



20.5.3 导管架平台制造关键技术
20.5.3.1 管节点制造技术
海洋平台结构中杆件和管节点是两个基本构件,而其中的管节点是连接各个杆件的关键部位。如果管节点发生破坏可能会导致整个结构的失效,所以应该对海洋平台结构中的管节点制造给予足够的重视。
1)T、K、Y型管节点结构
管节点分为T、K和Y,或交叉(X)型管节点,图20.5-11是典型管接点结构图。T、K、Y形管节点就是将支管的一端(小直径管)焊接在主管(大直径管)上,为保证焊接质量,在支管一端开坡口进行焊接,所形成的马鞍形接头就称之为管接点,其焊缝称为管节点焊缝。如果主管与支管轴线夹角θ<90°(锐角),则称为Y形管节点。如主支管轴线夹角θ=90°,则称为T形管节点。如在主管同侧表面按设计的距离,焊接两个支管,形成对称的两个Y型管节点称为K形管节点。图20.5-12所示是在建的导管架及其管节点。
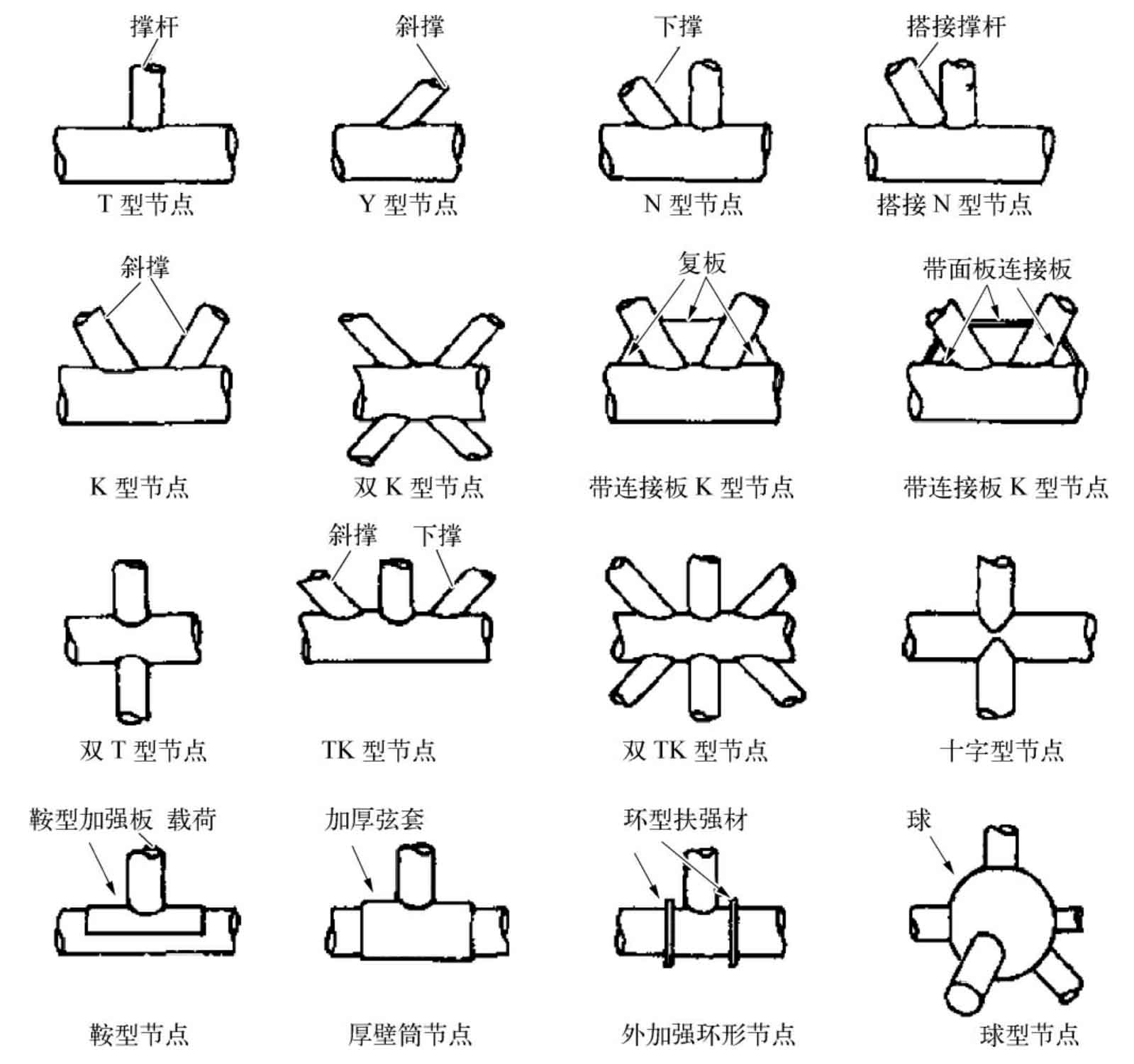
图20.5-11 典型管节点结构
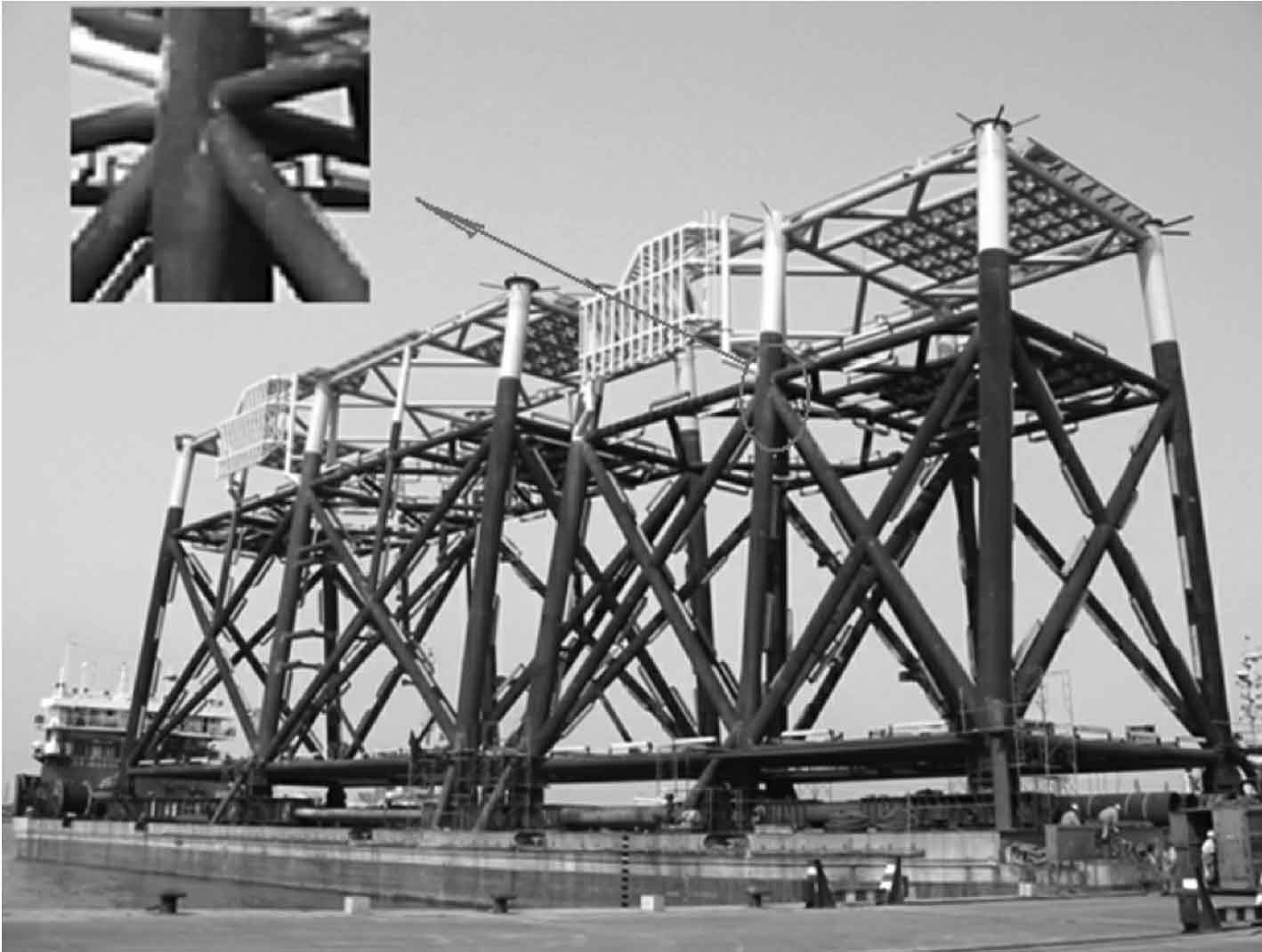
图20.5-12 导管架及其管节点
2)T、K、Y型管节点焊接工艺
T、K、Y管节点就是一般所谓的“马鞍形”接头,它由一个或几个支管交于一个主管同一位置,由于主管表面为非平面,造成支管的坡口面的走向也不在一直线上,而是沿着一条相贯线行进。
对于海洋工程来说,T、K、Y管接点一般都是全熔透接头,无法进行双面焊接,焊接衬垫也不适用。因此,在焊接T、K、Y管接点时,根部焊道的焊接尤其重要,需要焊工具有根部焊道单面焊成形技术,是焊接T、K、Y管节点的难点之一。对于T、K、Y管接点,整个接点一般分为趾部区、侧面区、过渡区和根部区,支管与主管夹角为15°~165°,当根部区的夹角及二面角小于40°时,此区域的焊接坡口面就为主管和支管的表面,40°已小于通用的焊接坡口角度,所以焊工应具有小角度焊接面的焊接技能。
T、K、Y管节点焊接需要焊工的等级为最高,即应达到6GR级。
管节点焊接施工必须实行严格的质量控制,将管节点焊接质量引起的结构破坏的可能性降到最低,必须使用适当的焊接工艺和对焊接材料进行严格管理。
3)T、K、Y型管节点超声波检测工艺
由于相贯焊缝复杂的结构特点,加之主支管的壁厚均较大,难以用射线照相法进行检测,只能采用超声波检测。
(1)T、K、Y形管节点焊缝截面形状的几何特征:
—焊缝截面是连续变化的;
—两面角与坡口角度是连续变化的;
—根部间隙是连续变化的;
—焊缝截面形状较复杂,主支管截面相交是椭圆形,这将导致超声探伤的声程不断变化。
(2)T、K、Y管节点焊缝超声检测要点:
T、K、Y管节点焊缝超声检测定位主要是用作图解析法解决,要点是:
—移动探头找到反射体最高反射波位置,并从探头中心位置画条与焊缝垂直的直线;
—用取形规或橡皮泥沿画好的直线对焊缝及其两侧主、支管表面取形,并画在记录纸上;
—根据已知节点焊缝的相关数据(如:主支管板厚、根部间隙、坡口角度等)完成焊缝1∶1剖面图的绘制;
—在剖面图上量出探头入射点的位置,并在入射点处画切线、法线;
—用量角器量出所用探头折射角,并画出探头声束中心线,
—量出反射体声程,从而确定出反射体位置。
(3)合格与判废标准。管节点焊缝UT的合格与验收标准,目前,主要采用美国石油协会API RP 2X“近海结构建造的超声波检验和超声波技术人员考核指南”。按照保持质量等级与设计相一致的原则,该标准立足于疲劳特性的试验,将UT的拒收标准分为A、C和F级三个等级。除了固定式近海结构的UWNDT选用F级外,通常以A级作为管节点焊缝UT的最终判废依据。
(4)人员资格要求。T、K、Y管节点焊缝超声波检测与常规平板焊缝超声波检测相比,技术难度更大,中国船级社《无损检测人员资格鉴定与认证规范》规定:从事T、K、Y管节点焊缝超声波检测的人员,在具备了CCSⅡ级超声波检测人员资格的基础上,经T、K、Y管节点焊缝超声波检测Ⅱ级专门培训和考试合格后,取得T、K、Y管节点焊缝超声波检测Ⅱ级专项资格后,方可从事T、K、Y管节点焊缝超声波检测工作。
20.5.3.2 海上安装工艺技术
导管架平台的海上安装主要包括导管架安装和上部结构安装。
1)导管架海上座底与安装工艺
导管架海上安装主要有三种方法。
(1)提升法。主要依靠起重船进行吊装,所以受起重船起重能力和起重高度的限制。导管架不能太重,也不能太高。如果太重,则要将它分成几块预制,分别吊放入海后在海上安装。这增加了海上施工的困难。
(2)滑入法。把导管架的导管先密封,再用有下水滑道的驳船运到海上安装现场。到现场后,驳船倾斜,导管架沿滑道下滑入水并浮在水面上。这时向导管架内灌水,再用一艘不大的起重船帮助,就能把导管架平稳地置于海底,安装过程如图20.5-13所示。
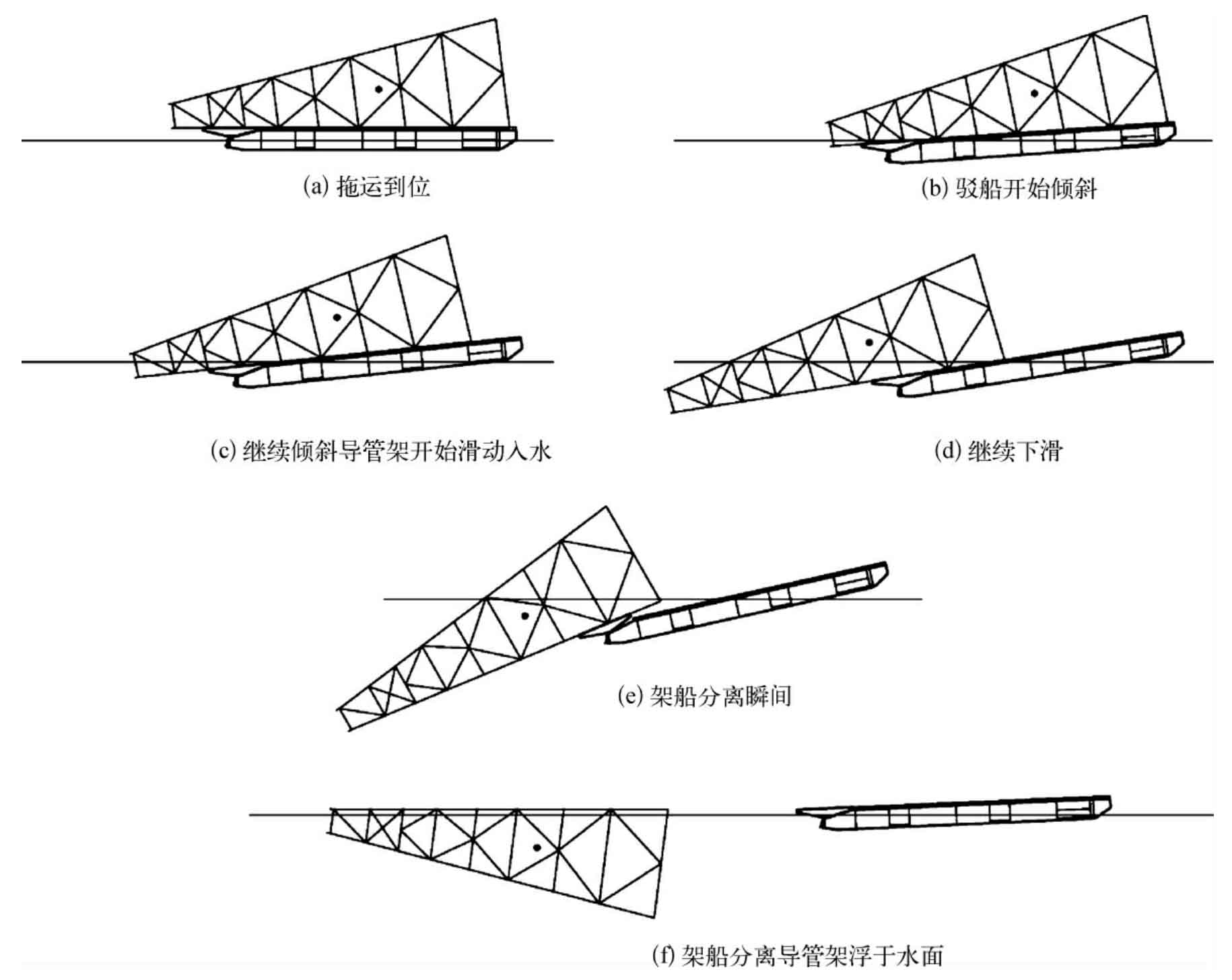
图20.5-13 导管架滑入水中过程图
(3)浮运法。把导管架的两端密封后,靠它自身的浮力浮在水面上,用拖船把它拖到井位后,先向导管一侧内充水使它下沉,再在另一侧充水,最终立在海底,安装过程如图20.5-14所示。
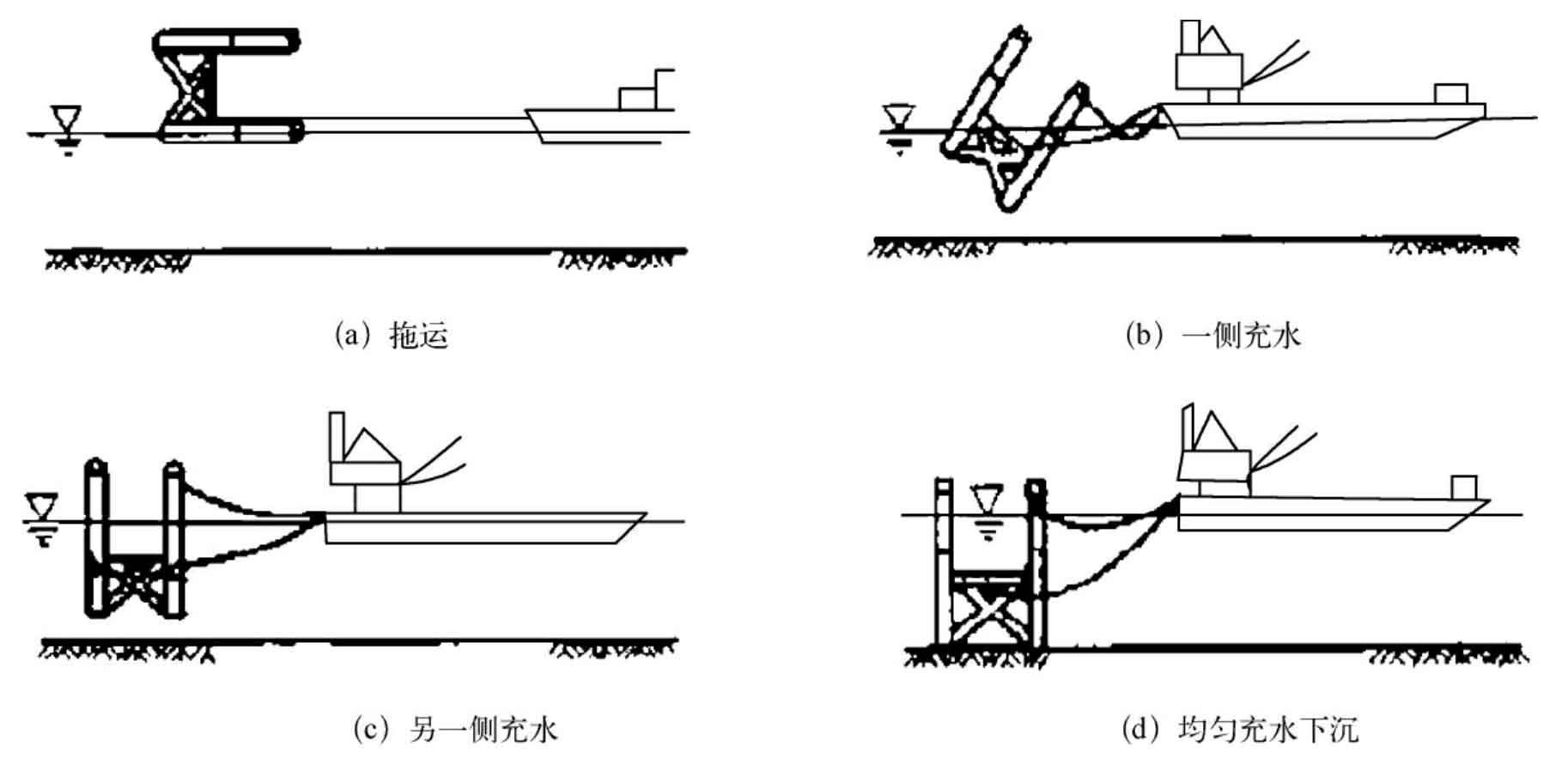
图20.5-14 导管架浮运法安装示意图
2)上部结构安装工艺
(1)吊装法。吊装法分类如图20.5-15所示,采用何种吊装法,基本由起吊设施的能力决定。

图20.5-15 吊装法分类图
吊装法优缺点:安装方便,但是受起吊设备的限制,费用也比较高,而且操作难度大,尤其是双浮吊吊装。
(2)浮拖法。浮拖法指的是在上部结构滑移下水时,有意将上部结构的支腿悬于滑道和驳船之外,即滑靴(或牵引小车)不直接装配在上部结构支腿上,而是视情况装配在其他位置。待上部结构滑移到驳船上以后,驳船排出压载并上浮,将上部结构托起并拖运到相应的海上安装场地。到达安装场地之后,驳船载上部结构穿入预先计算好的导管架支腿空间中,驳船加压载连同上部结构一起下沉,直至上部结构支腿与导管架支腿相应结构件能够准确对接、焊接,完成上部结构的安装(驳船退出),安装图见20.5-16。此种方法对于上部结构滑靴安装、驳船尺度、导管架尺度以及精度等都有较高的要求,且仅适用于导管架与上部结构的安装,但是比较经济实用。

图20.5-16 上部结构浮拖法海上安装图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










