



10.4 固态黏结成形过程
黏结是借助黏结剂在固体表面上产生黏合力,将一个物件与另一个物件牢固地连接在一起的方法。黏结能部分代替焊接、铆接和螺栓连接。目前,黏结技术已广泛应用于航空、机床、造船等各个工业部门,在国民经济中起着显著的作用。
10.4.1 黏结剂
1.黏结剂的组成
黏结剂的作用是借助于它和材料(零件)之间的强烈的表面黏着力,使零件能够连接成永久性的结构。黏结剂有天然和合成黏结剂两大类,天然黏结剂如动物性骨胶、植物性淀粉,用水做溶剂,组分简单,使用范围窄。合成黏结剂是应用最广泛的一种,其主要组成物如下。
(1)黏料 黏料是黏结剂的主要组分。它决定着黏结剂的性能。合成黏结剂中,黏料主要是合成树脂(如环氧树脂、酚醛树脂、聚氨酯树脂等)、合成橡胶(如丁腈橡胶),及合成树脂或合成橡胶的混合物、共聚物等。
(2)硬化剂 硬化剂是促使黏结剂固化的组分。它是一种能使线型结构的树脂变成体型结构的硬化剂。硬化剂的性能和用量将直接影响黏结剂的技术性能(如施工方式、硬化条件等)及使用性能(如黏结强度、耐热性等)。
(3)增韧剂 增韧剂是黏结剂中改善黏结剂的脆性,提高其柔韧性的成分。增韧剂根据不同类型的黏料及接头使用条件而选择。
(4)溶剂 溶剂是黏结剂中用来降低其黏度的液体物质。它能增加黏结剂对被黏物表面的浸润能力,并便于施工。凡能与粘料混溶的溶剂或能参加黏结剂固化反应的各种低黏度化合物皆可作为稀释剂。
(5)附加物 黏结剂中除含有上述主要组成外,还可根据需要加入一定的填料和添加剂,以改善黏结剂的某种性能。
2.黏结剂的选择
正确地选择黏结剂一般应遵循的原则如下。
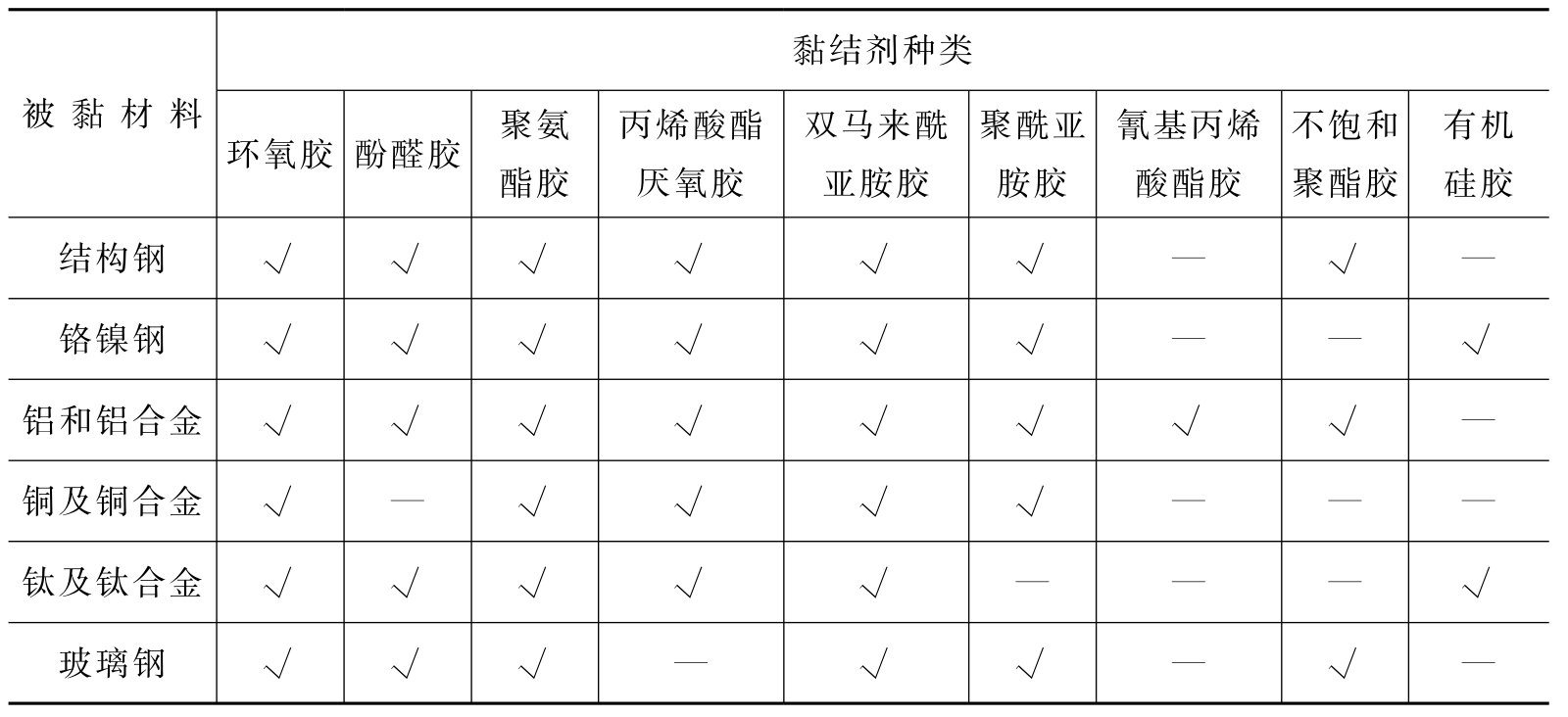
(1)黏结剂必须能与被黏材料的种类和性质相容。几种被黏材料适用的黏结剂如表10-9所示。
表10-9 适用于不同结构材料的黏结剂
(2)黏结剂的一般性能应能满足黏结接头使用性能(力学性能和物理性能)的要求。同一种胶所得到的接头性能因黏结技术参数选取不同而有较大的差异,因此,在选定黏结剂后,还应遵守生产厂家提出的黏结技术规范,只有这样,才能获得优质的黏结接头。
(3)考虑黏结过程的可行性、经济性以及性能与费用的平衡。
按照上述原则选用黏结剂时,还应注意的问题如下。
(1)合成黏结剂属于黏弹性材料,它的弹性模量和力学性能将随环境温度及加载速度的变化而变化。因此,弹性模量出现明显衰减的温度点对应了该黏结剂的使用温度上限。
(2)合成黏结剂的变形能力比金属材料大得多,在许多场合下,黏结层变形能力的影响不能忽视。为了提高黏结接头的疲劳力学性能,应选用变形能力较大的黏结剂;反之,如果黏结接头的载荷较小而尺寸精度要求较高,则应选用变形能力小的黏结剂。
(3)合成黏结剂的胶层在使用过程中会吸附空气中的水分,使黏结强度降低。因此,选择用于湿热环境的黏结剂时应充分注意此点。
3.常用黏结剂及应用
(1)环氧黏结剂 环氧黏结剂是目前使用量最大,使用面最广泛的一种结构黏结剂,它是通过环氧树脂的环氧基与固化剂的活性基团发生反应,形成胶联体系,从而达到黏结目的。环氧黏结剂的黏结强度高,可黏材料的范围广,施工技术性能良好,配制使用方便,固化后体积收缩率较小,尺寸稳定,使用温度范围广,且对人体无毒性。各种牌号的环氧黏结剂既可从市场上买到,也可自行配制或根据需要对黏结剂进行改性,因此环氧黏结剂称得上是“万能胶”。其主要缺点是接头的脆性较大,耐热性不够高。
环氧黏结剂可用于金属与金属、金属与非金属、非金属与非金属等材料的黏结,已广泛用于航空工业、汽车制造、电子装配、农机维修、机械制造、土木建筑等。
(2)聚氨酯黏结剂 聚氨酯黏结剂是以异氰酸化学反应为基础,用多异氰酸酯及含羟、胺等活性基团的化合物作为主要原料来制造的。在聚氨酯黏结剂中含有许多强极性基团,对极性基材具有高的黏附性能。这类黏结剂具有良好的黏结力,不仅加热能固化而且也可室温固化。起始黏力高,胶层柔韧,剥离强度、抗弯强度和抗冲击等性能都优良,耐冷水、耐油、耐稀酸,耐磨性也较好。但耐热性不够高,故常用做非结构型黏结剂,广泛应用于非金属材料的黏结。
(3)橡胶黏结剂 橡胶黏结剂的主体材料是天然橡胶和合成橡胶。橡胶黏结剂的接头强韧而有回弹性,抗冲击,抗振动,特别适宜交通运输机械的黏结。如丁腈橡胶黏结剂具有良好的耐油性及耐老化性能,与树脂共混对金属具有很高的黏结强度,可作为结构黏结剂。
(4)丙烯酸酯黏结剂 丙烯酸酯黏结剂是以丙烯酸酯及其衍生物为主要单体,通过自由基聚合反应或者离子型聚合反应来制备。丙烯酸酯衍生物的种类很多,还有许多与丙烯酸酯共聚的不饱和化合物。因此,丙烯酸酯黏结剂的功能是多种多样的,既可制成压敏胶,也能制造结构黏结剂。如丙烯酸酯黏结剂中的厌氧胶,在氧气存在下可在室温储存,一旦隔绝氧气,就迅速聚合而固化,把被黏的两个表面黏接起来。作为金属结构黏结剂,厌氧胶主要用于轴对称构件的套接,加固及密封,如管道螺纹、法兰面、螺栓锁固、轴与轴套等,它的胶层密封性好,耐高压和耐腐蚀。
(5)杂环高分子黏结剂 杂环高分子黏结剂又称高温黏结剂,属航空航天用高温结构黏结剂。杂环高分子黏结剂具有既耐高温,又耐低温的黏结性能,是抗老化性能最好的黏结剂,但这种黏结剂固化条件苛刻,成本很贵。
10.4.2 黏结成形技术
1.黏结接头的设计
1)接头受力形式
在实际构件中,黏结接头的受力情况相当复杂,主要由下列四种基本类型所组成,如图10-39所示。
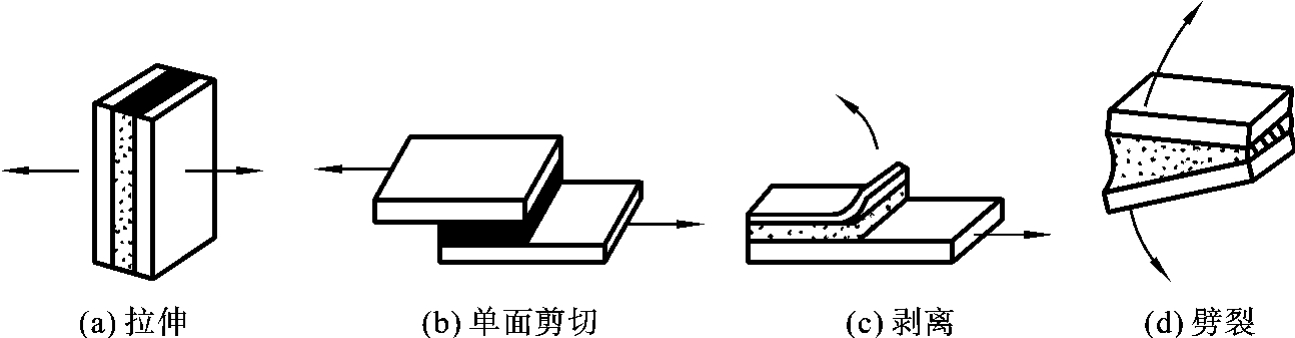
图10-39 黏结接头受力的基本类型
(1)拉伸(或称均匀扯离) 此种受力状态的作用垂直于黏结平面,并均匀分布在整个黏结平面上,使黏层和被黏材料沿着作用力的方向产生拉伸变形。
(2)剪切 此种受力状态的作用力平行于黏结平面,并在整个黏结平面上均匀地分布着。它使黏层和被黏材料形成剪切变形。
(3)剥离 当外力作用在黏结接头上时,被黏材料中至少有一个材料发生了弯曲变形,使作用力绝大部分集中在材料产生弯曲变形一侧的边缘区,而另一侧承受很少的正应力,从而使被黏层受到剥离力的作用。
(4)劈裂 当黏结平面两侧的作用力不在黏层平面的中心线上,同时被黏材料几乎不发生弯曲变形时,黏层所受的力称为劈裂。
2)接头设计的基本原则
(1)合理设计接头形式,尽量使接头承受均匀拉伸力、剪切力,避免受剥离、不均匀扯离和劈裂力。
(2)设计尽可能大的黏结面积的接头,以提高接头的承载能力。
(3)受严重冲击和受力较大的零件,应设计复合连接形式的接头,如黏-焊、黏-铆等形式,使黏结接头能承受较大作用力。
(4)接头应便于加工制造、外形美观,表面平整。
3)接头形式
黏结接头有角接、T形接、对接和表面接四种形式,它们可以复合成各种具有不同的特点的接头形式,如图10-40、图10-41、图10-42所示。

图10-40 板材的接头形式

图10-41 板材与型材的接头形式

图10-42 棒、管的接头形式
2.接头表面处理
金属材料黏结区别于焊接或铆接最主要的一点,就是存在着异质材料的界面黏附问题。为了保证黏结的品质,要求被黏材料的表面具有一定的粗糙度和清洁度,同时还要求材料表面具有一定的化学或物理的反应活性。因此,在进行黏结之前,必须进行材料表面的清洁及活性处理。常用的方法有溶剂清洗法、机械处理法、化学处理法、电化学酸洗除锈和表面化学转变处理。常用材料的有效处理方法如表10-10所示。
表10-10 不同被黏材料的常用有效表面预处理方法

3.黏结剂的准备
按技术条件或产品使用说明书配制黏结剂。调配室温固化黏结剂应考虑固化时间,在适用期使用。多组分溶液型黏结剂在使用前必须轻轻搅拌,以防空气掺入。
4.涂胶
涂胶操作是否正确对黏结品质影响很大。涂胶时必须保证胶层均厚,一般胶层厚度控制在0.08~0.15mm为宜。涂胶方法依据黏结剂的种类而异。涂完胶后,晾置时间应控制在黏结剂的允许的反应开放时间范围内,同时应避免开放状态的胶膜吸附灰尘或被污染。
5.固化
黏结剂在固化过程中要控制三个要素:压力、温度、时间。首先,固化加压要均匀,应有利于排出粘层中残留的挥发性溶剂。黏结剂固化时,要严格控制固化温度,它对固化程度有决定性影响。如加热固化应阶梯升温,温度不能过高,持续时间不能太长,否则,会导致黏结强度下降。固化时间的长短与固化温度和压力密切相关,温度升高时,固化时间可以缩短,降低温度,则应适当延长固化时间。
10.4.3 黏结品质检验及其特点和应用
1.黏结品质检验的方法
(1)用肉眼或用放大镜外观检查胶缝中挤出的胶液,如沿整个胶缝形成均匀胶瘤,表明固化压力均匀,涂胶量适当;如果胶液仅局部挤出或全部未挤出,表明胶层薄或固化压力不均匀;如挤出的胶液有气泡,表明涂胶后晾置时间短,或室温低,溶剂挥发不彻底。
(2)用木制或金属小锤敲击黏合处,根据声音判断局部黏结情况。
(3)超声波探伤法(不适用于玻璃钢)、声阻法、激光全息照相、液晶法等可定量判断。在要求黏结品质极高的情况下,还要进行部件破坏性抽验,或试样与产品在同样条件下同时处理和黏结,然后对试样进行各种试验。
2.黏结的特点和应用
黏结是一项新技术,与铆接、螺栓连接和焊接连接方法相比,有以下特点。
(1)黏结可以把性质不同的各种材料或模量和厚度不同的材料黏结起来,即使黏结薄板也不易发生变形,利用黏结可以制造用其他连接方法不能连接或不易连接的复杂构件。
(2)黏结剂的形态和应用方法的多样性,使黏结技术适应于许多生产过程。如用一种单一的黏结组装,则又经济又快速,具有替代几种机械连接的可能性。多个工件可同时黏结,提高生产效率,降低生产成本。
(3)用黏结剂代替螺钉、螺栓或焊缝金属,可以减轻结构质量,而且还可采用轻质材料。因此,黏结可比铆接、焊接减轻结构质量25%~30%。
(4)黏结应力分布均匀,耐疲劳强度较高。
(5)黏结密封性能好,具有耐水、耐腐蚀和绝缘的性能。
(6)黏结过程温度低,操作容易,设备简单,成本低廉,应用范围广泛。
黏结的主要缺点是:黏结剂对金属材料的黏结强度达不到焊接的强度,特别是剥离强度差,黏结接头在长期工作过程中,黏结剂易发生老化变质,使接头强度逐渐下降。黏结件由于黏结剂的温度极限而限制在某些使用温度下工作。一般长期工作温度只能在150℃以下,仅少数可在较高温度下使用。此外,黏结品质受诸多因素的影响而难以控制,因而黏结性能不稳定,且检验较难。
黏结技术的应用历史悠久,早在2 000多年前,人们就掌握了用动物的皮、骨熬制黏结剂,并用来黏结竹木工具和建筑结构。随着合成黏结剂的产生和发展,扩大了黏结剂的应用范围,黏结技术逐步成为现代化科学的重要分支,在航天航空、造船、机械制造、石油化工、无线电仪表,以及农业、医疗卫生、人们日常生活中都得到日益广泛的应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










