



4.1.2 橡胶制品的成形
4.1.2.1 橡胶制品的组成
橡胶制品(rubber pieces)通常由生胶和各种配合剂及骨架材料组成。
1.生胶
未加配合剂的天然或人工合成的橡胶统称生胶(sheet rubber)。生胶是橡胶制品的主要组成物,它不仅决定了橡胶制品的性能,而且也是配合剂和骨架材料粘成一体的粘结剂。
2.配合剂
加入配合剂(fitting agent)的主要目的是调整、改善橡胶制品的性能。常用的配合剂有:
(1)硫化剂和硫化促进剂 未硫化橡胶的力学、物理性能差,实用价值不大。加入硫磺、硫化物等硫化剂对橡胶制品进行处理,其目的是使线形高聚物发生交联反应转变成网体形的硫化橡胶(filler),从而提高橡胶制品的弹性、强度、耐磨性、耐腐蚀性和抗老化的能力。硫化促进剂的主要作用是加速硫化过程,降低硫化强度,提高硫化效果。常用的硫化促进剂有镁、钙、锌的氧化物和有机硫化物。
(2)增塑剂 为了使橡胶易于成形,常加入增塑剂提高塑性和降低它的硬度。按增塑剂与橡胶之间的作用原理,可分为:
1)物理增塑剂,增大橡胶分子链之间的距离,减小大分子之间的作用力,从而使橡胶的塑性提高。常用的物理增塑剂有硬脂酸、松焦油、苯二甲酸酯等。
2)化学增塑剂,利用化学反应使橡胶分子链(rubber chain)降低变短,从而提高其塑性。常用的化学增塑剂有2-萘硫酚、五氯硫酚等。
(3)防老化剂 为阻止和延缓橡胶制品的老化,利用加入石蜡、蜜醋或其他比橡胶更易氧化的物质为防老剂,以在橡胶表面形成稳定的氧化膜。
(4)填充剂 为了提高橡胶制品的强度、硬度,减少生胶用量,可以加入炭黑、陶土、硅石粉、碳酸盐、滑石粉、重晶石粉等为填充剂(vulcanizates)。
此外,有时为了某些特殊需要,还可加入着色剂、发泡剂、电性调节剂等配合剂。
3.骨架材料
骨架材料(skeleton materials)的主要作用是提高橡胶制品的承载能力,限制变形。常加入的骨架材料有各种纤维织品,甚至金属丝及其编织物。
4.1.2.2 橡胶制品的成形工艺
1.生胶的塑炼
生胶塑炼是指在一定条件下对生胶进行机械加工,使其由强韧性状态转变为柔软、具有可塑性的状态的工艺加工过程。经过塑炼,橡胶的弹性降低,可塑性增加,粘度降低,粘着性能提高并且获得适当的流动性,从而满足混炼、压延、压出、模压成形等工艺过程的要求。
塑炼的方法主要是机械塑炼法,即通过开放式炼胶机、密闭式炼胶机、螺杆式塑炼机(也称压出机)的机械破坏作用,使橡胶分子链断裂,以降低生胶的弹性,获得一定的可塑性。有时还辅以化学塑炼,即在机械塑炼时加入塑解剂促使橡胶大分子降解,增加塑炼效果。
为了便于塑炼加工,生胶塑炼前必须经过烘胶、切胶、破胶等处理。由于生胶在常温下粘度很高,难于切割和进一步加工,在冬季还会硬化和结晶,所以,在切胶和塑炼之前,生胶应在烘胶房中加温。烘胶温度一般为50~70℃,烘胶时间随季节温度变化和生胶种类不同而定,天然生胶在夏季的烘胶时间一般为24~36h,冬季为36~72h。经过烘胶,生胶的硬化和结晶现象不再发生,因而便于切割,此外还能缩短塑炼时间。经过烘胶工序的生胶从烘房取出后,用切胶机切成10kg左右的小块,切胶前应清除表面的杂质。切好的生胶要用破胶机进行破胶。破胶时,辊距一般为2~3mm,温度为45℃以下,破胶后卷成25kg左右的胶卷,以方便塑炼。塑炼可采用开放式炼胶机、密闭式炼胶机或螺杆式塑炼机塑炼。
(1)用开放式炼胶机塑炼 开放式炼胶机(简称开炼机)的基本构造如图4-6所示。它主要由一对空心辊筒、机架、底座、调距装置、紧急刹车装置、传动装置和加热冷却装置组成。两个辊筒穿过轴承安装在机架上,调距装置通过调距螺杆与前辊筒轴承体连接,可调整前辊筒与后辊筒间的距离,电动机通过减速和速比齿轮带动前、后辊筒以不同的速度旋转。冷却水或蒸汽通过旋转接头进入辊筒内腔,将辊筒冷却或加热后排出,以调节辊温。用刹车拉杆和刹车装置可进行紧急刹车。
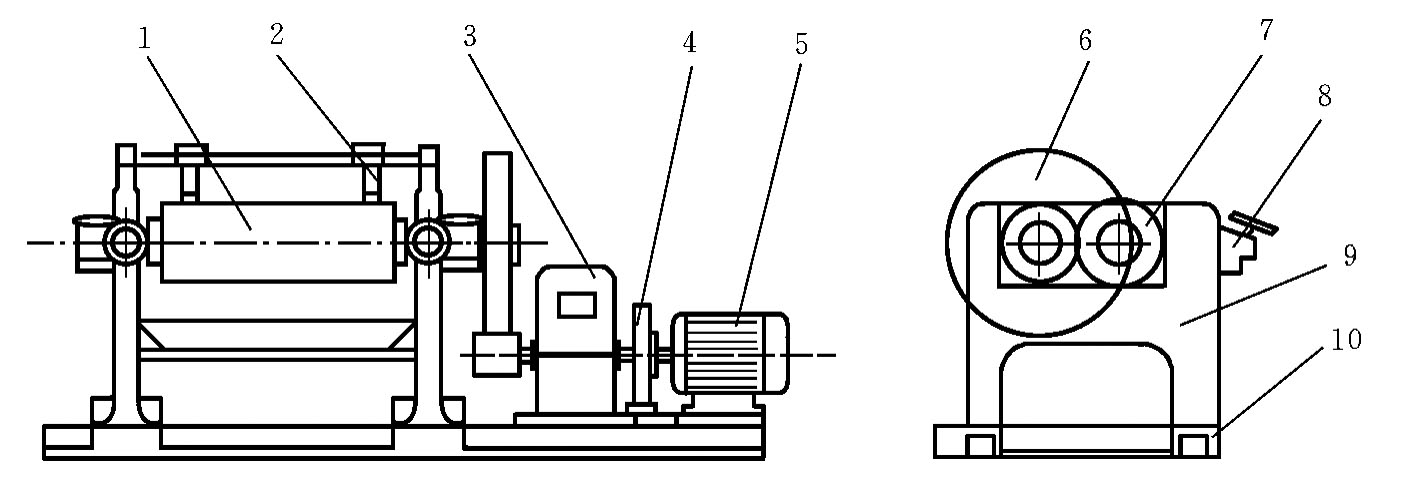
图4-6 开放式炼胶机的基本构造
1—挡胶板 2—辊筒 3—减速器 4—刹车装置 5—电动机 6—大齿轮 7—速比齿轮 8—调距手轮 9—机架 10—底座
生胶在开炼机上塑炼时,由于受到胶料和辊筒表面之间的摩擦力的作用,被带入两辊的间隙之中,因为两个辊筒的速度不同而产生的速度梯度作用,胶料受到强烈的摩擦剪切。在强烈的摩擦剪切作用下,橡胶的分子链断裂,在周围氧气或塑解剂的作用下生成相对分子质量较小的稳定分子,可塑性得到提高。
生产中在开炼机上塑炼的方法有薄通塑炼、一次塑炼、分段塑炼等工艺方法。薄通塑炼的特点是辊距很小,通常为0.5~1mm。胶料通过两辊间隙后不包辊而直接落在料盘上,这样反复多次,直到可塑性达到要求为止。薄通塑炼效果好,获得的橡胶可塑性大且均匀,因此经常被采用。一次塑炼的方法是将胶料加到炼胶片机上,使胶料包辊后连续塑炼,直到达到可塑性要求为止。这种方法所需塑炼时间长,塑炼效果差,所取得的橡胶可塑性较低,因此常配以化学塑解剂使用,加入塑解剂塑炼时,辊温应适当提高,以充分发挥塑解剂的化学增塑作用,强化塑炼效果。采用塑解剂可缩短塑炼时间,提高工作效率。分段塑炼是将生胶塑炼一段时间(约15min)后,下片冷却4~8h,然后再进行塑炼,反复2~3次,直至达到可塑性要求为止。
开炼机塑炼的工艺控制因素主要有辊温和塑炼时间、辊距和速比、化学塑解剂、装胶量等。
(2)用密闭式炼胶机塑炼 密闭式炼胶机(也称密炼机)是生胶塑炼和混炼的主要设备之一。密炼机塑炼与开炼机比较,具有工作密封性好、工作条件和胶料质量大为改善、混炼周期短、生产效率高、安全性能好等优点。但密炼机是在密闭条件下工作,散热条件差,工作温度比开炼机高出许多,即使在冷却条件下,也为120~140℃,甚至可达160℃。生胶在密炼机中受到高温和强烈的机械剪切作用,产生剧烈氧化,短时间内即可获得所需的可塑度。这种方法生产能力大,粉尘污染小,劳动强度低,能量消耗少,适用于耗胶量大、胶种变化少的生产部门。
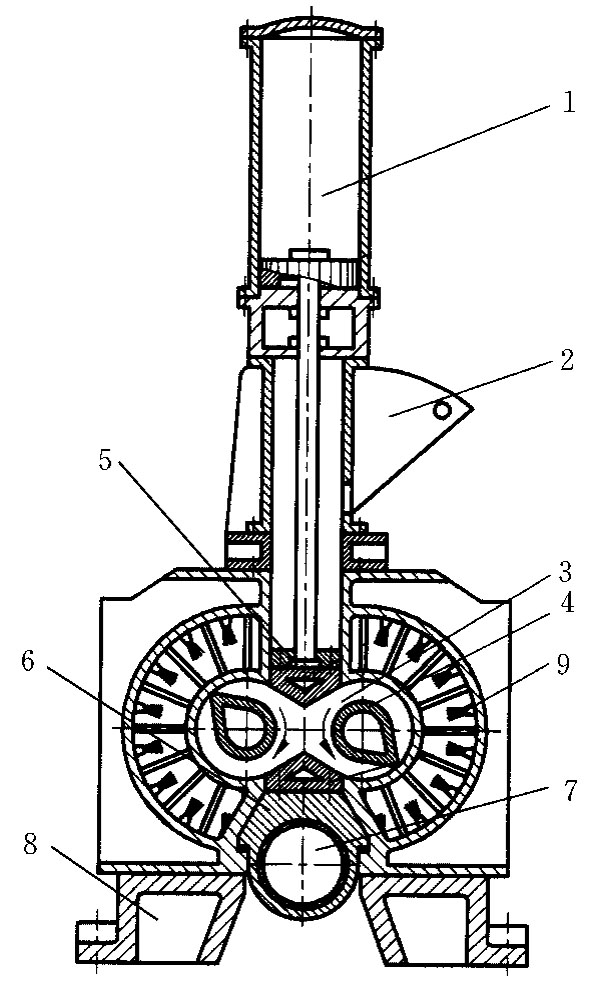
图4-7 密炼机的基本构造
1—上顶栓气缸 2—加料斗3—密炼室 4—转子 5—上顶栓 6—下顶栓 7—下顶栓气缸 8—底座 9—冷却水喷淋头
密炼机的基本构造如图4-7所示。密炼机的主要部件是一对转子和一个塑炼室。转子的横截面呈梨形,并以旋转的方式沿着轴向排列,两个转子的转动方向是相反的,转速也略有差别。转子转动时,被塑炼的生胶不仅绕着转子而且沿着轴向移动。两个转子的顶尖之间和顶尖与密炼室内壁之间的距离都很小,转子在这些地方扫过时都会对物料施加强大的剪切力。密炼室的顶部设有压缩空气或液压油操纵的活塞,以压紧物料,使其更有利于塑炼。密炼室的外部和转子的内部都开有加热和冷却介质的循环通道,以便对密炼室和转子进行加热和冷却。密炼室上部有一个加料斗,工作时由上顶栓将加料口关闭。密炼室下部有一出料口,工作时用下顶栓关闭。
用密炼机塑炼时,将生胶加入密炼室,在一定温度和压力下塑炼一定时间,直至达到所要求的可塑度为止。塑炼过程中主要的控制因素有塑炼温度和时间、化学塑解剂、转子速度、装胶量及上顶栓压力等。
(3)用螺杆式塑炼机塑炼 螺杆塑炼机塑炼的特点是可在高温下连续塑炼。螺杆式塑炼机的工作原理与塑料挤出机类似,因为负荷较大,所以有较大的驱动功率,螺杆长径比也较小。螺距由大到小,以保证吃料、送料、初步加热和塑炼的需要。螺杆塑炼机适合于机械化、自动化生产。但由于生胶塑炼质量较差、可塑性不够稳定等问题,其使用受到一定的限制,远不如开炼机、密炼机广泛。
2.胶体的混炼
胶体的混炼(colloidal substance)就是将各种添加剂混入生胶中,制成质量均匀的混炼胶的过程。对混炼的质量要求有两个基本方面:一是保证制品具有良好的物理、力学性能,二是胶料本身要具有良好的加工工艺性能。也就是说,要求胶料中的添加剂应达到保证制品物理、力学性能的最低分散程度,同时还应使胶料具有后序加工所需要的最低可塑度。
混炼前,应准备好各种添加剂。对块状和颗粒状的添加剂在使用前应加以粉碎,以保证其在胶料中的分散;对含水量过大的添加剂,应进行干燥,防止其结团,同时避免水分在制品中产生气泡;对熔点较低的添加剂如软化剂等应熔化、过滤、脱水;粉状材料还应过筛,去除块状物及机械杂质;有些易飞扬的粉状物可同液体添加剂搅拌后,用三辊研磨机研磨成膏状物,以降低污染;还可将添加剂加入橡胶中经塑炼、混炼、切粒制成母料备用。
混炼加工仍然可使用开炼机、密炼机,也可采用压出机(橡胶挤出机)。生产中使用最多的还是密炼机。开炼机在小型橡胶工厂中仍占有一定的比例。
(1)在开炼机上混炼 在开炼机上的混炼加工与塑炼加工类似,可采用一段混炼和两段混炼的方法。加料时,一般加料顺序为生胶→固体软化剂→促进剂、活化剂、防老剂→补强填充剂→液体软化剂→硫磺及超促进剂。加料顺序不当,会影响添加剂分散的均匀性,有时甚至会造成胶料烧焦、脱辊、过炼等现象,使操作难以进行,胶料性能降低。
混炼时,辊筒的间距一般为4~8mm。辊距不能过小,辊距太小时胶料不能及时通过辊隙,会使混炼效果降低。混炼时辊温一般为50~60℃之间,合成橡胶辊温适当要低些,一般在40℃以下。混炼时间一般为20~30min,合成橡胶混炼时间较长。用于混炼的开炼机辊筒速比一般在1∶(1.1~1.2)。
(2)在密炼机上混炼 密炼机混炼可以采用一段混炼和分段混炼两种方法。一段混炼法适用于天然橡胶或掺用合成橡胶的质量分数不超过50%的胶料。一段混炼操作中常采用分批逐步加料的方法。通常的加料顺序为:生胶→固体软化剂→防老剂、促进剂、活性剂→补强填充剂→液体软化剂→从密炼机中排出胶料到压片机上再加硫磺和超促进剂。分段混炼即胶料的混炼分几次进行。在两次混炼之间,胶料必须经过压片冷却和停放,然后才能进行下一次混炼,通常经过两次混炼即可制得合格的胶料。第一次混炼像一段混炼一样,只是不加入硫磺和活性大的促进剂。制得一段混炼胶后,将胶料由密炼机排出到压片机上,出片、冷却、停放8h以上,再进行第二阶段混炼加工。混炼均匀后排料到压片机上,加入硫化剂,翻炼均匀后下片。分段混炼法每次混炼时间短,混炼温度较低,添加剂分散更均匀,胶料质量更高。密炼机混炼温度一般为120~130℃。
无论是开炼机混炼还是密炼机混炼,经出片或造粒的胶料均应立即进行强制冷却以防出现烧焦或冷后喷霜。通常的冷却方法是将胶片浸入液体隔离剂(如陶土悬浮液)中,也可将隔离剂喷洒在胶片或粒料上然后用冷风吹干。液体隔离剂既起冷却作用,又能防止胶料互相粘接。混炼好的胶料冷却后还需停放8h以上,让添加剂继续扩散,均匀分散;使橡胶与炭黑进一步结合,提高炭黑的补强效果;同时也能使胶料松弛混炼时受到的机械应力,减小内应力作用和胶料收缩率。
3.胶料的模压成形
胶料的模压成形,就是将准备好的橡胶半成品置入模具中,在加热加压的条件下,使胶料呈现塑性流动充满型腔,经一定的持续加温时间后完成硫化,再经脱模和修边后得到制品的成形方法。这种方法的主要设备是平板硫化机和橡胶压制模具。模压成形的设备成本较低,制品的致密性好,适宜制作各种橡胶制品、橡胶与金属或织物的复合制品。
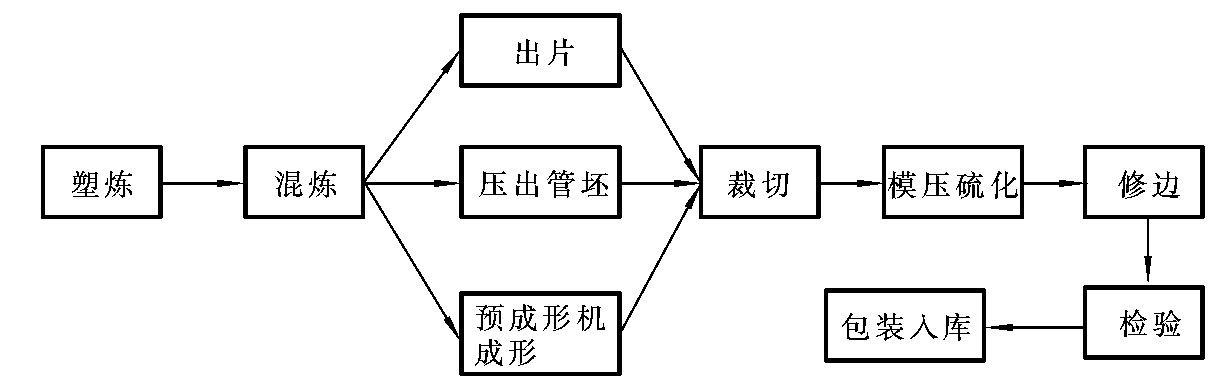
图4-8 橡胶模压成形工艺流程图
(1)模压成形前的准备工作 模压橡胶模压成形工艺流程如图4-8所示。生胶经过塑炼、混炼工艺操作后再经过24h停放,然后被送去制备胶料半成品。胶料半成品的准备常使用压延机、开炼机、压出机等。胶料可在压延机或开炼机上被压制成所要求尺寸的胶片,然后用圆盘刀或冲床裁成半成品;也可用螺杆压出机压出一定规格的胶管,再横切成一定重量的胶圈,用于较小规格的密封圈、垫片、油封等的生产。胶料半成品的大小和形状应根据模具型腔而定。半成品的重量应超出成品净重的5%~10%,一定的过量不仅可以保证胶料充满型腔,而且可以在成形中排除型腔内的气体和保持足够的压力。
(2)橡胶的模压成形 橡胶制品的模压成形过程包括加料、闭模、硫化、脱模及模具的清理等操作步骤,其中最重要的是硫化过程。硫化过程的实质是橡胶线型分子链之间形成化学交联,随着交联程度的增大,橡胶的定伸强度、硬度也会增大。抗拉强度先是随着交联程度的上升而逐渐上升,当达到一定值后,如果继续交联,抗拉强度会急剧下降。扯断伸长率随着交联度的提高而降低,并逐渐趋于很小的值。在一定交联范围内,硫化胶的弹性增大,当交联度过大时,由于橡胶分子的活动受到影响,弹性反而降低。所有这些说明,要想获得最佳的综合平衡性能,必须控制交联程度(即硫化程度)。硫化过程控制的主要因素是硫化温度、时间和压力。这里不作具体介绍。
4.橡胶的注射成形
橡胶注射成形与塑料注射成形相似,是一种将胶料直接从机筒注入模具硫化的生产方法。橡胶注射成形工艺主要包括喂料塑化、注射保压、硫化、出模几个过程。国产六模胶注射机如图4-9所示。

图4-9 六模胶注射机示意图
1—注射座 2—注胶油缸 3—螺杆驱动装置 4—带状胶料 5—螺杆 6—机筒 7—合模机构 8—转轴 9—模具 10—转盘 11—液压锁模缸 12—机座
(1)喂料塑化 先将预先混炼好的胶料(通常加工成带状或粒状)从料斗喂入机筒,在螺杆的作用下,胶料沿螺槽被推向机筒前端,在螺杆前端建立压力,迫使螺杆后退。而胶料在沿螺槽前进时,受到激烈的搅拌和变形,加上机筒外部的加热,温度很快升高,可塑性增加。由于螺杆受到来自注射油缸的背压作用,且螺杆本身具有一定的压缩比,胶料受到强大的挤压作用而排出残留的空气,从而变得十分致密。
(2)注射保压 当螺杆后退到一定的位置,螺杆前端储存了足以注射的胶量时,注射座带动注射机构前移,机筒前端的喷嘴与模具浇口接触,在注射油缸的推动下,螺杆前移进行注射。胶料经喷嘴进入型腔。模具型腔充满胶料后注射完毕。继续保压一段时间,以保证胶料的密实、均匀。
(3)硫化出模 在保压过程中,胶料在高温下渐渐转入硫化阶段。这时注射座后移,螺杆又开始旋转进料,开始新一轮塑化。此时转盘转动一个工位,将已注满胶料的模具移出夹紧机构,继续硫化,直至出模。同时,另一副模具转入夹紧结构,准备进入另一次注射。如此循环生产。
同塑料注射机一样,橡胶注射机也具有注射装置、合模装置、液压和控制系统。注射模具的结构也十分相似。但橡胶注射与塑料注射也有很大的不同,橡胶注射时首先考虑的不是加温流动,而是防止胶料温度过高,发生烧焦的问题。
橡胶注射成形的重要工艺参数有料筒温度、注射温度、模具温度、注射压力、螺杆转数和背压等。
料筒温度的控制在橡胶注射成形中十分重要。胶料在料筒内受热,塑化,变得具有流动性。胶料的粘度下降,流动性增大时,注射过程才易进行。因此,在一定的温度范围内提高料筒的温度,可以使注射温度提高,缩短注射时间和硫化时间,提高硫化胶的硬度或定伸强度。但过高的温度会使胶料的硫化速度加快并出现烧焦现象,这时胶料粘度会大大增加,并堵塞注射喷嘴,迫使注射中断。所以,应该在安全性许可的前提下,尽可能提高料筒温度。一般控制柱塞式注射机料筒温度为70~80℃,往复螺杆式注射机料筒温度为80~100℃,有的可达115℃。料筒温度的控制还与橡胶种类、塑炼效果、填充剂和软化剂的加入有关,不同的橡胶,流动性有差异;同一配方,因塑炼效果不同,流动性不同。加入软化剂能大大改善胶料的流动性能,而填充剂的加入则使胶料流动性变差。
注射温度是指胶料通过注射机喷嘴后的温度,这时胶料温度的热源主要有两个,一是料筒加热传递的温度,另一个则是胶料通过窄小喷嘴时的剪切摩擦热。所以,提高螺杆转速、背压、注射压力以及增加喷嘴直径,都可提高注射温度。另外,不同的橡胶,通过喷嘴后的温升情况不同。
模具温度也就是硫化温度。模具温度高,硫化时间就短。在模压成形时,由于胶料加入模具时处于较低的温度,且胶料是热的不良导体,模温高使得制品外部过硫,而内部欠硫,使模具温度的提高受到限制。在注射成形中,由于胶料本身已具有较高的温度,因此模具温度可以提高。注射天然橡胶时,模具温度一般为170~190℃;注射丁腈橡胶时,模具温度一般为180~205℃;注射三元乙丙橡胶时,模具温度一般为190~220℃。
注射压力是指注射时螺杆或柱塞施于胶料单位面积上的力。注射压力大,有利于克服胶料熔体的流动阻力,使胶料充满模具型腔;还使胶料通过喷嘴时的速度提高,剪切摩擦所生的热量也大,这对充模和加快硫化都有好处。采用螺杆式注射机,注射压力一般取80~110MPa。
另外,螺杆的转速和背压对胶料的塑化及其在料筒前端建立压力有一定影响。随着螺杆转速的提高,胶料受到的剪切、摩擦增大,所产生的热量也越大,塑化效果也越好。当螺杆转速超过一定范围,由于螺杆的推进,胶料在料筒内受热塑化时间变短,塑化效果反而下降。所以,螺杆转速一般不超过100r/min。塑化时,螺杆将胶料向料筒前端推进,在料筒前端建立压力,使螺杆后退。此时可通过注射油缸溢流阀调节回油压力,阻碍螺杆后退,使胶料中的空气挥发得以排除,使胶料增大密实程度,背压越大,螺杆旋转时消耗的功率大,剪切摩擦热就越大。背压的设定一般为22MPa以内。
在成形过程中除上述工艺控制因素之外,还应合理掌握硫化时间,以得到高质量的硫化橡胶制品,完成硫化以后,开启模具,取出制品,经过修边工序修整注射时产生的飞边和毛边。经过产品质检合格后,即可包装、入库、出厂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










