



20.7.4 自升式平台制造的关键技术
20.7.4.1 悬臂梁制造工艺技术
悬臂梁位于钻井平台艉部甲板上,是钻塔、钻台、钻台塔底等的承载结构,它由两条主梁及连接它们的平台和桁架组成。在钻井过程中,要求它能承载包括钻塔等钻井设备,并能保证钻台的滑移,悬臂梁结构如图20.7-16所示。

图20.7-16 悬臂梁结构图
悬臂梁作为特殊分段,一般分为4个板单元和一些散装件来制造。4个板单元分别为:上面板单元、下面板单元、内侧腹板单元、外侧腹板单元。以下面板下表面为基面正造,整体合拢。根据悬臂梁左右对称的特点可采取对称制造的方法。合拢顺序为:
悬臂梁下面板单元上胎架→划结构定位线→安装内侧腹板单元→安装外侧腹板单元→上面板单元底面划结构定位线→合上面板单元→散装钢管施焊→艏艉端板施焊→悬臂梁腹板施焊→散装下压条施焊→矫正变形→涂装→合拢后安装好井架或安装好部分井架,然后采取整体吊装的方式与平台主体合拢。
在施工过程中应严格控制精度,悬臂梁制造精度控制要求为:
悬臂梁下面板两侧平行度<1.5mm;
推板中心线与悬臂梁中心线平行度<2mm;
悬臂梁直线度<5mm;
悬臂梁纵向构件长度变形量应控制在±1%mm;
悬臂梁高度变形量应控制在±4mm;
悬臂梁腹板垂直度<3mm。
20.7.4.2 桁架式桩腿齿条制造工艺技术
1)程序文件准备
在制造过程中,要制定相关的施工方案、工艺类文件准备,包括以下内容:
(1)组对程序。装配公差、点焊工艺要求等。
(2)焊接程序。焊接顺序、焊接温度控制、电流电压等。
(3)变形控制程序尺寸。变形情况分析及预防措施。
(4)测量程序。
(5)检验程序。公差要求、检测范围和步骤。
(6)探伤程序。探伤要求、操作方法等。
(7)焊材控制程序。还有一些其他的程序,不同程序有不同的要求。
2)桩腿齿条弦管装焊工艺
(1)桩腿齿条弦管装焊工艺流程如图20.7-17所示。
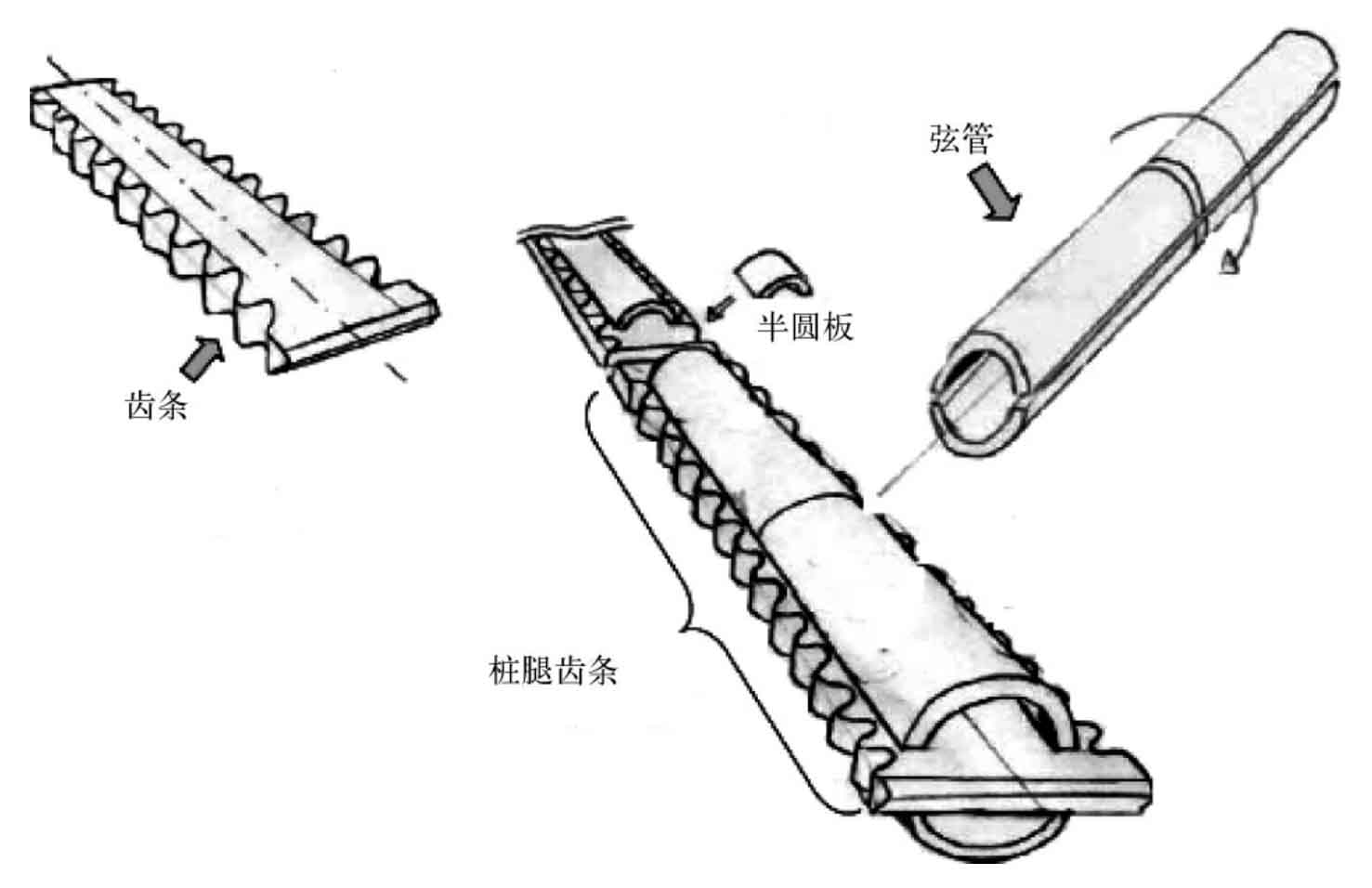
图20.7-17 桩腿齿条装焊工艺流程图
(2)齿条弦管焊接要点:
齿条与弦管焊接时,应对齿条进行特殊保护;
焊缝区域预热温度、范围和焊材预热温度应符合规定要求;
焊接过程中要定期进行监控测量,及时修正尺寸偏差;
焊接完成后对焊缝区域飞溅等进行打磨处理。
3)桩腿制造和组装工艺
(1)桩腿制造工艺流程。桩腿制造精度要求高、难度大,是整个平台制造的关键。桩腿的制造工艺流程如图20.7-18所示。
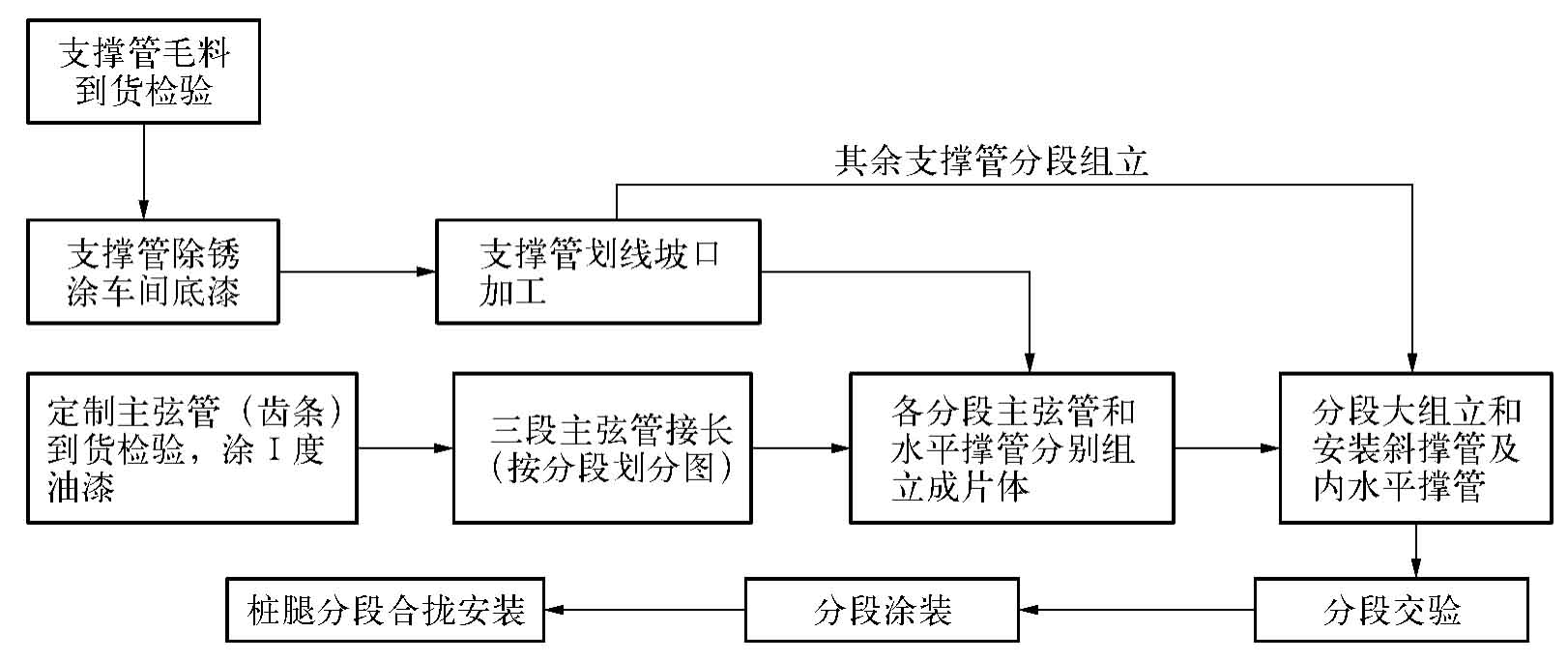
图20.7-18 桩腿制造工艺流程图
(2)桩腿分段划分。依据总则的要求,并结合桩腿结构及制造企业场地情况对桩腿进行分段划分,每条桩腿分为八个分段,包括301桩靴分段,具体划分如图20.7-19所示。
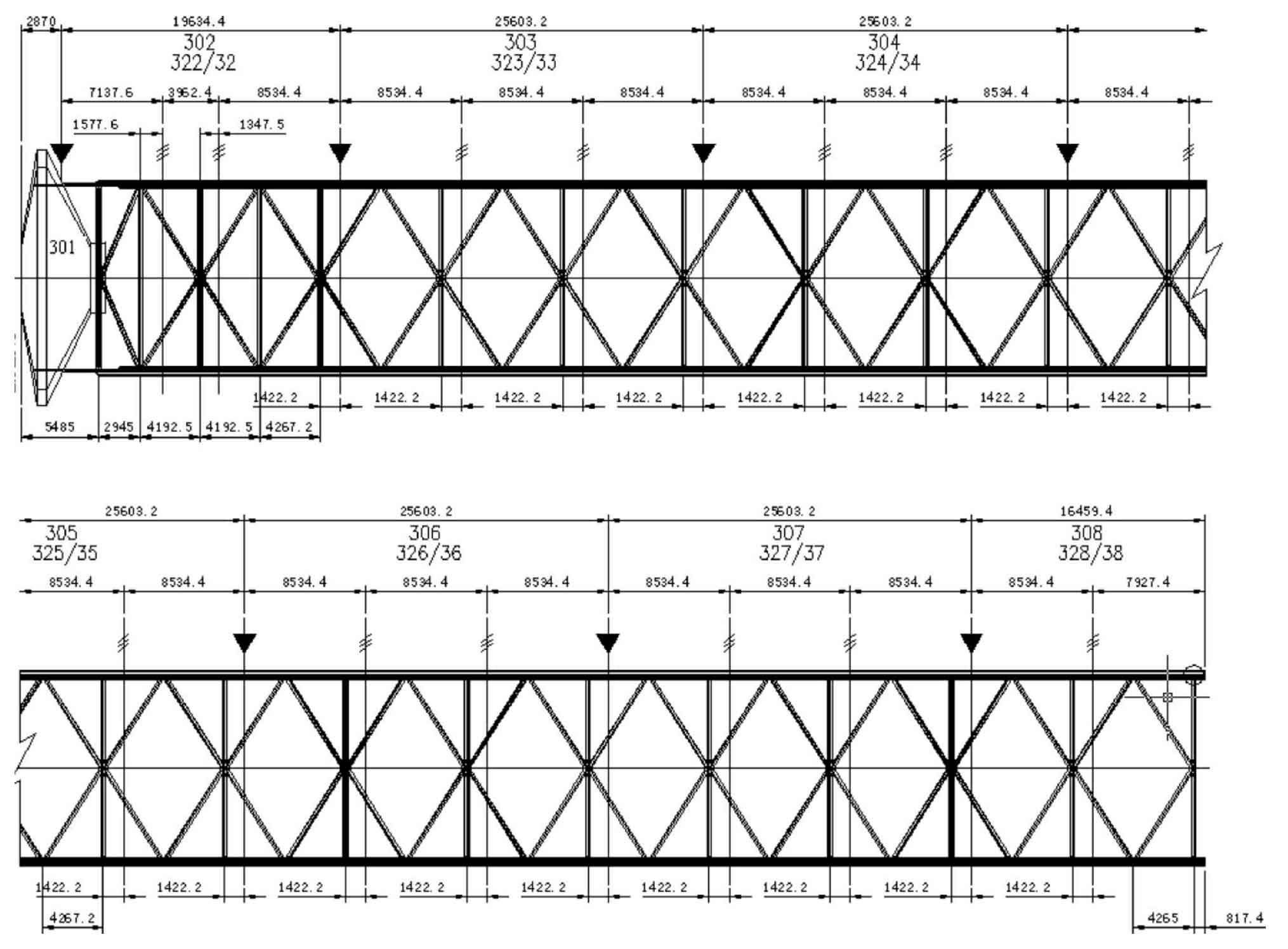
图20.7-19 桩腿分段划分图
(3)桩腿分段装焊。分段装配顺序为:划地样线交验→支胎→胎架定位交验→上水平桩腿齿条组合件→分别上右/左侧桩腿齿条组合件→上散装拉筋管→焊前尺寸及坡口检验→焊接,其现场装焊见图20.7-20。
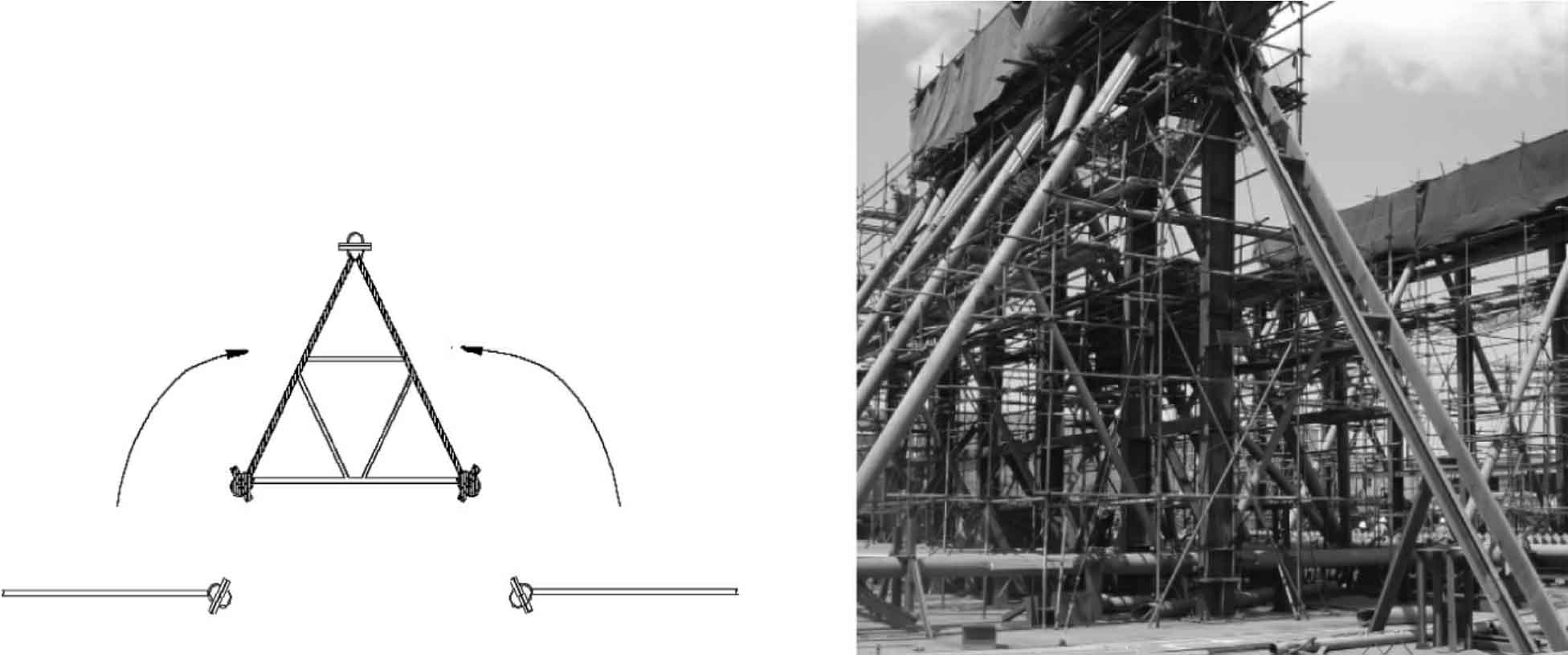
图20.7-20 桁架式平台桩腿的装焊
焊接顺序:先焊水平管和桩腿齿条弦管的焊缝,再焊侧向管和桩腿齿条弦管的焊缝,三根桩腿齿条弦管可以同时施焊,最后焊内水平管和散装管。焊接过程中应随时检测尺寸以保证精度。分段同面度、水平拉筋管垂直度等都有相应的精度要求。
(4)桩腿的安装和对接。为便于桩腿与平台主体的组装,通常将桩腿分为上部桩腿和下部桩腿。平台主体在船台(坞)上建造、桩靴预先在平台主体下定位,然后将下部桩腿吊装插入桩靴,定位对接。待平台下水后,将其拖到预定水域,先进行插桩,然后吊装上部桩腿进行对接。
桩腿分段合拢时,每安装完一段桩腿,都要对桩腿的精度进行检测,以保证达到垂直度水平度等要求。
焊缝需要100%进行探伤,探伤应在焊接施工后72h进行,并提供检测报告。
4)桩腿装焊工艺要点
桁架式桩腿的齿条、弦管、斜拉筋和水平拉筋的材质均为超高强度钢,其屈服极限可达690MPa。对超高强度钢材,需制定专门的焊接工艺并进行焊接试验,需进行焊工训练考核(尤其是6GR焊工),制定焊接过程中的预热、层间温度控制及焊后保温的特殊工艺流程,培训和考核专项NDT人员,使其具备T、K、Y形状节点的UT探伤能力;桩腿分段的制造除了焊接要求高以外,精度控制也是关键所在,须配备专门的设备如激光经纬仪、3D激光测量仪等。
所有弦管和齿条对接焊缝,包括齿条的对接焊缝应用超声波探伤和X光探伤,所有其他的焊缝都用超声波探测;弦管截面应该是水密的,并应通过超声波探伤和磁粉探伤来进行检验。若存在缺陷焊缝,修复后的所有无损探伤方法与证明该焊缝有无缺陷时所用的检测方法应相同。并且,同一部位焊缝缺陷,只允许一次修复处理,若修复后仍不合格,须更换该焊件的材料进行重新制造。桩腿修复的地方应明确记录并录入完工资料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











