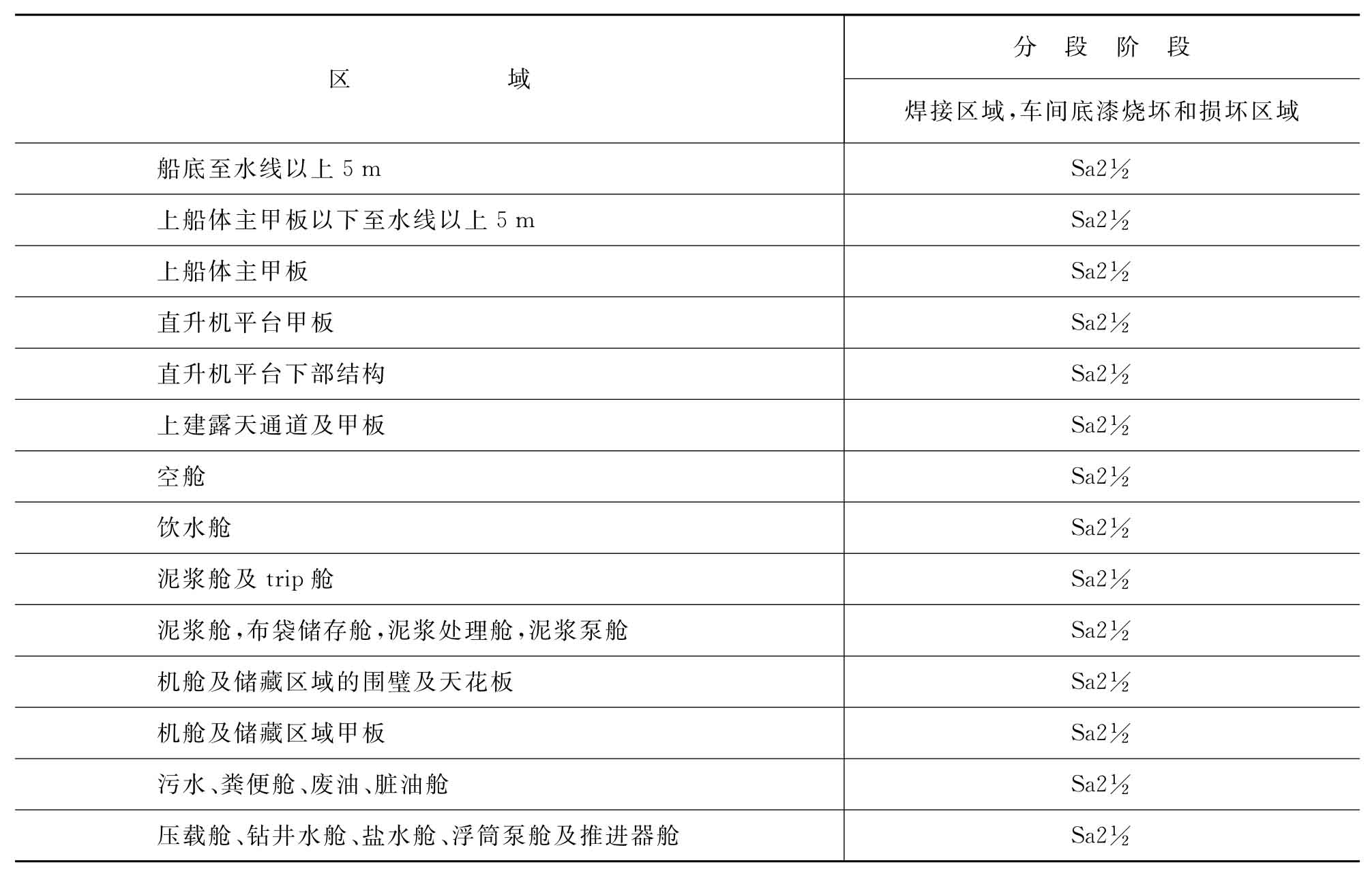
(2)表面处理等级要求。不同区域表面处理的等级不同,分段制造阶段各个区域表面处理等级如表20.6-1所示。
表20.6-1 分段阶段各区域表面处理等级要求
2)玻璃鳞片涂料涂装工艺
环氧树脂玻璃鳞片涂料主要用于飞溅区和潮差区。玻璃鳞片具有大纵横比,并且在一般情况下不会氧化或腐蚀,它们能彻底隔绝湿雾气。作为无机材料,它们在组合和颜色方面能保持一致,并且不像云母那样会分层。不仅如此,用C或ECR玻璃制成的玻璃鳞片能提供高级的抗化学性,并在大多数的混合物及环境中显现惰性。它有优良的机械性能并通常无害或只是单一的机械尘害,特别是与细纤维及其他填充物相比。
玻璃鳞片是一种2~4μm厚的片状玻璃质填料,用它来作环氧树脂防腐蚀涂料中的填料时,在1mm厚的截面中可有上百片平行排列的玻璃鳞片与基体平均叠压排列,像片片鱼鳞,形成可达上百层的致密防渗层,使得腐蚀介质扩散渗透到被保护基层的路径变得曲折难行,大大延长了腐蚀介质渗透的路径和时间,提高了涂层的抗渗透性能及耐腐蚀寿命。同时,玻璃又是无机材料,具有天然的耐化学及抗老化性能。
玻璃鳞片涂料是以耐蚀树脂为主要成膜物,以玻璃鳞片为填料,加上引发剂、促进剂等助剂组成防腐涂料。按黏度可分为鳞片涂料、原浆型鳞片涂料和玻璃鳞片胶泥。
玻璃鳞片涂层比其他涂层可提高抗介质渗透性几倍到十几倍。而玻璃鳞片的存在逐渐减少了涂层与底材之间的热膨胀系数之差,明显降低了涂层的硬化收缩率,只有其他材料的几分之一到数十分之一。因此,玻璃鳞片涂料具有耐蚀、抗渗透性好、涂膜收缩率低、固化残余应力小、耐腐蚀、施工简便、易修补等优良性能,有广泛的应用领域。
(1)施工前表面要求:
—钢材表面必须干燥清洁,所有的表面应无磨料、灰尘、油、化学残留物等;
—结构表面缺陷处理的内容、要求及具体方法按美国防腐蚀工程师学会NACE RP 0178的规定。
(2)涂装工艺:
首先对焊缝、流水孔、加强筋反面等不平整表面或者难以喷涂的地方使用漆刷进行预涂装,而对于自由边等规则表面使用辊筒进行预涂,辊涂时,必须注意施以足够的涂料达到规定的干膜厚度。
其次,使用高压无气喷涂或高压双组份泵喷涂涂料,外部暴露处的钢质舾装件和管路都应进行表面处理并涂装同周围环境一样配套的涂料;
最后进行覆涂。玻璃鳞片涂料覆涂后度涂料时,如果已超过覆涂最大间隔期,则必须特别注意前道涂料表面的清洁并拉毛(去除表面粉化层),以获得良好的结合力,并且在得到了油漆商的认可以后才能进行喷涂施工
3)超强耐磨环氧陶瓷涂料(ARC)涂装工艺
ARC高含量陶瓷涂料是由美国AIG公司生产的一种高技术涂料产品。ARC高含量陶瓷涂料采用一种合成技术,由高含量陶瓷粒子增强物与100%非收缩性基础物合成,具有卓越的抗磨损性和优良的抗冲击性能,现场施工容易成形,具有超强的附着力。
(1)施工前表面要求:
保证涂装表面无油、酸、碱、盐等各种污染物。
将涂覆表面采用喷砂处理达到SA2⒈2以上和粗糙度75~125μm,保证无锈、无油、无水、无残留油漆等,喷砂过程使用的压缩空气保证无油、无水。
(2)涂装工艺:
刷涂ARC855EN作为第一层,第一层涂装后2h内,处于未完全固化阶段进行第二层涂装。涂装后,在25℃环境温度下,需要48h完全固化。
其他涂层与ARC涂层搭接施工时,需要等ARC材料固化后,对涂装表面进行完全保护后进行。
涂层如有破损,需要进行补涂进行修复。
20.6.3.2 重量控制技术
重量控制是所有浮式生产系统的关键环节。所有浮式平台都有非常严格的重控程序,需要对设计、建造全过程进行严格控制。
1)重量控制的意义
重量控制有非常重要的意义,主要包括:通过重量控制可以产生合理的、有竞争力的报价;能够估算可靠的设计建造工时;保证产品的设计性能;确保建造过程的操作安全。
2)重量控制的基本目的
半潜式平台在建造、调试阶段,重量控制有以下的目的:能尽早较准确地预报平台的空船重量,验证基本设计重量估算的准确性;可以优化设计,减轻设计重量;对空船重量进行监控,分析重量变化的原因,及时采取减重措施。
3)重量控制流程
重量的计算是基于实际模型、图纸、表格等计算产生;余量是通过经验取值,包括:设备余量;结构余量;建造余量如焊缝增量;散件余量等。计算重量和余量相加,构成了平台的控制重量,平台建造过程的重量控制流程见图20.6-13。
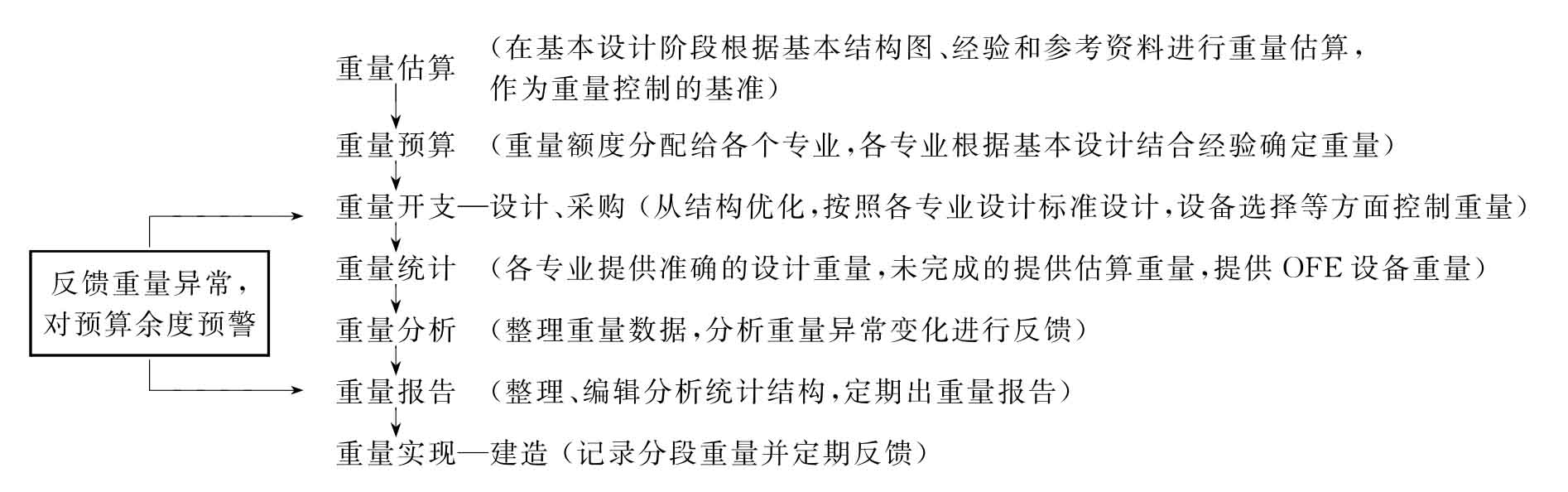
图20.6-13 重量控制流程图
20.6.3.3 动力定位装置安装工艺技术
动力定位系统(Dynamic Positioning System,简称:DP系统)是一种闭环的控制系统,其功能是可以不借助锚泊系统的作用,通过不断测定船舶(或平台)的实际位置与目标位置的偏差,再根据风、浪、流等外界干扰力的影响,计算出使船舶(或平台)恢复到目标位置所需推力的方向和大小,并对船舶(或平台)上各个推进器进行推力分配,依靠各推进器产生相应的推力,使船舶(或平台)保持不失位的状态。其主要特点是定位成本不会随着水深的增加而提高,并且操作灵活、方便。
1)动力定位系统组成
动力定位系统包括实现动力定位所必需的一整套系统;共有4个子系统:
(1)动力系统。为动力定位系统提供动力的所有部件和系统,包括主机、配电板、配电系统以及相应的辅助系统。
(2)推进器系统。这是动力定位系统的核心装置,包括推进器和控制装置。
(3)动力定位控制系统。包括实现动力定位所必需的集中控制的硬件、软件和计算机控制系统。
(4)测量系统。船舶位置艏向、外部环境测量系统。
2)动力定位装置(以下简称推进器)的布置和组成
(1)推进器舱的总体布置。大型半潜平台布置有8台动力定位装置,布置在两浮体的艏艉端,如图20.6-14所示。每端各设置2个推进器舱,每个推进器舱安装1台推进器及其辅助设备,辅助设备分上下2层布置。上层是电气设备,主要包括:变频器、变压器、变频器控制单元、推进器控制单元、推进器辅助机械设备电动机控制中心等。下层主要包括:转向液压单元、润滑油单元、冷却器单元、推进器舱空调单元、冷却系统水泵等。

图20.6-14 推进器布置图
(2)推进器及其组成。推进器的外形见图20.6-15,其组成结构见图20.6-16,自上而下依次是:电动机、刹车、中间浮动轴、推进器基座(见图20.6-17)和推进器。
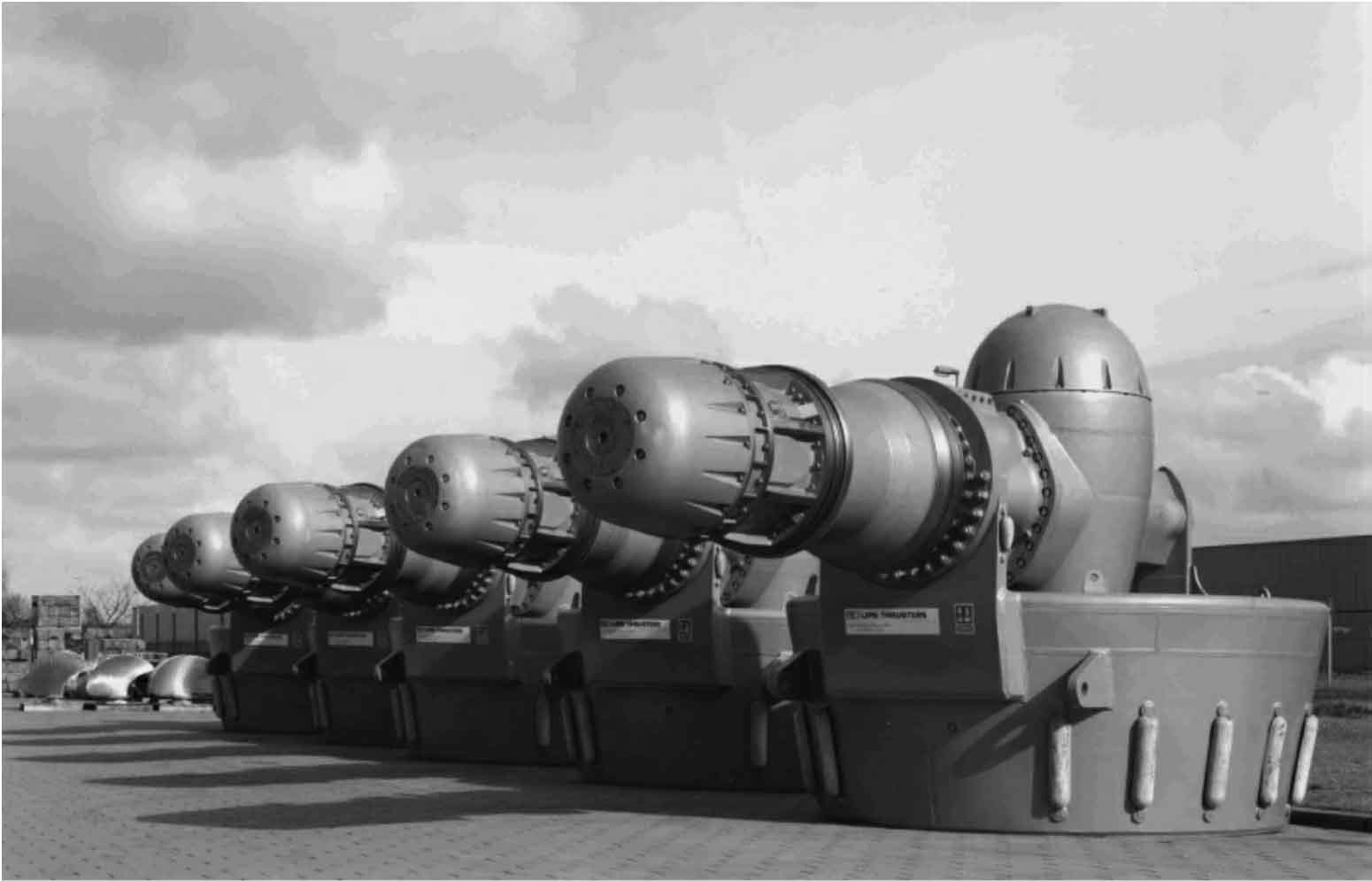
图20.6-15 3 000米深海半潜式钻井平台采用的推进器外形图

图20.6-16 推进器组成结构图
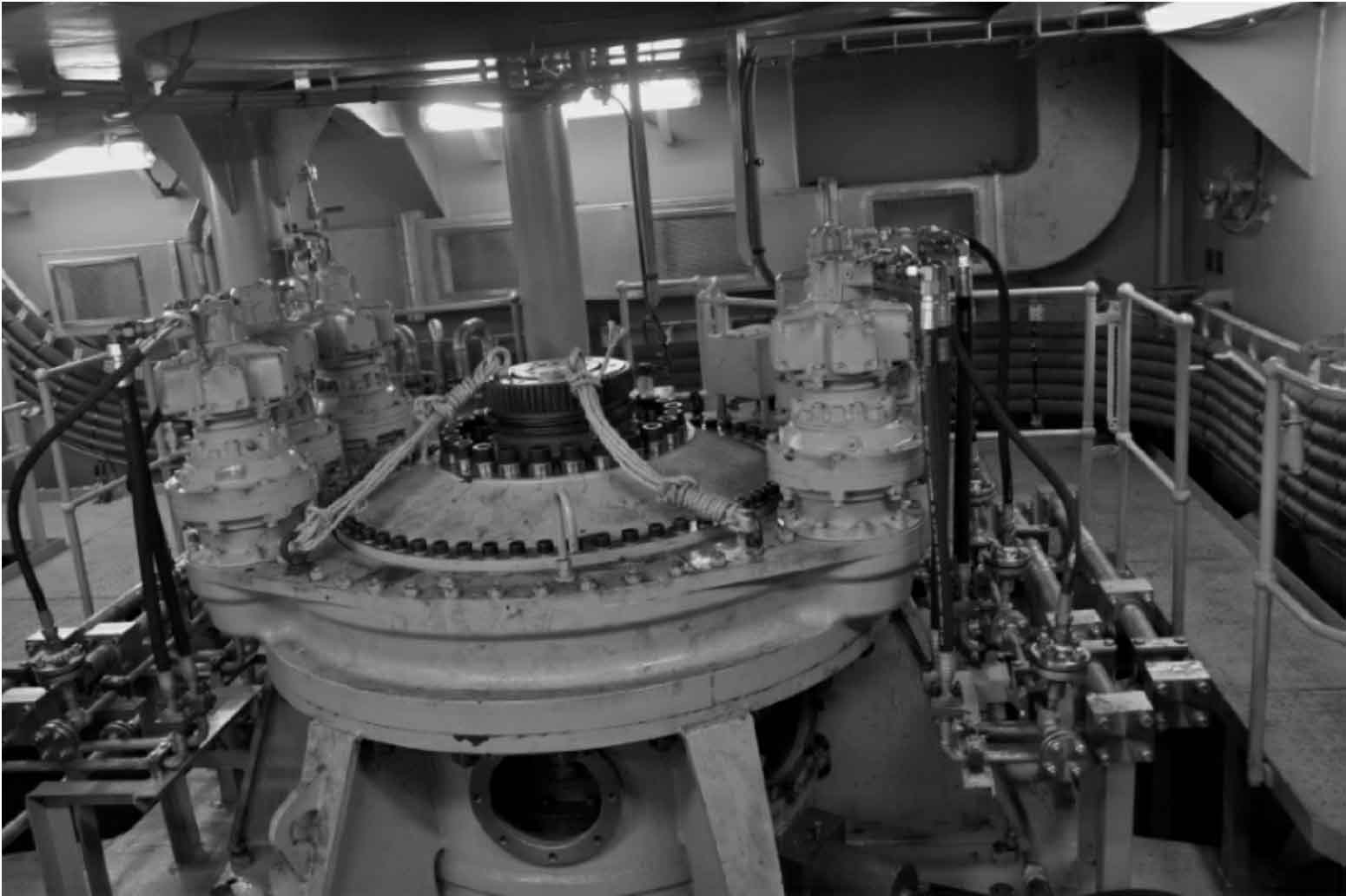
图20.6-17 推进器基座图
3)推进器围井基座结构及制作
平台主体上的推进器围井基座呈圆筒状,筒壁的钢板厚度为25mm,上下盖板的钢板厚度为60mm,四周12块加强板厚度为25mm。8个推进器对应有8个围井基座,其结构形式如图20.6-18所示。由于推进器底座就安装在此基座上(见图20.6-19),因此,围井基座的制作精度要求很高。
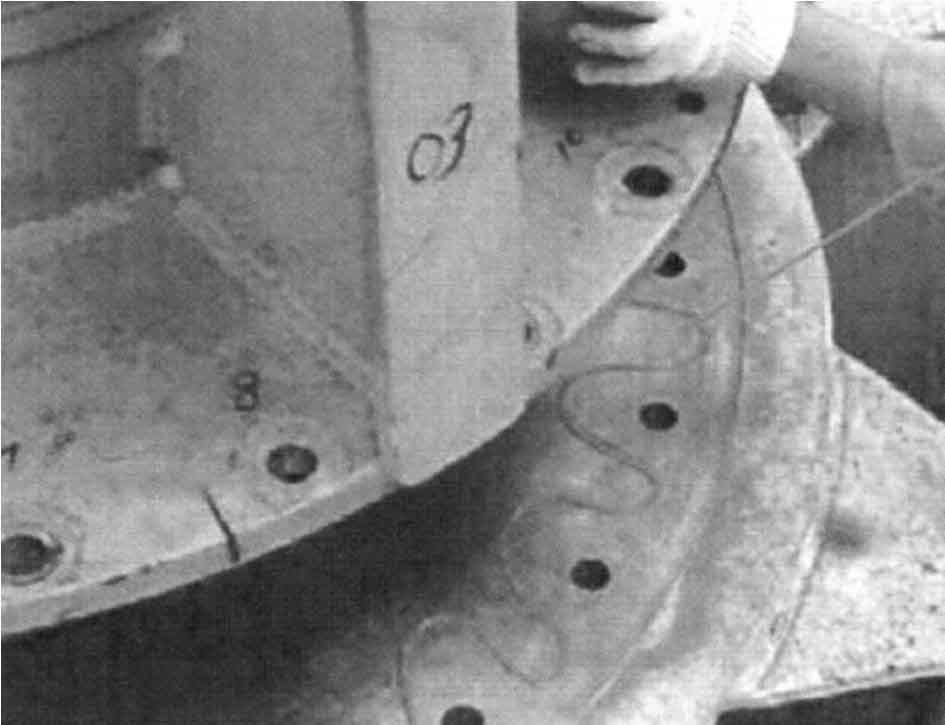
图20.6-19 推进器底座和围井基座实物图

图20.6-18 推进器围井基座图
推进器舱上层还有一个电动机基座,其安装精度要求中间轴安装完后,电动机的联轴节平面和推进器基座上平面的端面跳动小于0.1mm,轴向跳动小于0.5mm。要求电动机基座面、围井基座和推进器底座面之间的相对位置应满足其规定的安装精度标准(见图20.6-20)。
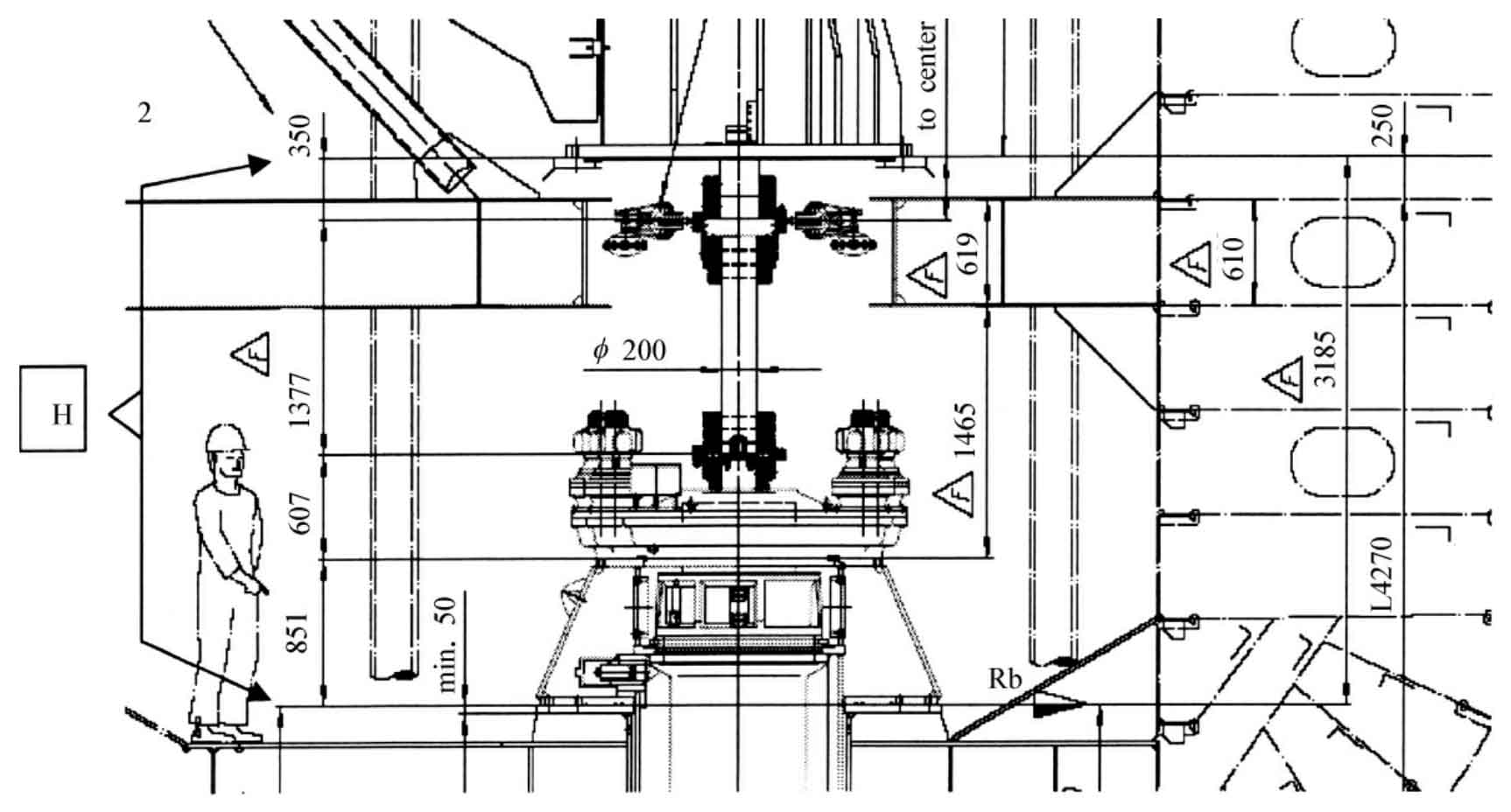
图20.6-20 电动机基座和推进器底座的相对位置图
4)推进器坞内安装工艺
推进器的坞内安装过程主要包括:推进器围井基座制作、推进器底座组件安装、环氧浇注、密性试验和液压管路投油清洗等工艺过程。
推进器底座(由供应商提供),能实现对海水的完全密封,进而保证推进器在恶劣的海水环境中至少工作5年以上。推进器底座安装时,先把底座放入围井(见图20.6-21),再以供应商提供的假轴作为测量装置,验证底座的内表面圆度是否达到要求(见图20.6-22)确认其精度合格后,可安装围井基座的底盖,然后即可进行密性试验。
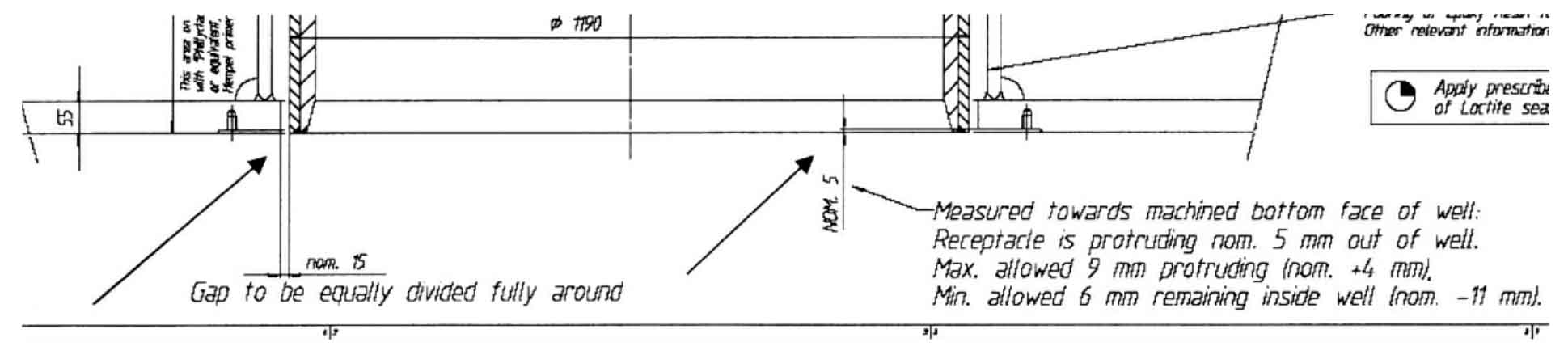
图20.6-21 底座放入围井图

图20.6-22 以假轴验证其圆度
密性试验主要是验证推进器底座和平台体上的围井基座之间的密封性,首先要在推进器底座上表面安装盲板法兰,然后,围井和底座之间的间隙通入0.2bar(约0.02MPa)的压缩空气,并且安装好压力表,然后关闭阀门,静置观察压力表的读数是否下降来判断密性的好坏。
坞内的安装过程持续时间很长,其中的过程质量控制相当重要,因为每一个环节如出差错,就会影响后续的安装,并且出坞后的任何安装步骤必须是一次性安装成功,否则平台要重新进坞。
推进器底座安装完成后,平台就可以出坞下水。考虑到下水后,平台会产生一定的形变,下水后2个月再进行环氧浇注。环氧浇注在推进器底座和平台体基座的间隙中,可以实现减振和密封作用。环氧的浇注有较高的工艺要求,故在浇注之前,设计人员一定要详细计算好浇注量和编制好详细的施工步骤,施工人员要全面熟悉每一个施工环节。
推进器的转向是使用液压动力的,所以管路的清洗就很重要,WARTSILA的要求是NAS 7级,是比较高的要求。投油清洗工作需要精确地计算投油机组的容量,设计好管内的流速才能达到相应要求。
5)推进器海上安装工艺
海上安装主要包括推进器的海上运输、潜水员下水作业、推进器吊装作业、推进器提升作业及推进器舱内最终安装固定作业。
由于推进器安装在平台主体下方,而制造企业码头或其周边水域的水深不够,因此,推进器的安装作业往往要到海上去完成。目前采用的海上安装方法可分为两种:
(1)吊装安装法。吊装安装法也可分为两种作业方法:
第一种是采用驳船吊将8个推进器依次吊入海中,并沉放到海底预定位置,由潜水员将由平台浮体上的液压提升设备通过围井放下的3根不同颜色的吊索连接到推进器的吊环上,逐步收紧吊索将推进器提升至围井正下方。同时,将围井内及推进器的密封装置拆除,实现推进器与动力系统的对接。其操作过程见图20.6-23。
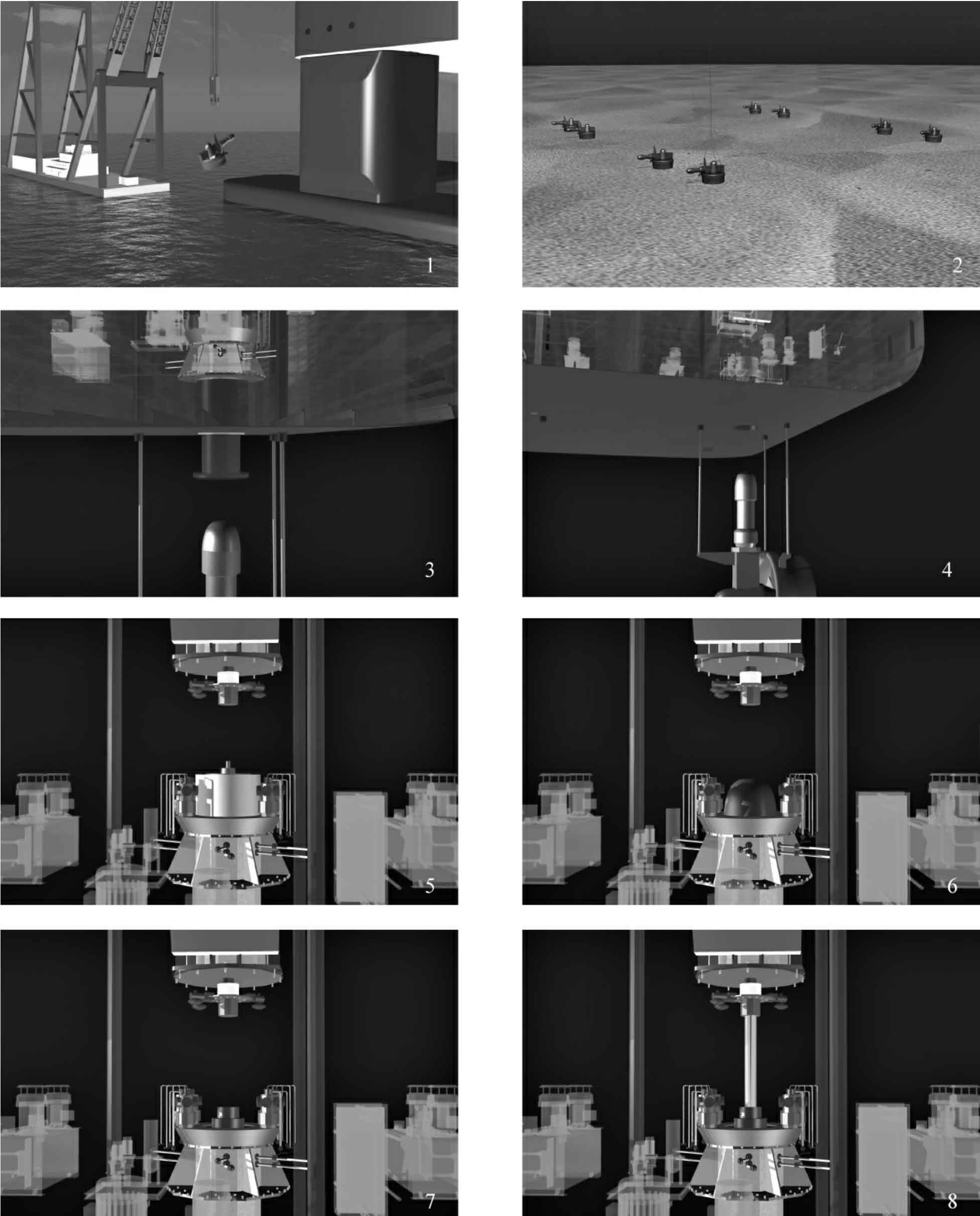
图20.6-23 推进器吊装法安装工艺流程组图
第二种是采用浮吊将推进器吊入海中,其在海中的深度应超过平台浮体底部,并留有一定的操作裕度。然后,由潜水员将由平台底部放出的3根吊索系到推进器的吊环上。浮吊的吊缆逐渐放松,让推进器向围井中心靠拢,一直到准确定位后,由3根提升吊索将推进器就位。其后续操作过程与第一种方法相同。
(2)吊篮安装法。吊篮安装法也有两种不同的作业方法:
第一种是在浮吊的帮助下,采用专用的工装与吊篮进行水下安装,见图20.6-24。

图20.6-24 推进器吊篮法安装工艺流程组图一
第二种是不借助浮吊,利用架设在平台浮体上的专用工装和吊篮进行安装,见图20.6-25。
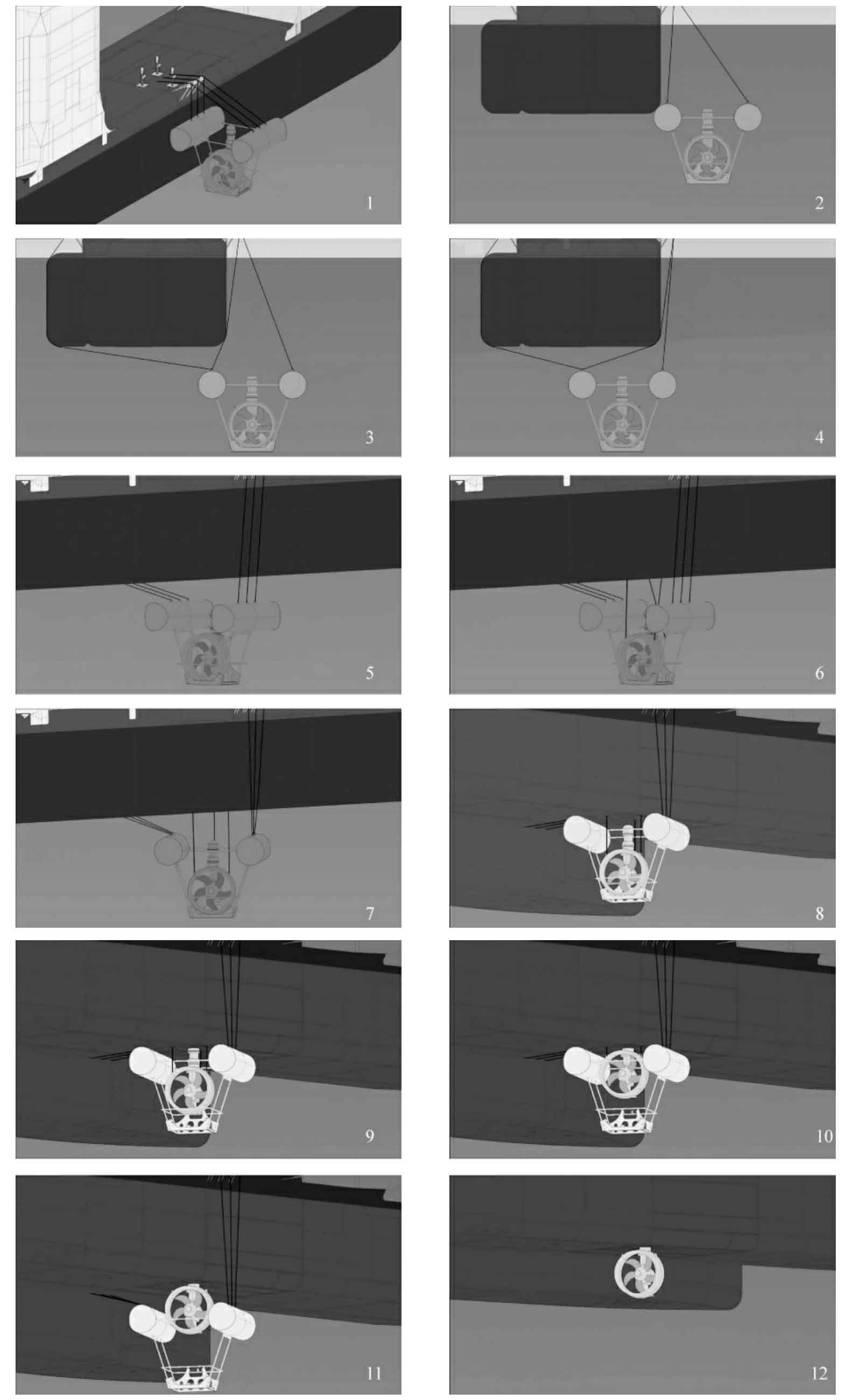
图20.6-25 推进器吊装法安装工艺流程组图二
(3)海上安装工艺流程。现以浮吊吊装法叙述其中一个推进器海上安装工艺流程,如表20.6-2所述。
表20.6-2 推进器海上安装工艺流程

(4)其他推进器安装过程。在现场安装推进器时,浮吊抛锚于平台艉部,首先安装平台艉部的4个推进器:3#、4#、5#、6#,安装完毕后,浮吊移船并按同样抛锚方式抛锚于平台艏部,再安装平台艏部剩下的4个推进器:7#、8#、1#、2#。
—两套液压提升系统事先布置在3#和4#推进器安装位置并完成调试工作;
—浮吊按单个推进器安装方法首先完成右平台艉端外侧的3#推进器的安装,此后浮吊将安装3#推进器的液压提升系统吊至5#推进器安装位置,在安装4#推进器的同时,进行5#推进器安装位置液压提升系统的安装和调试以节约时间;
—当4#推进器安装工作完成后,浮吊将安装4#推进器的液压提升系统吊至6#推进器安装位置,浮吊开始安装5#推进器,并同时进行6#推进器安装位置液压提升系统的安装和调试工作;
—5#推进器安装工作结束后,借助平台吊机将5#推进器安装位置的液压提升系统,吊至平台浮体艏侧7#推进器安装位置,浮吊开始协助安装6#推进器,同时7#推进器安装位置的液压提升系统开始安装布置和调试;
—完成6#推进器的安装后,浮吊船起锚移船至平台艏侧,浮吊在平台浮体艏侧按平台艉侧同样的抛锚方法。与此同时平台吊机将6#推进器安装位置的液压提升系统,吊至平台浮体艏侧8#推进器安装位置,按上述同样的方法将平台艏侧的剩余4个推进器(安装顺序为7#、8#、1#、2#)安装到位。至此,整个推进器安装工作结束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










