



5.1.4 船体建造精度管理的关联技术
船体建造精度管理是一门交叉学科,涉及很多新工艺、新技术。关联的技术有数字信息技术、设计技术、装配技术、焊接切割技术、成形矫正技术、测量技术等各个方面(如图5.1-2所示)。
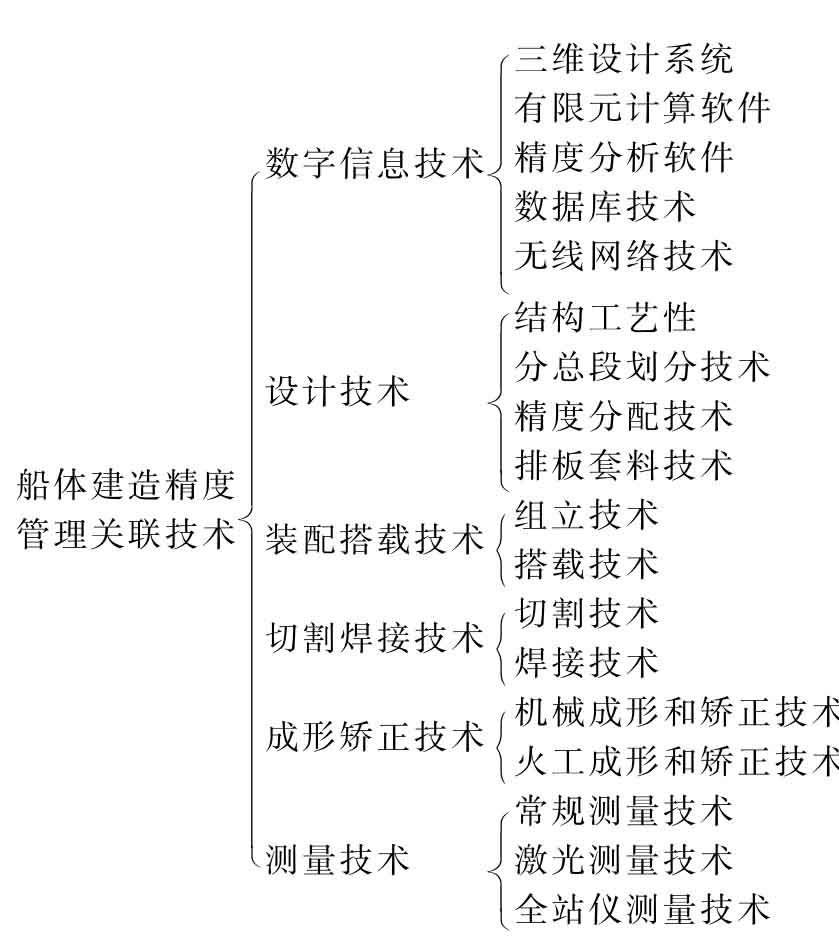
图5.1-2 船体建造精度管理的关联技术
5.1.4.1 数字信息技术
实施船体精度管理的企业应配置船体三维设计软
件、精度数据处理软件、有限元强度计算软件。TRIBON、SPD等船舶设计软件,能够在船体零件模型上进行余量、补偿量加放,计算机上实现三维建模、放样和检查。精度数据处理软件用于船体精度测量数据的处理,从而修正精度补偿量的数值,实现持续改进。有限元强度计算软件用于刚性不足的船体分段、总段搁置、吊运时的受力分析,根据分析结果改进吊运和搁置加强方案,避免船体分段、总段的变形超差。产品数据库技术和无线网络技术能方便和加快船体精度测量数据的统计、分析和处理。例如与产品数据库技术和无线网络技术结合,可以在测量船体结构产品后,通过精度分析软件计算并与船体结构理论模型进行比较,直接给出船体结构单元的精度测量报告。
5.1.4.2 设计技术
船舶设计技术中型线的简化、结构工艺性、船体分段总段划分技术、船体外板排板技术和零件套料技术等都与船体精度直接相关,这些技术在应用时要兼顾考虑对船体精度的影响。
5.1.4.3 装配搭载技术
装配搭载技术是指船体零件、部件和分/总段的装配搭载工艺和工装技术。强调装配搭载效率和质量,装配质量与船体精度关系密切。当前的装配搭载技术随着吊运技术和工装设备的快速发展,而有了长足的进步,如船体搭载采用扩大总组和巨型总段建造等方法。巨型总段造船法是把由专业分段厂制造的2 000~3 000t的巨型总段用浮吊运到总装厂连接成整船,这使得10万吨级阿芙拉型油船的分/总段数量由以前的60~100个减少到11个,巴拿马型船舶的总段数量只有5个。这种巨型总段建造法对巨型总段的建造精度要求很高,从而推动了船体建造精度管理的发展。
5.1.4.4 切割焊接技术
1)切割技术
钢板切割技术发展很快,数控等离子切割和高精度门式切割已取代原来的手工切割,零件切割精度很高,能满足精度造船的需要。目前数控切割机可切割任意形状的工件,与排板软件结合可对整张板材排料,节省材料。激光切割技术作为“光、机、电一体化”的高科技加工手段,具有柔性好、精度高、速度快、割缝窄、热影响区小等显著特点,但切割厚度(切割厚度最大20mm)有限制,扩大其应用需要激光加工技术的进一步发展。
2)焊接技术
CO2气体保护焊、双面埋弧自动焊、单面埋弧自动焊(FAB和FCB)和垂直气电焊等各种自动焊接技术已代替原来的手工电弧焊。焊接收缩和变形更小,对开展船体建造精度管理更为有利。目前激光焊接技术和焊接机器人技术发展很快,对减少焊接变形,保证船体精度有更大的帮助。大间隙焊接技术对减少大合拢的修割工作量很重要,但也可能增加焊接变形。从控制焊接变形来看,船体分段的焊接顺序、焊接规范对焊接变形影响很大,采用正确的焊接顺序、焊接规范可以减少船体结构焊接变形,从而保证船体建造精度要求。
5.1.4.5 成形和矫正技术
成形矫正技术包括热加工和冷加工技术。现有火工技术开始与数控技术结合起来,国内产学研联合开发出数控水火弯板机,这对船体精度管理的提高有帮助。消除船体分段焊接应力的火工矫正技术也相当重要,可以减少焊接应力和变形,保证船体建造精度。从冷加工技术来看,不少船体零件都需要冷弯成形加工,曲型船体零件精度决定了船体线形精度。加工技术向数控化和大型化发展,大型三芯辊、油压机和肋骨冷弯机等机械成形加工设备是精度造船的必要设备。
5.1.4.6 测量技术
船体精度测量技术和手段从直尺、卷尺发展到激光经纬仪、全站仪等激光数字三维测量技术,测量的精度和方便性都有很大的提高。精度测量技术的发展直接推动了船体建造精度管理技术的发展。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










