



五、挤出机的控制
1.温度的测量与控制
温度是挤出过程最重要的参数之一,它直接影响到挤出成型全过程。温度的控制方法一般是按照测量、调节操作、目标控制等顺序形成闭环控制系统。即测出控制对象(料筒、机头等)的温度,找出它与给定温度的误差,修改执行元件的操作量(执行元件是指加热、冷却系统),使被控制对象的温度维持在一定值。
(1)温度的测量 挤出机的温度测量元件常用热电偶。一般热电偶安装在机头和料筒各控制段的中间,使物料和料筒直接接触测温元件。图3-38所示为热电偶在机头上的两种安装形式。热电偶的输出端与温度显示仪表(称为二次仪表)和温度控制装置相连接。当由于某种原因物料或料筒(测点)温度有变化时,热电偶将温度变化值以电压(电压变化量)的形式输出到显示仪表和控制装置。

图3-38 热电偶在机头上的两种安装形式
温度显示仪表常见的有:可动线圈式示温仪、电位差式自动平衡示温仪等。目前,温度可以用数字显示。
(2)温度的控制 温度控制的方法有很多种,如手动控制、位式调节(又叫开关控制)、时间比例控制和比例—积分—微分控制(亦称PID控制)。目前手动控制方式应用较少。
目前挤出机常用的温度自动控制系统是温度定值控制,温度定值控制的原理是,热电偶测得控制对象的温度T(或者是ΔT'),转换成热电势V(或电势差ΔV')信号,输入到温度显示和调节仪表,与给定值T0进行比较,根据其偏差值ΔT=T-T0数值的大小和极性,由温度调节仪表按一定规律去控制加热器和冷却器的动作,从而控制料筒温度和物料温度,并使之保持在给定值附近(允许范围内)。图3-39所示为温度定值控制原理方框图。温度定值控制方法主要有以下三种:
①位式调节:这种控制方式目前较普遍采用XCT-101、XCT-111、XCT-121型动圈式温度指示调节仪。它是将温度显示和温度控制系统制成一体的一种仪表。控制过程如下:当热电偶测得的温度T等于给定温度T0时(此时仪表指示针与给定指针上下对齐),继电器能立即切断加热器电源,停止加热(亦可接通冷却系统进行冷却)。但由于控制对象(料筒)有较大的热惯性,料筒温度会继续上升。同样,当测得温度T低于给定温度T0时,仪表虽然接通了加热器电源,但由于热惯性,温度还会下降,然后才能回升。因此料筒实际温度在设定值上下波动,如图3-40所示,其波动程度与料筒的热惯性大小、加热冷却方式及热电偶安装位置等有关,严重时波动可达十几到几十度。

图3-39 温度控制原理方框图

图3-40 位式控制工作曲线图
②时间比例控制:这种控制用的温度指示调节仪是按时间比例原则设计的,如XCT-131型动圈式温度指示调节仪。其给定温度附近有一比例带,当指示温度接近给定温度T0(即已进入比例带)时,仪表使继电器出现周期性接通、断开、再接通、再断开的间歇动作。而且指示指针愈接近给定温度指针,接通时间t1愈短,断开时间t2愈长,因而受该仪表控制的加热器功率P的平均值Pav与温度偏差ΔT=T-T0成比例,图3-41为XCT-131型动圈式温度指示仪的工作状态示意图。显然,这种控温方法由于测定温度接近给定温度时,能自动地减少平均加热功率Pav,所以与位式控制相比,它的温度波动要小得多。但这种方法不能单独用,而要把XCT-131与XCT-101结合起来,设计出XCT-141型仪表才能达到较高的控制温度精度。
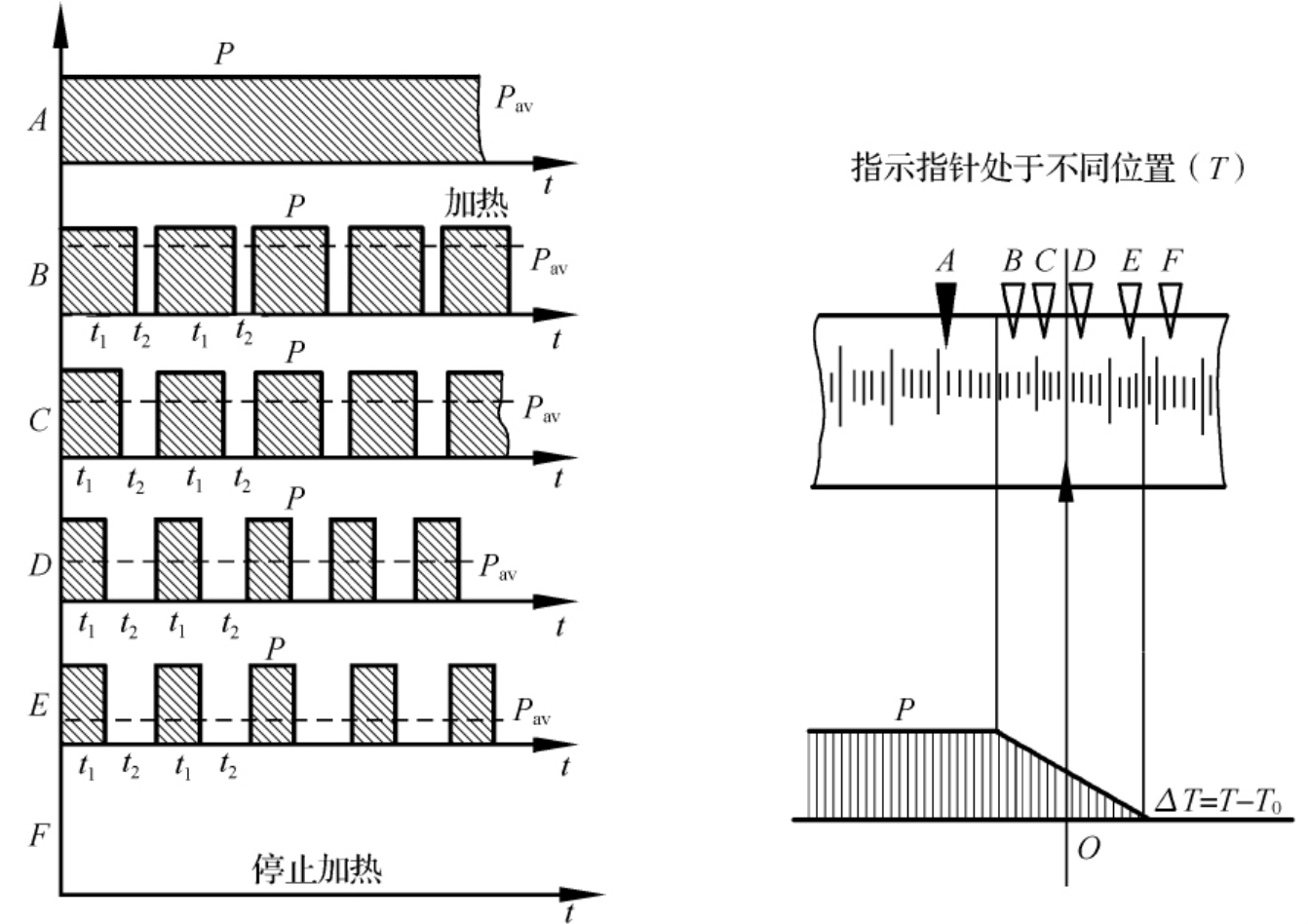
图3-41 XCT-131工作状态示意图
③比例(P)—积分(I)—微分(D)调节:这种调节方式也称为PID调节。采用XCT-191型动圈式仪表,与ZK型可控硅电压调整器及可控硅元件等组成的温度自动控制系统,可以实现PID调节。XCT-191型仪表是在给定温度值T0附近(约占全量程的5%),根据热电偶测出的指示温度与给定温度T0偏差的大小,输出不同的电流IL。由于仪表内部电子线路的控制作用,IL是偏差ΔT的PID函数。再由IL控制电压调整器ZK,并由ZK发出相应的触发信号去控制加热器电路中的可控硅元件的导通角(开放角)的大小,这样便可连续地控制加热器中的电流(加热功率)的大小。这个电流和温度偏差ΔT之间也存在着PID函数关系。
比例作用是指:加热电流IL和温度偏差ΔT存在着线性比例关系,偏差ΔT越小,加热器电流也越小。
微分作用是指:加热电流IL正比于温度偏差ΔT对时间t的微分,即偏差ΔT出现愈快,加热电流相应变化量也愈大。这就提高了系统的抗外界突然干扰的能力。
积分作用是指:加热电流IL正比于偏差ΔT对时间的积分,这样,即使偏差很小,在一定时间后总能消除这个偏差(即静差),提高了系统的静态精度。
这种温度调节自控系统,其调节精度高,温度可控制在±1℃以内。
2.物料压力的测量与控制
物料压力(压强)也是挤出过程的重要参数之一。由挤出过程可知,压力也是挤出过程赖以进行的条件,它对挤出机的性能、产品的质量和产量影响很大。
(1)物料压力的测量 物料压力的测量方法很多,有机械式测压表、液压式测压表、气动测压表、电气测压表(称电测式测压计)。图3-42(a)所示为测量机头压力的示意图,它是将测压计(或称压力传感器)装入测量部位,使测压计感受压力的部位与熔料直接接触。这样,挤出机工作时熔料的压力即可在测压计上反映出来,测压计的输出信号由二次仪表接收显示或经放大后显示出读数。
图3-42(b)所示为电测式测压计(压力传感器),它是由电阻应变片、传动杆、外壳、膜片等所组成。当熔体压力作用在膜片上时,使膜片变形,也使传动杆发生变形,传动杆的变形使贴在传动杆上的应变片的电阻值发生变化,从而使预先处于平衡状态下的电桥失去平衡,产生电信号,该信号由二次仪表接收显示或经放大后显示出读数。
(2)压力的控制 压力可以通过改变物料输送过程中的过流截面面积(改变流道阻力)进行调节。
图3-43(a)所示为最简单的压力调节方式,它是由螺栓来调节过流截面,但调节范围小、精度低,且不利于物料流通。图3-43(b)所示为调节阀,由于其形状呈流线型,对物料的流动影响小。以上两种属于径向调节。图3-43(c)所示为调节轴向间隙的压力调节装置,它靠改变阀与螺杆头之间的间隙实现压力调节。调节机构的控制方法有手动调节和自动调节两种。

图3-42 测量机头压力的示意图

图3-43 各种压力调节装置
3.转速的控制
挤出机螺杆转速控制是挤出机控制过程中的重要环节。由于螺杆转速的工作稳定性直接影响挤出量,若螺杆转速因外界干扰而发生波动,则将直接引起挤出量的波动。因此,挤出机一般都采用闭环控制系统。图3-44所示为螺杆驱动电动机的转速控制系统方框图。当在输入端给定一个输入量(要求在某一转速下运行)时,通过调节器控制可控硅触发电路,使其按相应触发角(开放角)触发可控硅,可获得相应电压,使直流电动机按预先给定的输入量(转速)运行。

图3-44 螺杆驱动电动机的转速控制系统方框图
电动机的输出转速称为输出量,可将输出量n用测速发电机测出(电压U),并以负反馈的形式反馈到输入端,与给定输入量(电压U0)比较,即ΔU=U-U0。ΔU称为偏差。如果偏差不等于零(即输出转速超过或低于给定转速),则通过调节器再次改变触发角,进而使电动机调整输出转速,使偏差消除。这种将输出量反馈到输入端的控制系统称为闭环控制系统。这种系统能在外界干扰使输出转速发生变化,即产生ΔU偏差时,将ΔU经过放大输给调节器,使可控硅触发电路的触发角发生变化,可控硅输出电压随之变化,因而直流电动机的转速也相应变化,使转速稳定在预先给定的转速下。表3-8中的第一、二、四种传动系统,均采用这种转速控制方式。
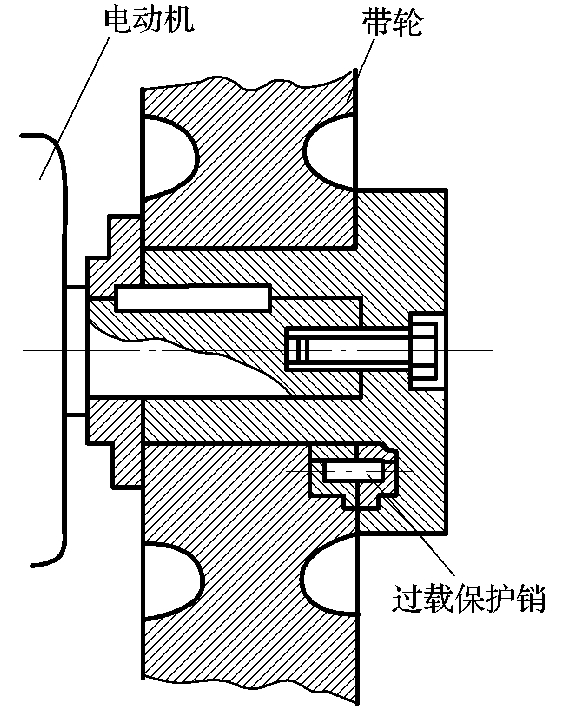
图3-45 过载保护销的装设情况
4.过载保护和其他安全防护
为了使挤出机在出现过载时机器(特别是螺杆和电动机)不致损坏,以保证生产能顺利地进行,在挤出机上设置了过载保护和安全保护装置。保护装置有电气保护装置和机械保护装置两种方式。前者是在电气控制系统中设置过电流继电器,当挤出机过载时,过电流继电器动作,使电源切断,从而保护电动机和螺杆。后者大多数采用剪切销(或安全键)。剪切销通常设置在电动机的输出轴上,图3-45所示为过载保护销的装设情况。当螺杆过载时,保护销就剪断,这样电动机和螺杆间便失去了传动连接,使螺杆不再受动力的带动而达到保护的目的。这种用剪切销保护的装置结构形式很多,在此不再详述。在设计剪切销时,需经过强度计算,尺寸过大不能起保护作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












