



20.6.2 半潜式平台制造工艺流程
半潜式平台的制造工艺流程和船舶制造工艺流程相似,为:钢材预处理→浮体/立柱等结构分片制造→浮体/立柱等分段制造→浮体/立柱等总组→总段搭载→出坞/下水→码头舾装→系统调试→系泊试验→海试到交付。
20.6.2.1 分段制造工艺基本原则
1)建造精度原则
从设计、放样开始,零件加工应为无余量、少余量;
以加放补偿量取代各组立阶段零部件的余量;
线形复杂、涉及冷热加工的零件,加工时必须加放余量。加工结束后按要求进行二次划线、切割工作;
施工班组需对精度造船中的余量、补偿量实施结果、板材收缩值等及时向精度管理小组反馈,设计和精度及时沟通在后续建造过程中修正相应余量和收缩量;
分段的长度与各船厂的设施密切相关,以最大效能发挥船企各设备的性能等原则,分段长度一般在15m以上。而分段板厚较薄,强框之间的距离较小,分段片断制作过程中必须增加吊点,减少分段变形,必要时基于有限元的片体吊装分析有助于吊装过程中的变形控制。
2)切割作业工艺原则
切割车间将有关钢材信息:材质、规格、船级社钢级、数量,以及检验合格编号、生产炉批号等输入计算机系统以备跟踪、抽查;
预处理喷丸质量、涂膜厚度必须符合质量标准和有关技术要求,未经预处理的材料不得流入工位;
材质的跟踪与传递以分段为单元;
切割中心负责炉批号汇总(品质保证部门负责炉批号传递和提交);
切割中心须将有关材质、规格移植到钢板余料上,通过以上程序可以确保每个零件都可以跟踪到它的炉批号。确保上述工作完成后,进入零件切割下料阶段;
零件划线编码必须齐全,对合线、矫正线、构架线数控划线必须清晰,零件的坡口形式、企口上下、首尾、正反、左右等零件加工符号、尺寸、标注必须正确无误;
下料后零件的减轻孔、人孔、透气孔、漏水孔、切口、面板的自由边都必须打磨;
切割下料零件,严格按分段小组立、中组立、大组立、散装件、标准件等,分阶段配套、堆放,确保分段零件配套完整及零件分流正确;
切割材料严格按下料工艺单要求,材料规格材质不准擅自替代;
型材加工必须控制其直线度、水平度、垂直度及焊接质量;
拼板切割零件其直线度精度、对角线精度达到质量标准。
3)船体焊接工艺原则
焊前先对焊接坡口及两侧范围内清除氧化物、水分、油污及其他污物;
遵循焊前预热要求;
焊接时,应严格按工艺规范要求进行,整条焊缝的焊接工作尽量一次完成;
采用多道焊时,焊工在每一焊道后须清除焊渣与飞溅,每一焊道的接头应相互错开一定距离;
不同方式的焊接有不同的要求,都应满足规范;
焊接完成后,对焊缝进行无损检测并实施舱室角焊缝气密检测试验;
深水半潜式平台中有很多高强度钢和大厚度板,对其焊接,应满足不同的工艺要求。
20.6.2.2 主体结构制造工艺
半潜式平台主体结构形式与常规船舶有很大的不同,局部结构与小型船舶类似。高可变载荷的要求使得设计者必须严格控制半潜平台主体结构的重量,所以,平台主体构件一般均采用高强钢,最低级别钢板为AH36,最高级别钢板为EQ70钢板。相对较薄的钢板使得分段制作过程很容易产生大的结构变形,加上平台本身对精度控制要求高,因此,必须采用相应的工艺来控制分段变形。下面将以第六代半潜平台为例,介绍平台主体结构的制造工艺。
1)下浮体制造
每个下浮体分为六个环形总段,如图20.6-3。
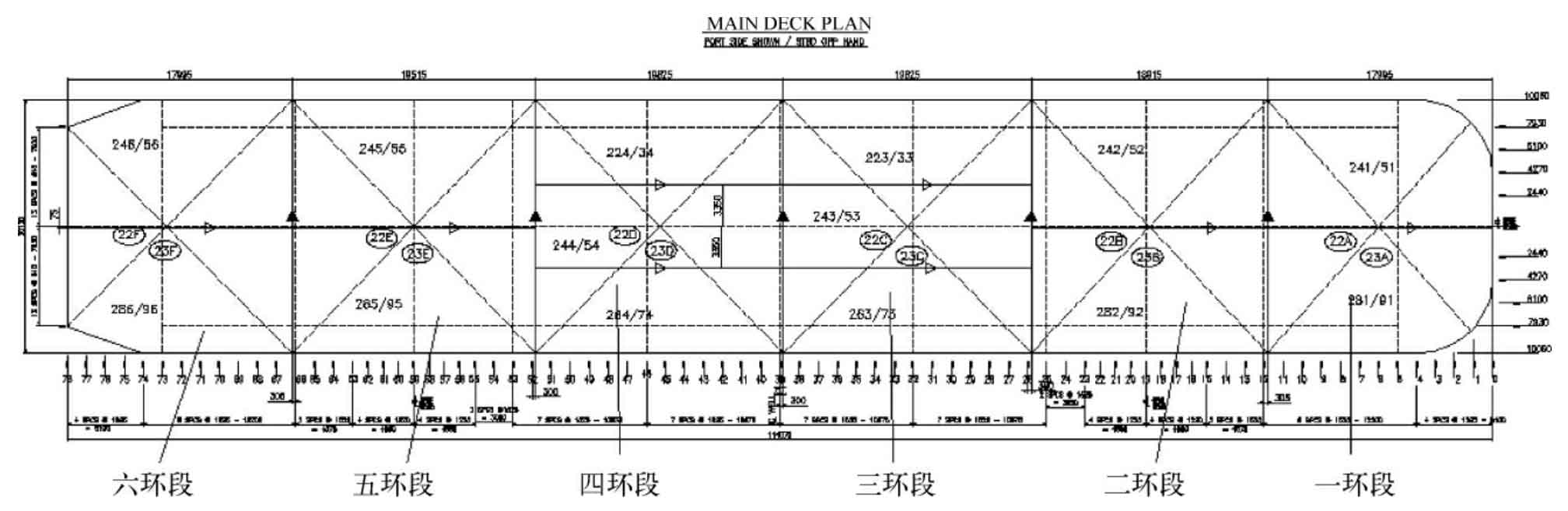
图20.6-3 下浮体分段/总段划分图
根据结构特点和舱室的性能,将前后推进器舱、泵舱分别划分在一个环段内。推进器舱位于艏艉环段,部分为双层底结构;泵舱与立柱连接处两道舱壁划分为同一分段,位于二、五环段,有利于控制立柱与浮筒对接精度,且为双层底结构;钻井水舱、燃油舱、盐水舱等位于三、四环段,但左右舷结构并不完全对称。
前后各两个环段分为四个分段,舾装阶段分别以浮筒甲板和底板为基面,舾装完成后,甲板分段翻身与底板分段对接,形成环段,提高舾装率。
总组阶段以中间三环段为基准向两端搭载。推进器基座面板可以在分段搭载到坞内,根据搭载焊接后的情况,在坞内进行机加工,确保基座表面平整度和粗糙度。
2)立柱和横撑制造
立柱和横撑区域分段划分如图20.6-4所示。
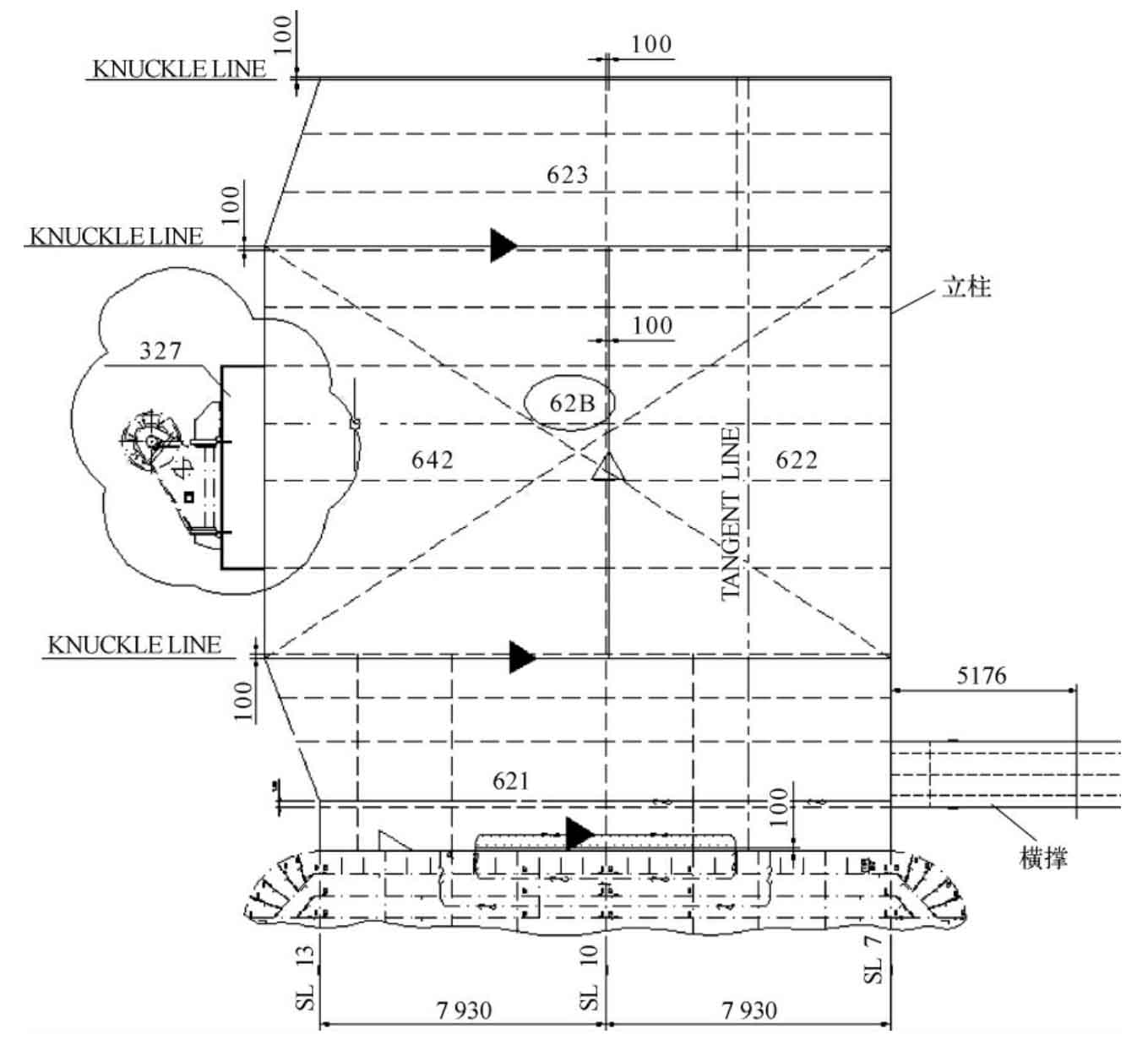
图20.6-4 立柱和横撑区域分段划分图
每个立柱分为上、中、下三个环段。上下环段有线型部分可采用贴装外板形式,以避免为部分分段制造特殊胎架;中间环段包括了全部平直部分,最大限度利用现有胎架;立柱最下层带有部分横撑结构,有利于横撑的结构建造,同时利于控制横撑外形尺寸、缩短横撑对接时间;立柱区域两个环段分段各有一个平台,有利于分段吊装和总段预舾装。将上部与中部两个环段组成总段后,与下部环段分别完成坞内搭载,并考虑与横撑的连接部分。
3)上平台体(上部甲板)制造
上平台体分为双层底(16个分段)、中间甲板(16个分段)、主甲板(16个分段)三层区域进行分段划分,依次如图20.6-5、20.6-6、20.6-7所示。
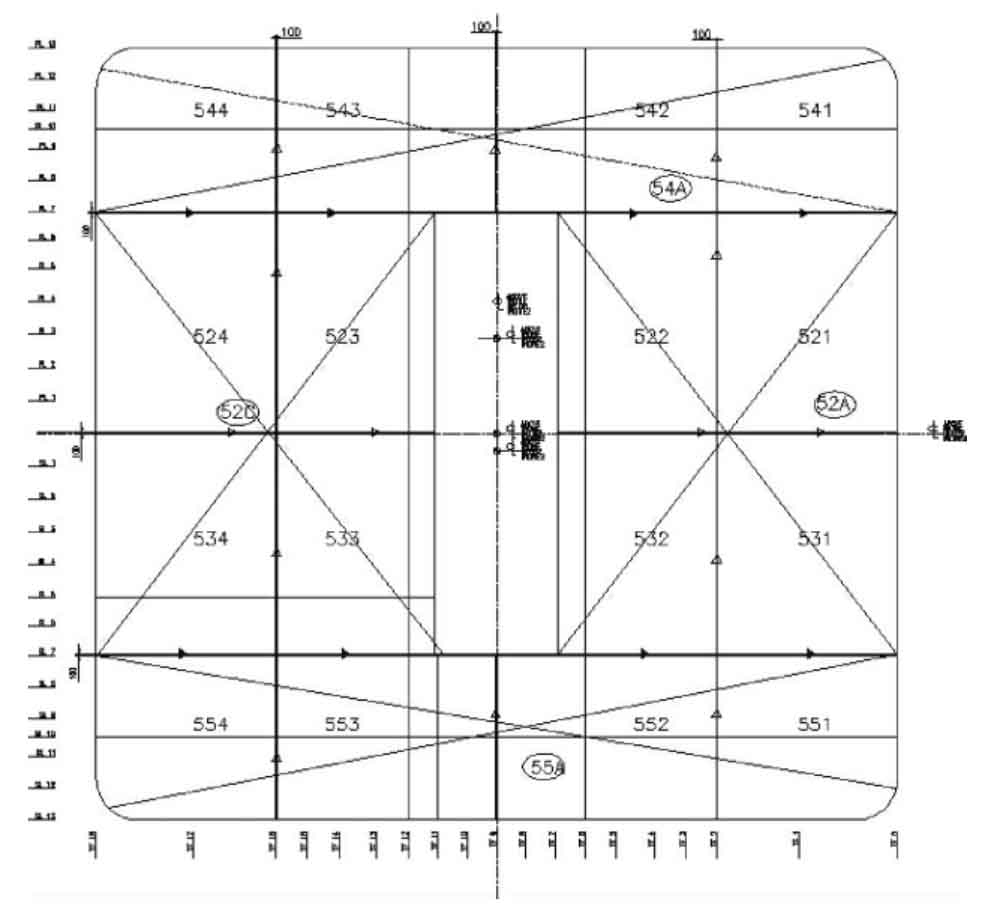
图20.6-5 上平台体双层底部分分段划分图
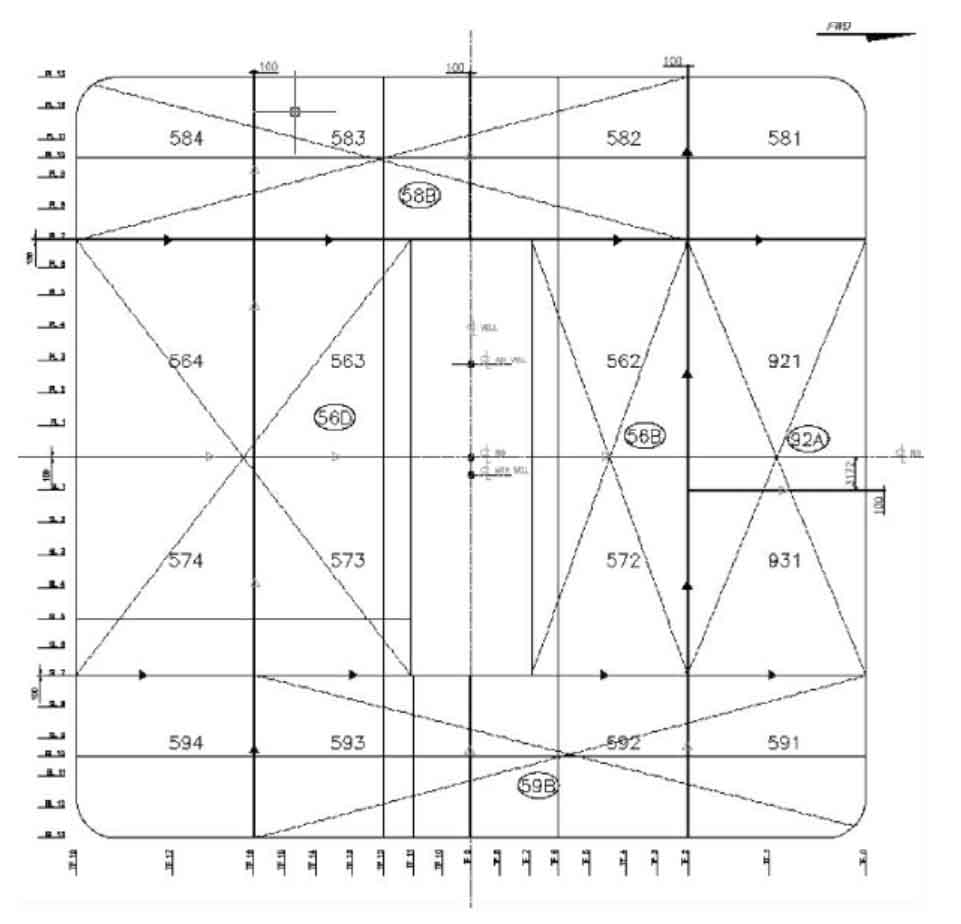
图20.6-6 上平台体中间甲板分段划分图
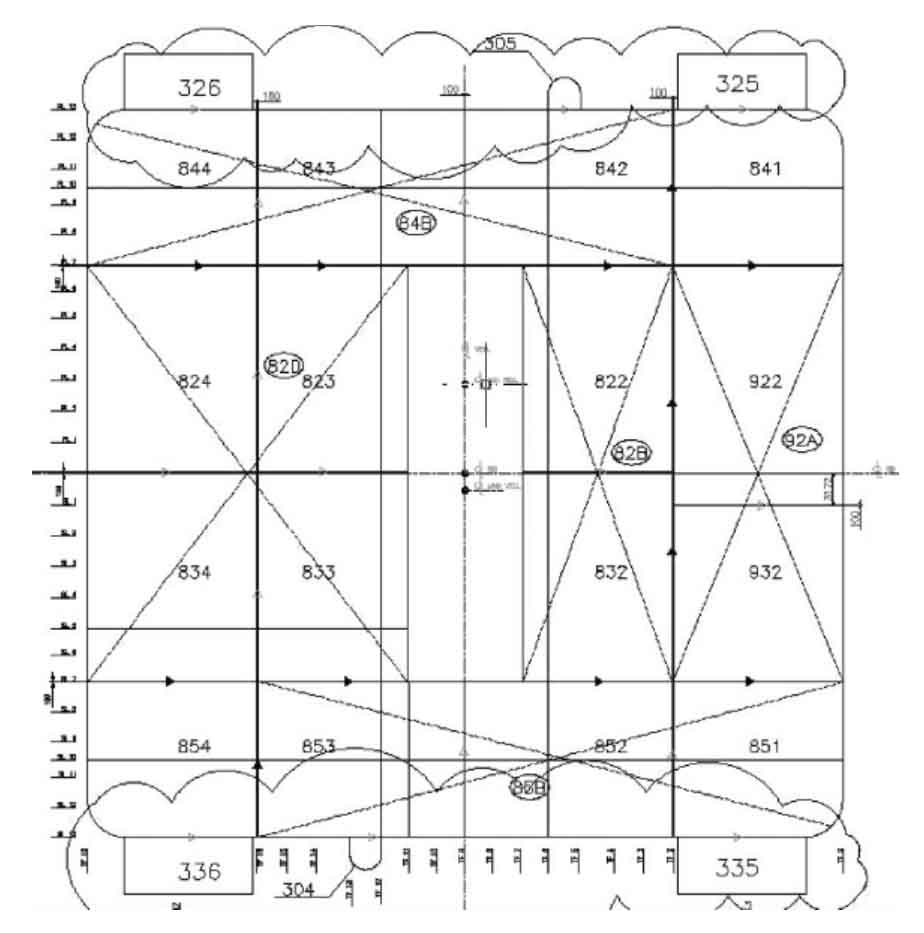
图20.6-7 上平台体主甲板分段划分图
上平台体双层底两侧四个分段分别总组后吊装到立柱上,可以利用立柱作为总段支撑,降低分段搭载风险;中间分段做成总组分段,在平台上舾装完整后吊装到船坞内嵌补,嵌补过程中,下部使用四个支撑确保分段吊装安全,同时可以快速脱钩。
完成双层底区域的总段搭载后,再进行上面两层甲板区域的搭载,并为保证其精度与搭载效率,将中间甲板、主甲板两层区域相应分段完成总组后再进行坞内搭载。生活楼区域分三层进行分段划分,并与直升机平台支撑结构一起完成总组后再进行搭载吊装。
4)钻台结构
钻台结构在半潜钻井平台中是非常重要的部分,有大量舾装件与大型设备安置在钻台上,不仅其结构强度是所有分段中要求最高的,建造精度也是相当严格的。建造过程中,将支撑腿与钻台主要结构分开建造,将支撑腿安装到主甲板上,然后用吊车将钻台结构与支撑腿拼装连接,完成钻台的搭载。
20.6.2.3 半潜式平台总装工艺
在半潜式平台日益大型化的今天,建造半潜式平台的核心,也是决定整个平台建造周期的关键技术问题是如何将面积约6 000m2,重量超过10 000t的上平台体、钻台和井架结构在高达约30m高的4~6个立柱上进行总装合拢。经过近几十年的发展,国内外半潜平台总装方法大致可以分为如下四类:吊装法、下沉法、滑移法和顶升法。其中吊装方法仍然是国内外建造半潜式钻井平台的主流方法,上平台体、钻台及井架与下平台体的总装吊装方法又可以分为如下三类:
1)陆地吊装法
在陆地平台上或者船坞内进行半潜平台所有的分段或者总段的吊装。采用这种总装方案时,先在陆地平台上或者船坞内将下平台体整体合拢完毕后,然后将上平台体的分段或者总段逐一吊装到立柱之上进行装配焊接,如图20.6-8所示。

图20.6-8 半潜平台陆地吊装图
上述总装方法的关键是制造厂必须具备适合建造半潜平台的超宽船坞(大于80m)或者具备合适的码头水深,便于将完工的半潜平台主体结构,通过水平滑道拖至半潜船后完成下水作业。同时,制造厂应配置比较先进的起吊设施,如大型龙门吊(600t及以上)或者大型履带吊。
上述总装方式对船厂来说可充分利用船厂原有的造船生产设施,而不需要另行添置大型的工装设施,对降低建造费用是有利的。但是其缺点也相当明显:首先,在上述总装方式下,高空作业量巨大,这是由半潜平台结构的布置特点决定的,无法回避,如脚手架的搭设、上平台体外壁的结构和舾装工作等,这样势必造成作业环境差、施工周期长,特别是给安全和质量控制造成了很大困难;其次,由于起重能力的限制,在吊装搭载过程中,上平台体某些分段或者总段不可能全部由立柱来支撑,这样在总装作业时就必须搭设与立柱等高的临时支撑,一般需要4~8个约32 m高的临时支撑,如图20.6-9所示,这样极大地增加了搭载过程中辅助工作量;另外该总装方式的分段或者总段数量多,势必影响预装率,造成高空或者狭小密闭的舾装作业相当困难,影响施工周期。

图20.6-9 半潜平台合拢的临时支撑
2)水上吊装法
在下平台体起浮的状态下利用起重船吊装上平台体的分段或者总段,甚至是整吊上平台体,如图20.6-10所示。采用这种总装方法时,先在陆地平台上或者船坞内将下平台体整体合拢完毕后,配上必要的临时工装,以保证下平台体起浮后不发生大的变形,便于立柱之间间距的精度控制。下平台体下水后,利用起重船逐一吊装上平台体的分段或者总段。在起重船起吊能力日益大型化的今天,水下吊装法可以使上平台体的分段或者总段数量尽可能地减少,同时,也节约了船厂的陆地平台或者船坞等核心资源;但是相应地增加了由水上吊装带来的风险和成本,比较适于海况条件较好、潮汐不明显的海域采用。

图20.6-10 水上整体吊装法
3)巨型吊车吊装法
利用巨型起吊设施整吊上平台体,这一方法突破了传统思维。烟台中集来福士海洋工程有限公司为实施这一吊装法建成的2万吨固定式龙门吊车(“泰山吊”),如图20.6-11所示。该建造方法就是在陆地平台上分别建造半潜平台的上平台体部分和下平台体部分,利用半潜船将上平台体移位至船坞内,用泰山吊吊起,再将下平台体移至船坞定位后,实施上下平台体的合拢工作,该总装方法克服了上述两种吊装方法的弊病,最大限度地降低了高空作业的工作量,对控制项目的建造周期有着非常积极的意义,但是由于投资巨大,非一般船厂所能为,特别是对于需要同时建造船舶和海洋工程结构物两种施工性质截然不同的船厂而言。
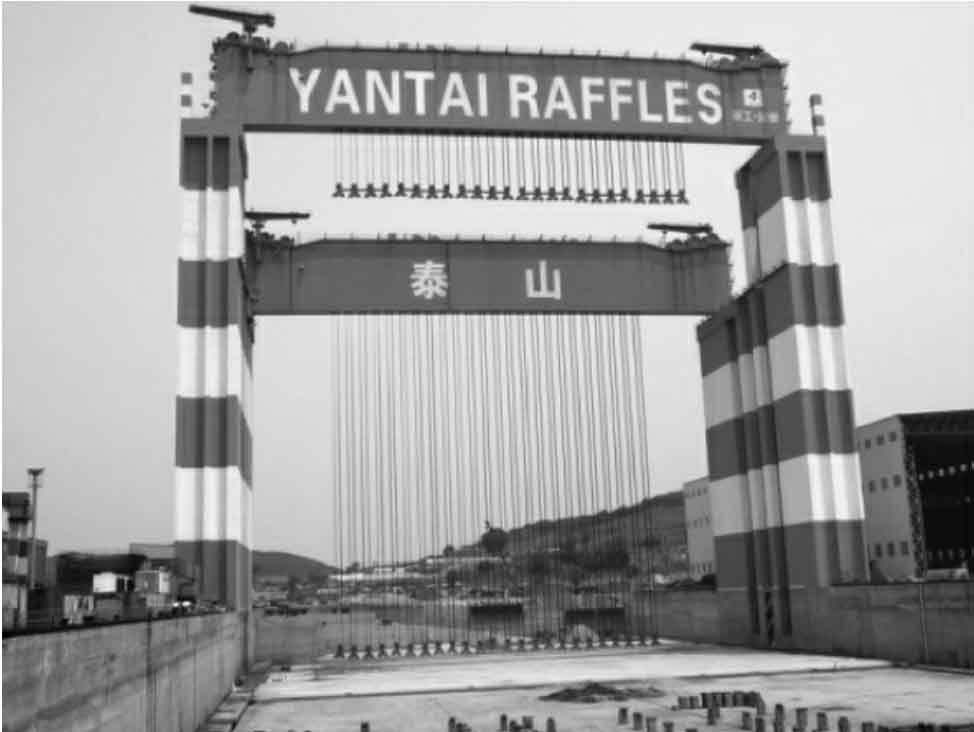
图20.6-11 泰山吊全景图
4)下沉法
采用下沉法建造半潜平台时,需要先在陆地平台上或者船坞内将下平台体整体合拢完毕后,配上必要的临时工装,以保证下平台体起浮后不发生大的变形,便于立柱之间间距的精度控制。下平台体下水后,利用拖轮拖至水深30m以上的无风港或者海面上,向压载舱内注入压载水,使半潜平台立柱顶部距离海水面1.5~2m后,用驳船将建造完毕的上平台体拖至立柱上方的指定位置就位,然后慢慢排出半潜平台下平台体内的压载水并上浮,使立柱和上平台体对接合拢。
下沉法合拢避免了大型总段的高空吊装活动,使高空作业大大减少,最大限度地保证了建造过程中的安全性,甚至驳船也可以租用,对于降低建造成本和建造工时大有好处。但是,该方法需要比较良好的水域条件,对于电站系统布置在上平台体内的半潜平台,还要解决临时电源以及可靠的液位遥测系统的问题,以安全可靠地驱动压载系统。另外,对于立柱间存在大量斜撑的半潜平台而言,下沉法不太适用,因为斜撑妨碍了驳船被拖入立柱的中心位置。
5)滑移法
韩国现代重工在建造RBS-8M型半潜式钻井平台“深水鹦鹉螺”号时,重达11 000t的上平台体采用24台L600提升千斤顶把上平台体提升了38m高,主装载系统把两组下浮体滑行至平台甲板的下面,完成半潜式钻井平台整个结构的装配工作(如图20.6-12所示)。整个提升工作用到了6个临时支撑塔,在甲板的前面和后边各设置两个支撑塔,在每个支撑塔上面放置2台L600千斤顶,另有两个圆柱形的支撑塔,放置在甲板的中间,每个塔上面是8台L600千斤顶。计算机控制系统的精确控制使得千斤顶系统在提升和下浮体装配过程中都能够准确地同步工作。该建造方法特别适用于没有船坞、码头水深条件较好的海工建造场地建造半潜平台。
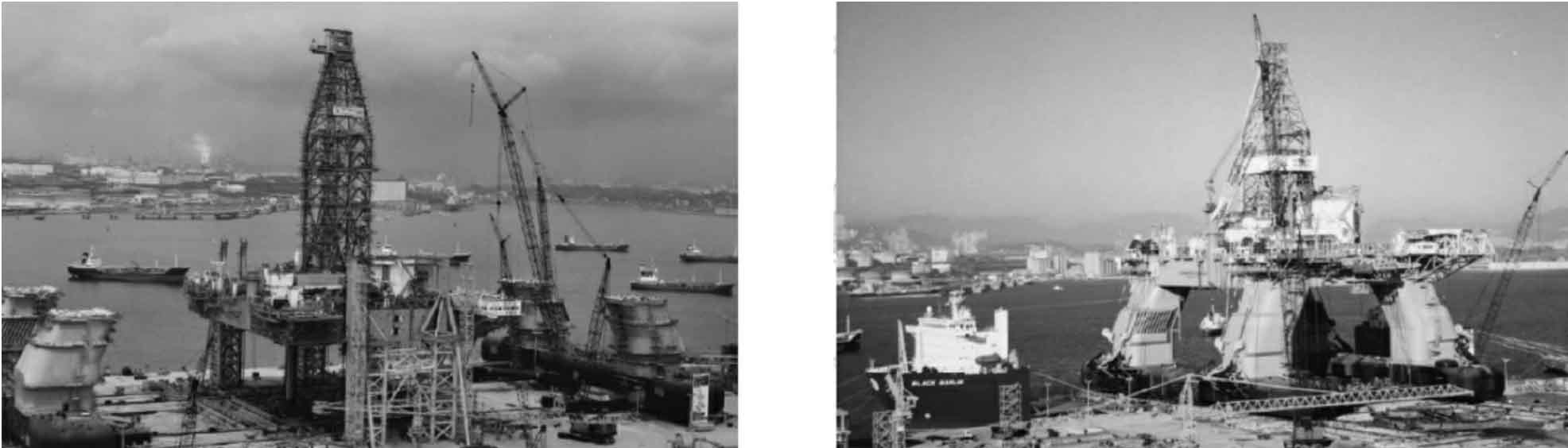
图20.6-12 滑移法总装工艺图
6)顶升法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











