



18.3.3 液货舱系统制造关键技术
18.3.3.1 LNG船船体建造精度控制
LNG船使用寿命要求40余年,因此,对船体结构的疲劳强度提出了相当高的要求;再加上安装绝缘材料对船体结构的平整度有很高的要求,因此,对船体结构的建造精度进行控制,在船体结构建造过程中就十分重要。
根据船体建造的特点和流程,将船体结构精度控制划分为五个阶段,即放样阶段、加工阶段、部件装配阶段、分段装配阶段和船台搭载阶段。每个阶段均应制定明确的精度标准和严格的控制措施,使用精密的仪器和采取合理的测量方法使每一阶段的精度控制在标准范围之内。
1)设计放样阶段
在设计放样阶段,对全船的零件进行生产设计和放样,使各零件的精度控制在0.5mm之内。
2)加工阶段
(1)全船大多数零件采用等离子数控切割机进行划线和切割,等离子数控切割的复位精度偏差小于0.01mm。
(2)有针对性地对加工人员进行培训,使他们认识精度控制的重要性,并采用正确操作方法。
(3)对不同的材料采取不同的周转方式,防止零件在搬运时发生塑性变形,破坏其加工质量。
通过上述措施,应使零件的加工精度控制在0.5mm以内。
3)小组立阶段
(1)母材零件对接的对合线、母材零件上的子材安装位置线均采用数控切割机划线。
(2)设立专门的小组立平台,设计专门的部件拼装图和编制科学的施工工艺,严格控制小组立件制造的精度。
(3)制定自检和互检制度,明确责任人,严格对小组立件制造精度进行把关。
(4)建立信息反馈系统,分析部装差错原因,制定改进措施,提高小组立精度控制水平,保证小组立件的高合格率。
通过上述措施使母材零件对接偏差、母材零件上子材定位安装偏差,垂直偏差均小于0.5mm。
4)分段装配阶段(包括分段制造和分段总组)
(1)胎架制造采用激光经纬仪划线,平面度偏差小于0.5mm;胎架制造完工后由专职质检人员验收,保证胎架制造精度。
(2)平面分段和平板在平面分段流水线上拼接,其不平整度小于1.5mm。
(3)分段平面构架位置线由激光经纬仪划出中心线、肋骨检验线,然后用专用钢带划出结构安装位置线,使其偏差小于0.5mm。
(4)分段曲面构架位置线由激光经纬仪描出位置点,然后用匀质木条攀出构架安装迹线,使其偏差小于±1mm。
(5)分段完工后,用高精度、全方位激光经纬仪扫描划出周界线,然后用万向半自动切割机割除余量,保证分段完工偏差小于±1mm。
(6)总组托架采用激光经纬仪划出总组中心线、肋骨检验线、水线、直剖线和总组周界线,保证总组完工偏差小于±1mm。
(7)成立专门的精度管理小组,对每一只分段完工精度进行验收。
5)船坞(船台)搭载阶段
(1)用激光经纬仪划出船台中心线、肋骨检验线,其偏差小于0.5mm。
(2)当船台铺墩、分段进行搭载定位和检验,均使用高精度、全方位激光经纬仪进行精度控制和检测。
(3)建立反馈信息系统,分析分段合拢不上原因,制定改进措施,提高精度控制水平,使船体建造质量得到保证和提高。
通过以上措施,使内底板面的不平整度控制在4mm之内;两舱壁之间的距离偏差控制在5mm之内;船高偏差控制在10mm之内;船的总长度控制在50mm之内;舱壁垂直偏差控制在±2mm。
18.3.3.2 殷钢薄膜的装配及焊接工艺
在货舱围护系统建造过程中,其作业难点之一就是殷瓦薄膜的装配及焊接。因为其板厚大部分是0.7mm,列板长度超过40m,装配比较困难,且手工焊过程中极易出现焊穿等缺陷,所以会出现大量修补和返工,从而延长造船周期,增加造船成本。因此,装配及焊接技术的攻关和合格焊工的培训是工作的重中之重。
No.96薄膜型LNG船的货舱围护系统是由两层基本相同的绝缘箱和殷瓦薄膜组成的。分别称为次绝缘层和次膜,主绝缘层和主膜(如图18.3-15所示)。主膜与LNG直接接触,次膜处于备用状态,次绝缘层安装在船体内壳上。
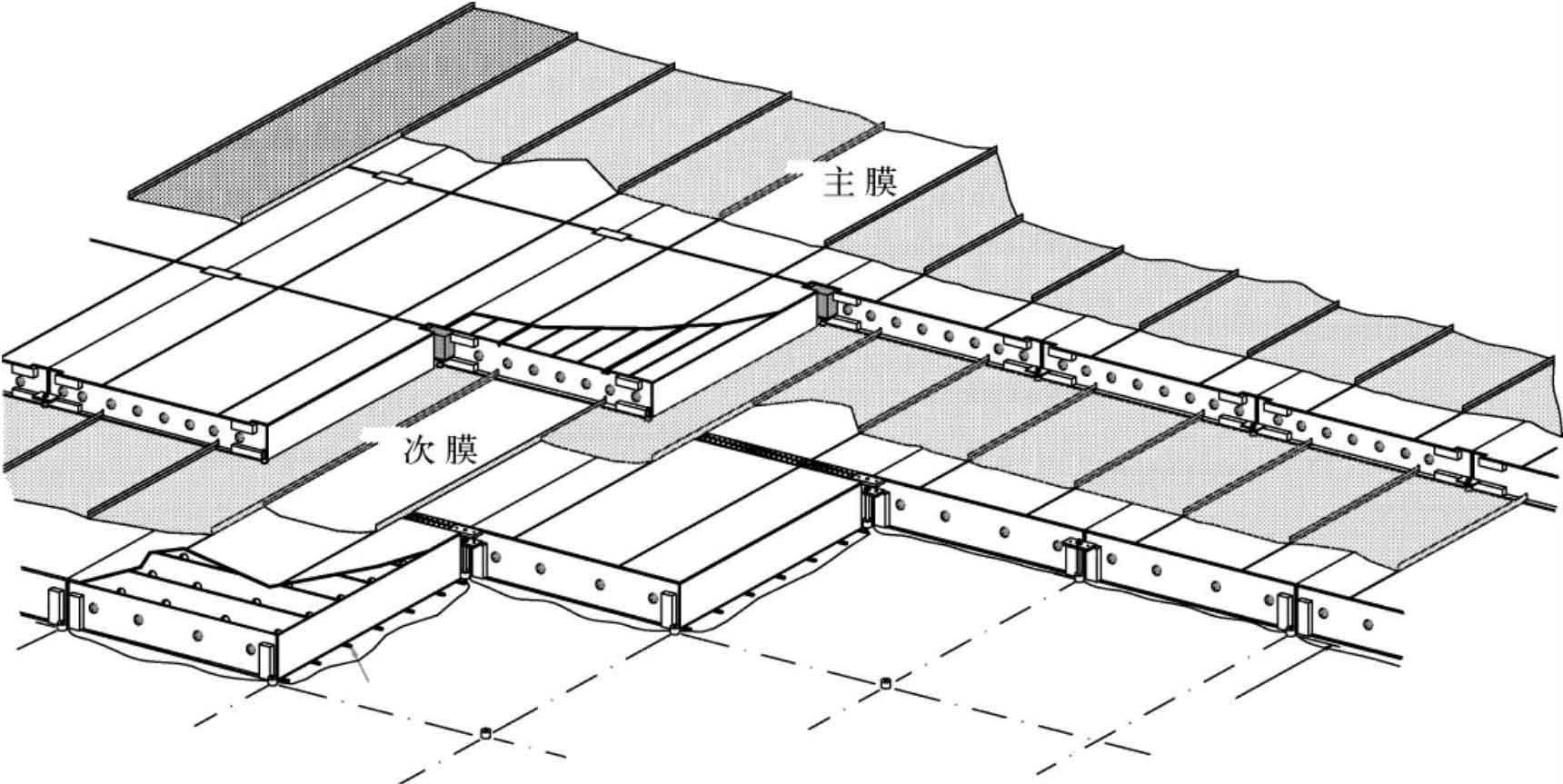
图18.3-15 平面区域薄膜分布图
殷瓦钢,也称不胀钢,是含36%镍的合金钢,热膨胀系数小,能适应常温至-163℃的温度变化。殷瓦钢厚度主要有0.5mm、0.7mm、1.0mm、1.5mm、3.0mm。
殷瓦列板主要位于平面区域和纵向二面角区域。平面区域的列板厚度为0.7mm,纵向二面角处列板是单折边的,厚度一般为1.0mm。
沿船长方向的殷瓦列板长度大约是35~45m(取决于货舱长度),其安装方法一般有两种,一是将折边机安装在舱壁上,直接将殷瓦列板沿船长展卷到最终位置;二是将折边机放在脚手架平台展卷列板,再手工将其安装到最终位置。第二种方法更具有可操作性。
殷瓦薄膜的焊接采用电阻焊,包括殷瓦列板的缝焊和锚固板条自动焊,参见图18.3-16,其焊接工艺及注意事项如下:

图18.3-16 正在施焊的殷瓦列板自动焊
(1)缝焊点焊或正式焊接前,应用三氯乙烷或者经GTT认可的其他任何清洁剂除去殷钢、不锈钢板以及焊机滚轮上的油脂。
(2)缝焊点焊的焊点应该位于卷边的上端,在缝焊区以外。焊点的直径应当尽可能小,但要保证焊点牢固,一定要避免虚焊的情况。对于所有列板,点焊焊机必须沿着同一方向移动。
(3)锚固板条点焊时殷瓦板条与锚固扁钢一定要紧密接触,点焊的焊点应当位于接缝的一端,即自动焊接触不到的地方。点焊方向应与自动焊方向相同。
(4)在焊前检查焊机头、焊接电源等设备之间的电缆、冷却液回路管等是否正确连接,空气压力和供电系统是否达到标准。
(5)在焊接操作时要随时检查控制面板上预设的各个参数是否标准,当出现焊机停焊、各种缺陷时,应按照GTT有关资料进行修补。
18.3.3.3 液货舱高精度基准线、网格线划线技术
LNG船液货舱内各个舱壁面上基准线、网格线划线是货舱围护系统的首要基础工作。基准线、网格线是连接件基座、次层绝缘箱安装的依据。基准线、网格线的精度要求非常高,而且划线的精确程度直接影响液货舱围护系统的后续工作。
液货舱内每个舱壁面上有两条基准线R1和R2。纵向舱壁面上基准线R1沿船长方向,横隔舱壁面上基准线R2沿船宽方向,R2垂直于R1。R1和R2是网格线划线的基准,R1和R2的位置决定了所有网格线的位置。根据GTT要求,R1与理想直线的最大偏差为±1mm,R2垂直偏移±1.5mm/10m。同时,舱壁面上确定基准线R1和R2的位置还应考虑实际船体建造的公差。
根据LNG船各舱壁面的不同形状,可采用激光划线仪来划基准线、网格线。激光划线仪包括激光跟踪器、主控制单元、计算机和反射器。
基准线R1、R2划线结束后,使用反射器在舱壁面上测量每个网格点,并在该位置用中心冲打上标记。GTT对网格线的精度要求是每个绝缘箱的实际网格线与理想直线的最大偏差为±1mm,而且每连续10个绝缘箱的网格线的总长误差不允许超过1.5mm,因而网格点标记的质量直接决定划出的网格线是否满足要求。因此,中心冲打出的点越小,划出的线条就越细,精度就越高。
激光划线仪不仅可以用来测量网格点的位置,而且同时可以测量出该网格点相对理想平面的高度值,从而得到每个网格点(即连接基座位置)处基准楔块的厚度值。
18.3.3.4 绝缘箱安装技术
货舱共计10个面(如图18.3-17),随安装位置的不同,其安装方法也有所不同。同时货舱内部又有加强区域和非加强区域的区分(如图18.3-18所示),因此,绝缘箱的安装必须按照设计要求正确安装。
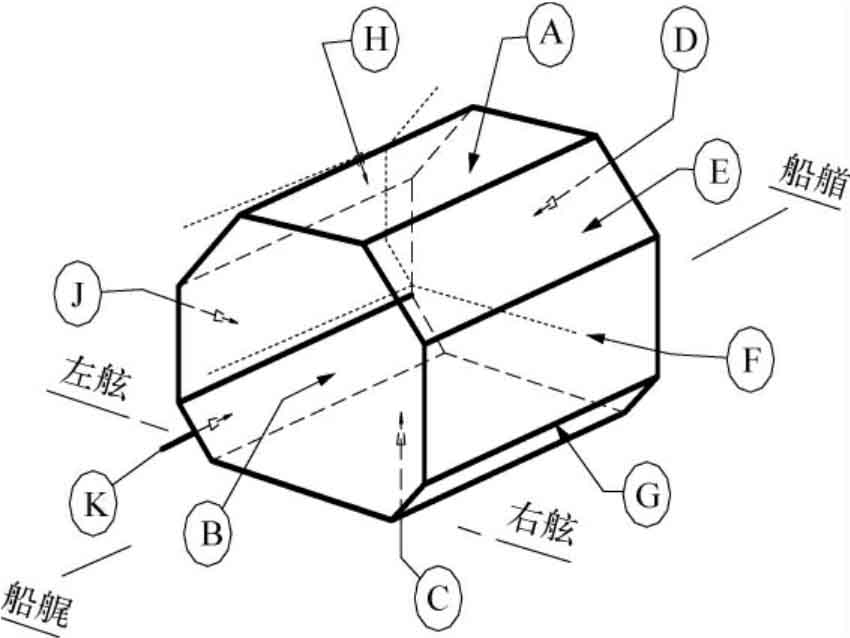
图18.3-17 货舱10面示意图
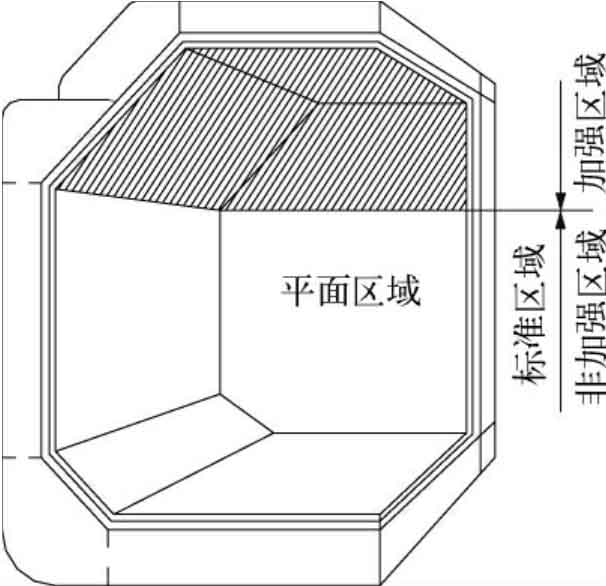
图18.3-18 加强区域和非加强区域示意图
绝缘箱的安装顺序为先安装固定于船体内壳的次层绝缘箱,再安装次膜和主绝缘箱。
1)次绝缘箱安装工艺
次层平面绝缘箱经粘敷在箱上的条形环氧树脂过渡敷设在船体内壳上,环氧树脂由环氧树脂自动涂布机敷设。环氧树脂起着支承次绝缘箱和校平绝缘箱的作用,所以树脂的正确涂布是整个绝缘箱安装过程中的关键点之一,也是船东、船检、GTT检验重点。
其中,敷设在平板区域的所有次层绝缘箱均应垫牛皮纸防止树脂粘到钢板上。横向角处的箱体以及纵向二面体箱体要求精确校平,安装时不用牛皮纸。绝缘箱上用的树脂条的尺寸和形状取决于其相应的基准楔块的厚度。为更好支承箱体,及尽量降低树脂的消耗,No.96薄膜型LNG船提供了三类树脂条,分别是:C1、C2、C3,其几何尺寸如图18.3-19所示。
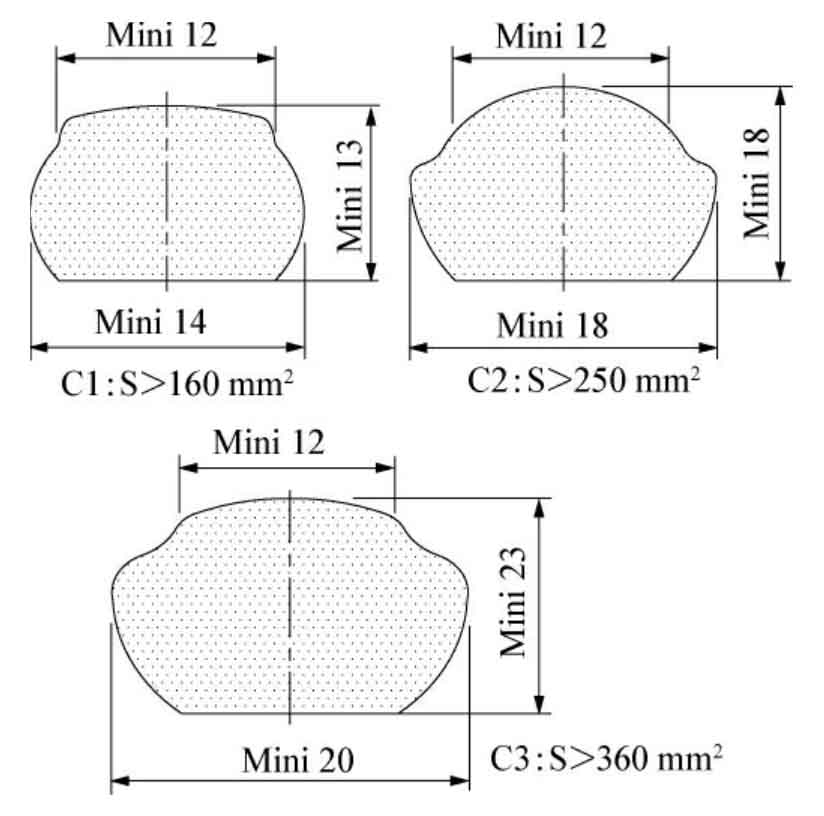
图18.3-19 树脂条的形状和尺寸
如果楔块厚度值大,则相应的绝缘箱还应按要求加装1~3个6.5mm厚的木垫板。
次层平面区绝缘箱由“连接件”紧固,一套标准“连接件”的组成及名称如图18.3-20所示,其中连接件基座决定了绝缘箱的位置,其标准网格成1.2m×1.0m状分布,见图18.3-8。
图18.3-20 连接件
2)主绝缘箱安装工艺
主绝缘箱直接安装在次薄膜上,后者敷设在次绝缘箱上。安装前,应检查每只箱子,箱底应无任何可能在次薄膜上留下刻痕或引起安装操作上困难的杂物。
根据绝缘箱的安装方向,将箱子靠到次薄膜上,安装主箱紧固件,微调箱子,控制安装精度,按设定的扭矩值,拧紧自锁螺母,如图18.3-21所示。在绝缘箱最终紧固后,用模板检查箱子的安装精度(包括支撑情况、层差、平整度、间距)。在箱子间插入刚性绝缘,并在绝缘箱四角安装胶合板。
图18.3-21 主箱紧固件与主绝缘箱连接
18.3.3.5 特殊区域绝缘及薄膜安装技术
所谓特殊区域就是液体穹顶区域、气体穹顶区域和边角区域等。
边角区域包括三面角区域、横向二面角区域和纵向二面角区域。
边角区域的薄膜主要是由殷瓦钢预制成的部件,如三面体和殷瓦管(用于转角部位的殷瓦安装部件)。这些殷瓦部件与相邻平面区域的殷瓦板相连,组成致密的金属层。
1)三面角区域安装部件及结构(见图18.3-22)
图18.3-22 三面角区域示意图
三面角区域安装的主要零部件有:三面体下锚固扁钢、二面角螺柱、三面体下绝缘箱、三面体、其他绝缘材料等。
(1)三面体下锚固扁钢(见图18.3-23)。
图18.3-23 三面体锚固扁钢
(2)二面角螺柱。二面角螺柱是用来固定三面角区域、横向和纵向二面角区域的绝缘箱的。
(3)三面体下的绝缘箱安装(见图18.3-24)。
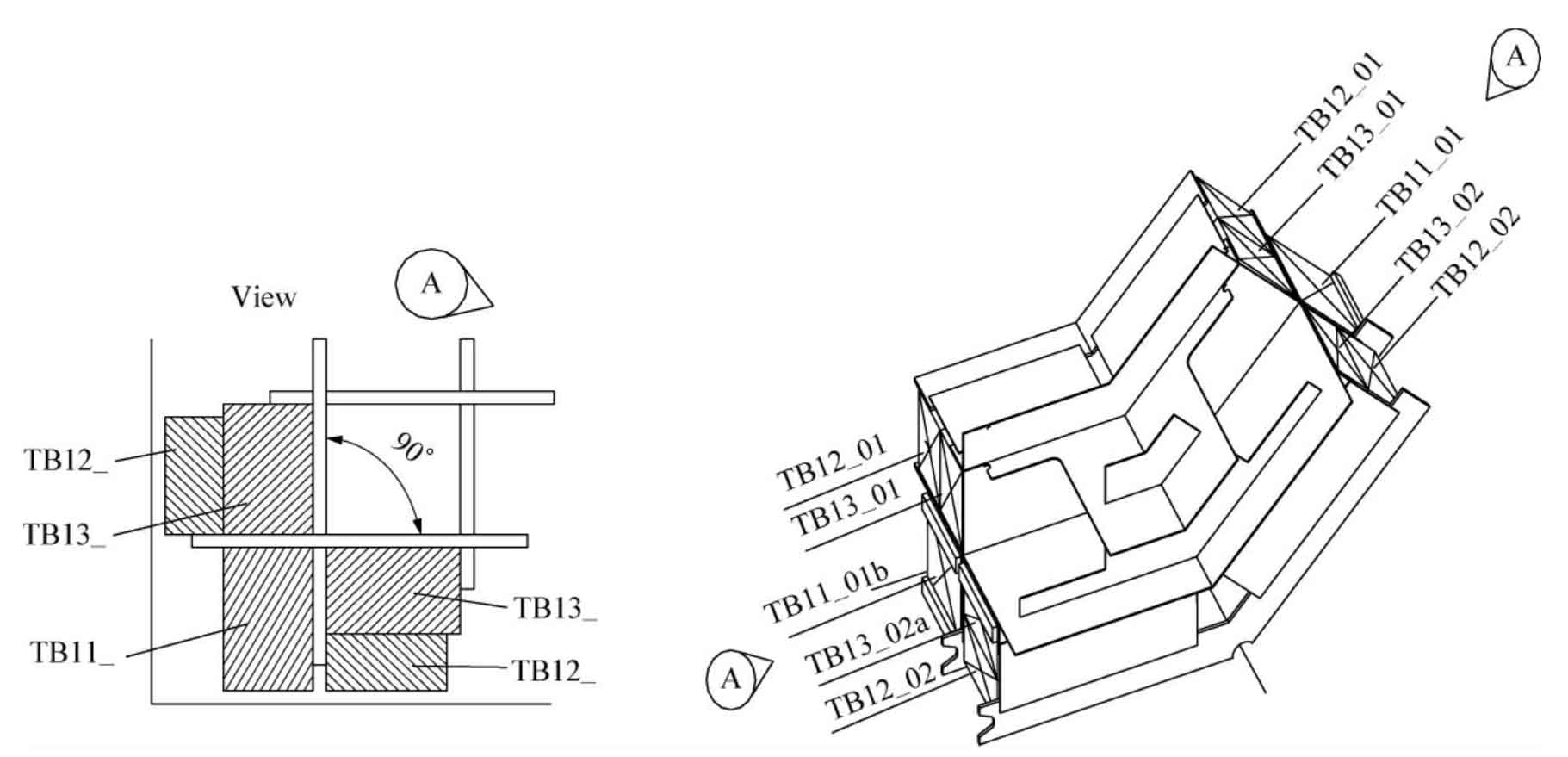
图18.3-24 三面体绝缘箱安装图
(4)三面体安装(见图18.4-25)。三面体是由3mm厚的殷瓦钢焊接预制而成,它是连接三个舱壁面的重要部件。
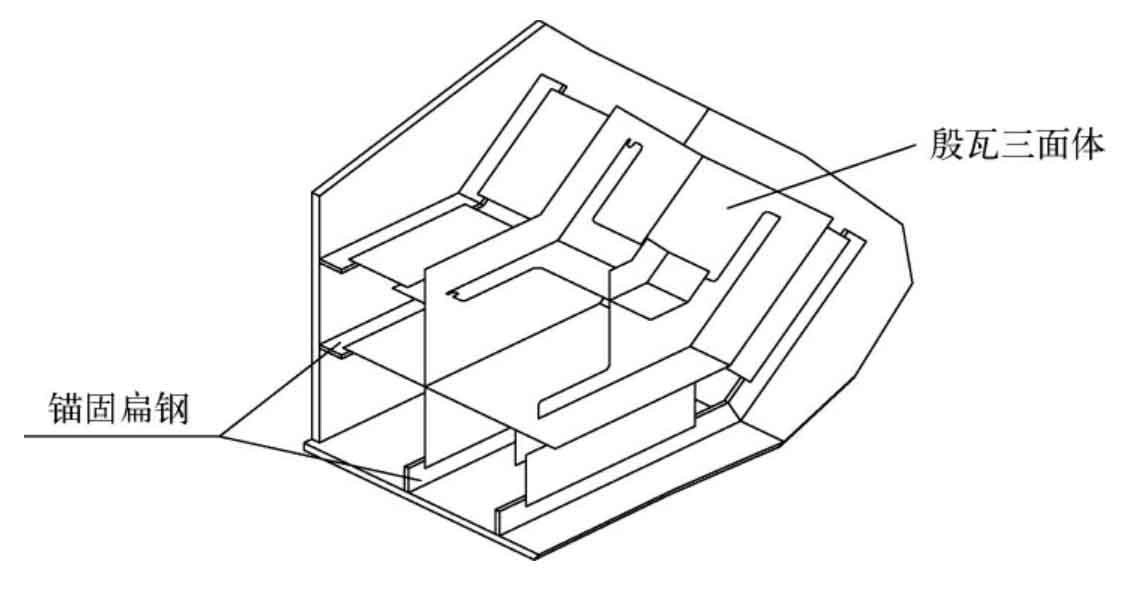
图18.4-25 三面体安装示意图
(5)三面角区域安装的其他材料。包括:胶合板、玻璃棉、软质绝缘等。
2)横向二面角区域安装部件及结构
根据位置不同,横向二面角分为A型和B型两类。A型横向二面角是指横隔舱与顶面A和底面C的交界角(见图18.3-26);B型横向二面角是指横隔舱与其他6个纵向舱壁面的交界角。
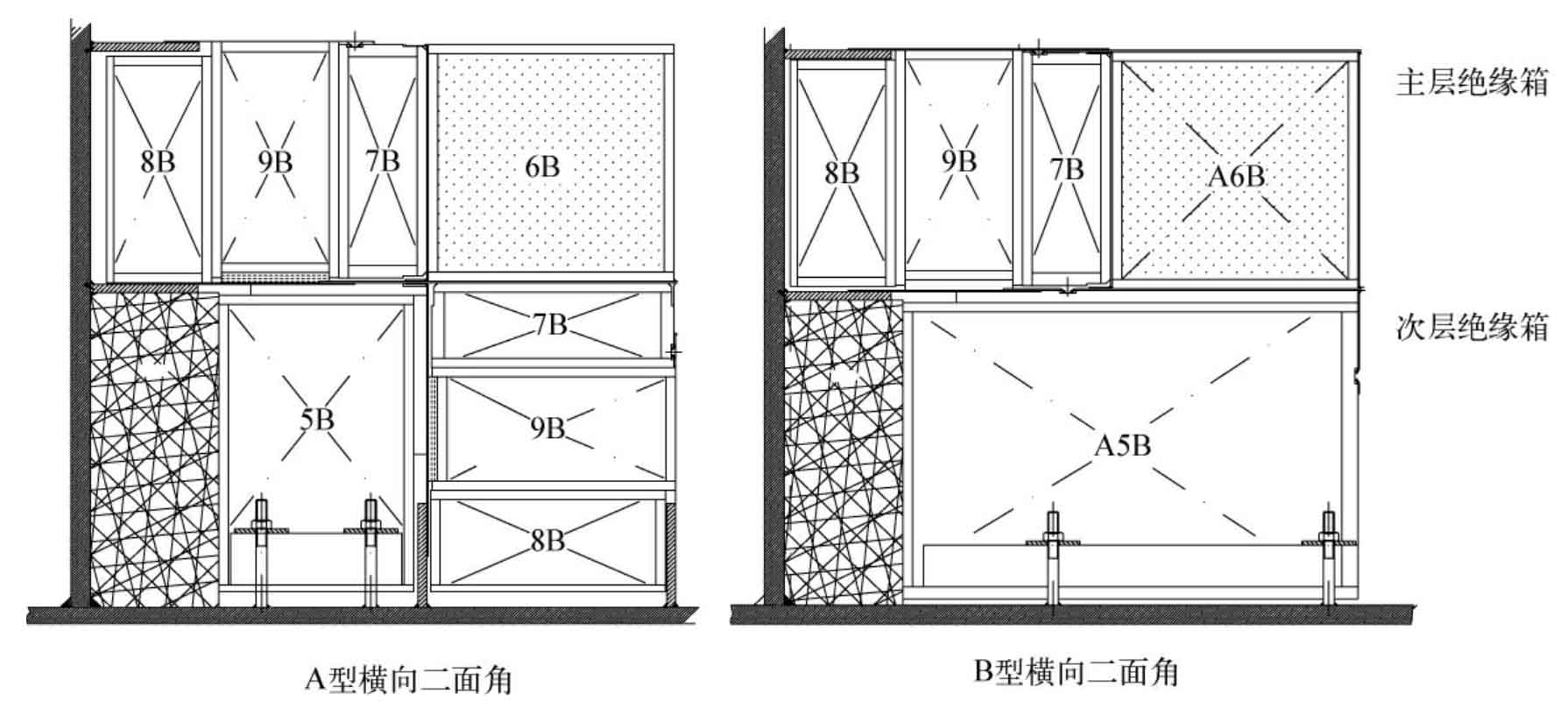
图18.3-26 横向二面角区域结构及安装示意图
3)纵向二面角安装部件与结构(图18.3-27)
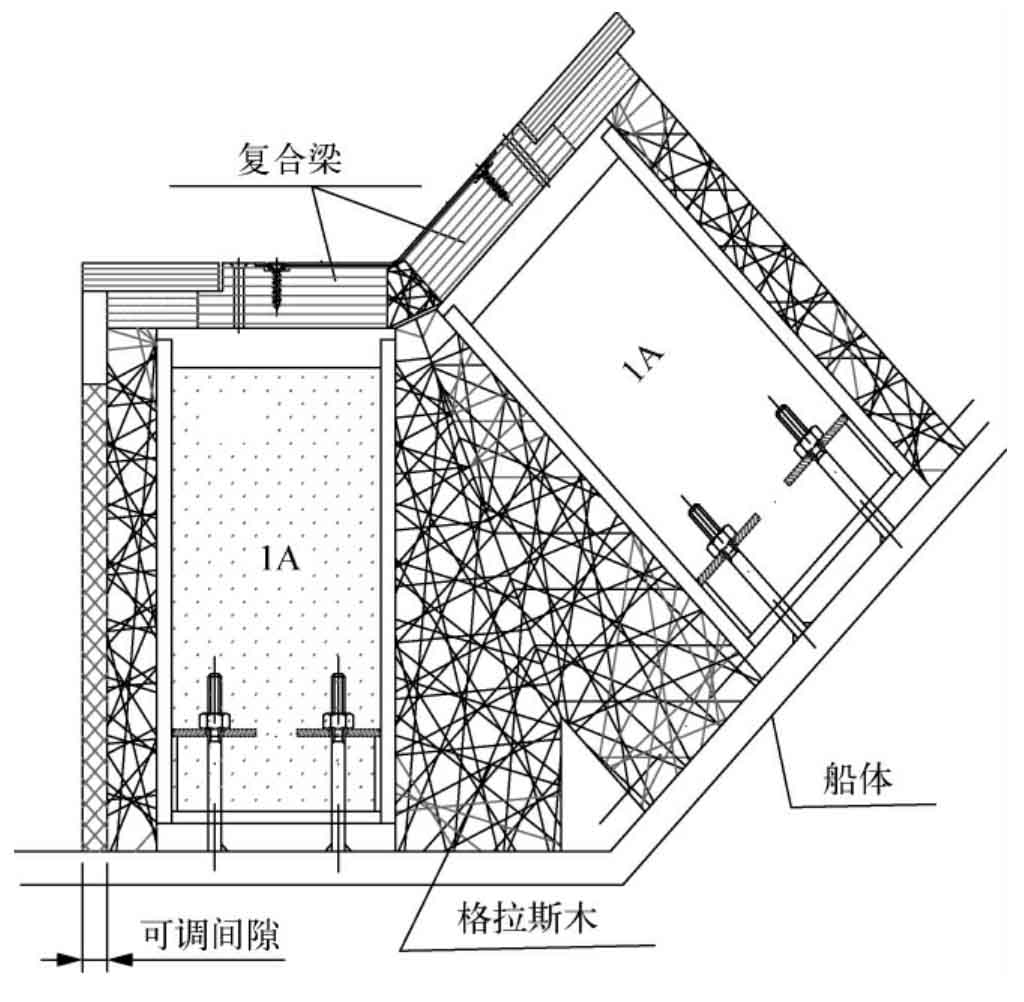
图18.3-27 纵向二面角安装示意图
纵向二面角是两个纵向舱壁面的交界角,一般为135°夹角。
纵向二面角主要安装的部件有:绝缘材料玻璃面、二面角螺柱、绝缘箱1A箱、复合梁等。
4)液体穹顶和气体穹顶区域
液体穹顶和气体穹顶处于货舱内顶面上。液体穹顶是约5m×50m的方形区域,气体穹顶是直径约1 850mm的圆形区域。各种与液货舱相关的管系均由液体穹顶和气体穹顶穿过。穿过液体穹顶的是泵塔,穿过气体穹顶的是喷淋管,另外,通往机舱作为燃料的天然气也是由气体穹顶输出的。
液体穹顶和气体穹顶处于平面区域内部,必须与平面区域的殷瓦薄膜连接成封闭的整体。在液体穹顶和气体穹顶周围需要安装专门的零件,如托架、特殊的绝缘箱、殷瓦零部件、波纹管等。
18.3.3.6 液货舱及绝缘层空间密性试验技术
LNG船液货舱及绝缘层空间密性试验是指在LNG船货舱区建造过程中对货舱围护系统的次绝缘层和主绝缘层进行的密性检测试验。
1)强度试验
试验区域:次绝缘、次薄膜。
试验目的:检查承受压载的次绝缘层安装完成时的性能。
试验方法:使次绝缘层承受-0.08MPa的压力差,然后目视检查次薄膜,检测次绝缘层的安装缺陷。
2)承载试验
试验区域:次薄膜、主薄膜。
试验目的:检查绝缘层及薄膜是否按标准正确安装。
试验方法:将绝缘层置于-0.02MPa的绝对真空环境中,目视检查次层安装时的各种控制是否正确。
3)焊接接头机械试验
试验区域:次薄膜、主薄膜。
试验目的:对各个焊接接头施加机械应力以使初始目视检查未发现的缺陷暴露出来。
试验方法:用干燥空气(露点≤20℃)对绝缘层加压,从常压上升至0.002MPa的相对压力,之后将压力卸去回复到常压,要进行3次压力循环。在每个循环周期内,当加压到0.002MPa相对压力后,要保持30min,之后再将压力降回到常压。
4)氦气试验
试验区域:次绝缘层、主绝缘层。
试验目的:探测并定位任何泄漏。
试验方法:氦气用作示踪气体,氦气浓度为20%(最少10%)。将示踪气体(氦气与干燥空气的混合气体)注入绝缘层内,在薄膜上加0.002MPa的相对压力。如果泄漏点存在,氦气将从焊缝泄漏出来。焊接需要100%检验,试验次膜做一次,主膜连续做两次。外部与绝缘层连接的区域也必须检验,包括温度传感器密封管、气体穹顶、N2管路、泄水系统、人孔、连接甲板。在检测修补薄膜时,也使用同样的方法(仅为手工检测)。如果泄漏点数量≤5,泄漏修补后,用着色渗透试验和真空箱试验检测。
5)真空箱试验
试验位置:示踪气体注入取样点、修补点、次层舷侧开口。
试验目的:使加压的绝缘层内一个小区域减压以确定无法进行氦气试验区域部位的密性。
6)液舱整体试验
试验位置:全液货舱。
试验目的:在-0.08MPa的真空条件下,整体检验液货舱的密性。
试验方法:该试验为氦气试验的补充。次膜最终整体试验是在舷侧开口封闭后,在主次膜上进行。主膜最终整体试验是在货舱内全部工作完成后在主膜上进行。一个周期内压力需保持至少48h,10h区间的压力衰减应在规定范围内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









