



12.6.6 管子柔性加工生产线
为了增强管子车间的综合生产能力,提高管子加工质量,一些先进船厂根据管子加工的特点,在成组技术原理指导下,广泛应用管子无余量下料和先焊后弯先进工艺,并根据各厂实际情况建立起半自动化或自动化的管子加工生产线。
管子加工是多工种的复杂系统工程,由于其加工工艺的特殊性,实践证明管子加工工作不可能全部实现自动化生产,只能在部分工位上实现自动化生产,部分工位还是由手工操作,从而形成管子柔性加工生产线。图12.6-6为管子柔性加工生产线工艺流程图,原材料管由行车吊到原料管上料架①,需加工的原料管子进入初级输送带②后,由定长送进台车③把原料管送到带锯(或刀具)切割机④进行切割;在切割过程中标签打印机⑤打印出该管件的加工编码,由人工把编码标签贴在该管件上;⑥切割操作控制台;切割的管件通过次级输送带⑦按不同的管件族,分别送到定长直管存放平台⑧和收集料架 上存放;需先焊后弯的管件族进入法兰装配点焊机⑨进行法兰定位点焊,点焊工作由人工完成;点焊完毕的管子通过上料架⑩送到法兰自动焊接机
上存放;需先焊后弯的管件族进入法兰装配点焊机⑨进行法兰定位点焊,点焊工作由人工完成;点焊完毕的管子通过上料架⑩送到法兰自动焊接机 进行焊接;
进行焊接; 法兰焊接控制台;焊接完毕的管子和在收集料架
法兰焊接控制台;焊接完毕的管子和在收集料架 上的管子,通过格栅式管子平台
上的管子,通过格栅式管子平台 ,分别进入下道加工工序。原材料从料架开始,直至法兰焊接完毕,这部分管件族加工可实现半自动化或自动化生产,其余管件族加工需由人工辅助完成。
,分别进入下道加工工序。原材料从料架开始,直至法兰焊接完毕,这部分管件族加工可实现半自动化或自动化生产,其余管件族加工需由人工辅助完成。
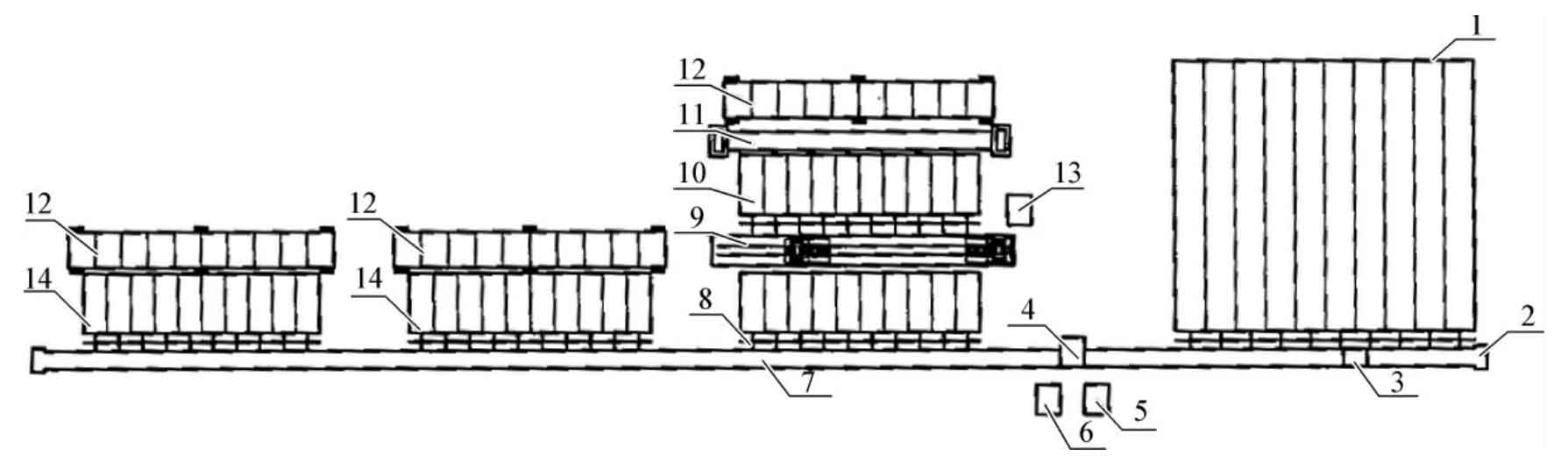
图12.6-6 管子加工自动生产-设备布置简图
12.6.6.1 定长切割系统
1)主要功能
管子定长切割系统是管子加工生产线的一部分,用于完成管子自动定长切割。它接受来自上位计算机(管子生产设计)的加工数据信息控制,将预先堆放于料架平台上的原料管经过自动进料、长度测量、自动套料、定长切割、标签标识等工序流程,切割加工成符合所需要长度的管子零件,并经分理、归类到代表下序工位的料架,准备进入后续加工。切割产生的余料管和废料管也得到适当收集,整个加工过程自动进行。
本系统专门配置的自动套料功能,通过实时测量原料管长度,实时进行套料,满足了不定长原料管的加工需要,极大地提高了管材的利用率。
2)主要技术指标
(1)加工管料外径:≤DN200mm(可根据用户需求确定)。
(2)加工管料长度:8~10m±10%(可根据用户需要确定)。
(4)管料切断面垂直度≤1mm(管径小于100mm)。
(5)管料切割长度误差±1.5mm。
(6)管子切割长度150~6 000mm。
(7)数据输入方式:与上位机联网方式接收数据(实时);磁盘数据文件(分时)和键盘输入:USB接口。
(8)操作方式:自动;手动。
3)系统组成
由原料管上料架、初级进料输送带、定长送进台车、带锯切割机(或坡口切割机)、管子标签打印机、初级输送带、分理收集出料机构、存储料架、安全保护、操作控制台等组成。
12.6.6.2 管子-法兰自动焊接系统
1)主要功能
管子-法兰自动焊接系统分为两个工位,即管子法兰装配定位工位和管子法兰焊接工位,分别用于定长切割加工后的直管零件与法兰的装配和焊接生产。它可以接受计算机管子加工实时控制系统的加工流程数据信息,进行在线方式生产,与管子定长切割生产线保持同步运行;也可以接受加工数据文件,进行离线方式独立生产运行。整个过程由机械定位和机器人焊接装置自动执行,无需人工干预,具有高度的自动化。
2)主要技术指标
(1)焊接加工管外径:≤DN200mm(可根据用户需求确定)。
(2)法兰规格:与管径相适应的船用搭焊钢法兰。
(3)法兰管长度:1~6m。
(4)焊接层数:1~6层。
(5)焊接模式:摆动、不摆动。
(6)焊接位置:同时焊接两端法兰外圈、同时焊接两端法兰内圈。
(7)焊接机器人规格:六关节机器人、负载6kg级。
(8)数据输入方式:通过现场总线接收数据(实时);USB存储装置数据文件(分时)。
(9)操作方式:自动;手动。
3)系统组成
由直管-法兰装配和管子-法兰自动焊接工位组成。
(1)直管-法兰装配定位工位。包括:定长直管存放平台、管子滚轮支架、法兰卡盘机构、台车伺服驱动机构和卸载机构等。
(2)管子-法兰自动焊接工位。包括上料架、焊接定位机构、夹紧旋转机构、焊接机器人、下载机构和操作控制台等。
4)工艺操作流程
(1)开机:控制执行初始化,各机械部分做复位动作,确定停在原点位置保证精度。
(2)加工文件及相关约定:在加工时,可以管子零件号或法兰号指定加工零件。
(3)加工过程:由面板启动加工开始按键:
—读入加工数据:自动读入当前焊接法兰管加工数据,包括焊脚,焊接道数等参数;
—上料;
—就位:旋转机构夹紧管子首端的法兰外缘;接地板(轮)压紧尾端法兰外缘;
—焊接:机器人作焊丝修剪、测试起点、引弧、焊接,同时,旋转机械带动管子开始旋转;控制检测旋转过程,每360°点发出换道信号给机器人系统,按加工要求完成最后一道焊接,机器人自动执行收弧、熄弧、返回起始位置;旋转夹紧机构松开,接地板(轮)退回;
—下料:检测机器人回到原点信号,下料臂动作,法兰管滚落到下料架。
图12.6-7为管子柔性加工生产线现场照片。该生产线采用刀具切割管子,既可切断管子,又可开坡口,并设2台法兰焊接装置。

图12.6-7 管子柔性加工生产线现场图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












