



六、挤出成型辅机
由于挤出成型的制品种类较多,挤出成型辅机的种类也相应较多,根据生产的制品的不同可大致分为:挤管辅机(包括挤出硬管和软管辅机),挤板辅机,挤膜辅机,吹塑薄膜辅机,吹塑中空制品辅机,涂层辅机,电缆电线包层辅机,拉丝辅机,薄膜双轴拉伸辅机,造粒辅机等。

图3-46 挤出成型工艺流程原理图
图3-46所示为几种挤出成型工艺流程原理图。从图中可以看出虽然辅机的种类繁多,组成复杂,但各种辅机一般均由以下五个基本环节组成:定型—冷却—牵引—切割—卷取(堆放)。除了这五个基本环节所需要的装置外,根据不同制品的需要,还设置有一些其他机构或装置,例如,薄膜或电缆辅机的张力机构、管径及薄膜厚度自动控制装置等。
在挤出成型过程中,主机固然是很重要的组成部分,它的性能好坏对产品的质量和产量有很大影响,但机头和辅机不能很好地与其配合,也不能生产出符合要求的制品来。在一定程度上讲,机头和辅机对产品的质量影响更大,所以说,机头和辅机是挤出机的重要组成部分。有关机头的知识将在《塑料成型工艺及模具设计》课程中介绍,此处仅就辅机的有关问题予以探讨和介绍。
辅机的作用是将从机头挤出来的已初具形状和尺寸的高温熔体进行冷却,并在一定装置中定型下来,再通过进一步冷却,使之由高弹态最后转变为室温下的玻璃态,而获得合乎要求的制品。
高温物料通过口模之后,物料的进一步成型主要是由辅机来完成的。物料经过辅机时,要经历物态的变化。从机头挤出来的物料为熔融黏流态,成型后为玻璃态,同时要发生形状和尺寸的变化。这些变化是在辅机提供的成型温度、力、速度和各种动作的条件下完成的,如果辅机不能很好地配合,满足这些条件,将对产品质量影响很大。例如,冷却能力不足,将限制生产率的提高和影响产品质量,而温度条件控制不当,又会使制品产生内应力,翘曲变形,表面质量降低;定型装置设计不合理,就难以得到所希望的几何形状和尺寸精度的制品;牵引装置的牵引速度和牵引力也对制品质量影响很大。总之,辅机对挤出成型加工起着重要作用,在某种意义上讲辅机是挤出生产中的关键,要引起足够的重视。
1.吹塑薄膜辅机
塑料薄膜是最常见的一种塑料制品,它可以用挤出法、压延法、流涎法生产。用挤出法生产薄膜,又可分挤出吹塑法和狭缝机头直接挤出法两种。下面我们介绍挤出吹塑法所用的辅机。
通常挤出吹塑法生产的薄膜(片)其厚度在0.01~0.3mm(其中厚度在0.25mm以下的称为膜,在0.25mm以上的通称为片材),而展开宽度最大可达20m。可用吹塑法生产薄膜的塑料有聚氯乙烯、聚乙烯、聚丙烯、聚酰胺等等。
薄膜吹塑成型过程是这样进行的(见图3-47):熔融物料自机头环形缝隙挤出成圆筒状的膜管,从机头下面进气口鼓入一定量的压缩空气(压缩空气压力控制在20~30kPa),使之横向吹胀,同时,借助牵引辊连续地进行纵向牵伸,并经冷却风环吹出的空气冷却定型,充分冷却后的膜管被人字板压叠成双折薄膜,通过牵引辊以恒定的线速度进入卷取装置。牵引辊同时也是压辊,因而牵引辊完全压紧已叠成双层的薄膜,使膜管内的空气不能越过牵引辊缝隙处,于是能使膜管内部保持恒定的空气量,保证薄膜的宽度不变。最后薄膜由卷取装置卷取。
吹塑薄膜工艺根据挤出物料方向的不同可分为上吹法、下吹法、平吹法三种。
上吹法:如图3-47所示,挤出的膜管垂直向上牵引。由于整个膜管都联在上部已冷却定型的膜管坚韧段上,所以在膜管吹胀过程中,牵引稳定,能制得厚度范围大和宽幅的薄膜。而且挤出机和机头安装在地面上,操作维修都较方便。其缺点是因热空气向上流,来自机头的热空气流对薄膜管的冷却不利;同时,由于采用直角机头,物料在机头中转90°角,增加了料流阻力,并容易引起物料流速不均,使部分料流停滞而分解。

图3-47 吹塑薄膜装置示意图
下吹法:如图3-48所示,挤出的膜管垂直向下牵引,膜管的牵引方向与机头的热空气流方向相反,有利于膜管冷却。吹塑的薄膜靠自重进入牵引辊,引膜方便。此法生产薄膜的缺陷是,整个膜管都联在未冷却定型的塑性膜管上,在生产较厚的薄膜或牵引速度较快时容易拉裂膜管。对密度较大的塑料(如聚氯乙烯),牵引更难控制,而且机器必须安装在较高的操纵台上,操作、维修不方便。此法主要用于吹塑那些黏度低的塑料或透明度高而需急剧冷却(水冷)的聚丙烯、聚酰胺、聚偏二氯乙烯塑料薄膜。

图3-48 薄膜的下吹法
平吹法:如图3-49所示,使用水平机头,机头出料方向与挤出机相同,膜管水平方向牵引。此法所采用的机头及辅机结构简单,设备安装和操作都很方便,对厂房高度要求也不高,但机器占地面积大。由于热气流向上,冷气流向下,膜管上下部分冷却不均匀,膜管因自重下垂,因此厚度不易均匀。通常幅度在600mm以下的吹塑薄膜可用此法生产。
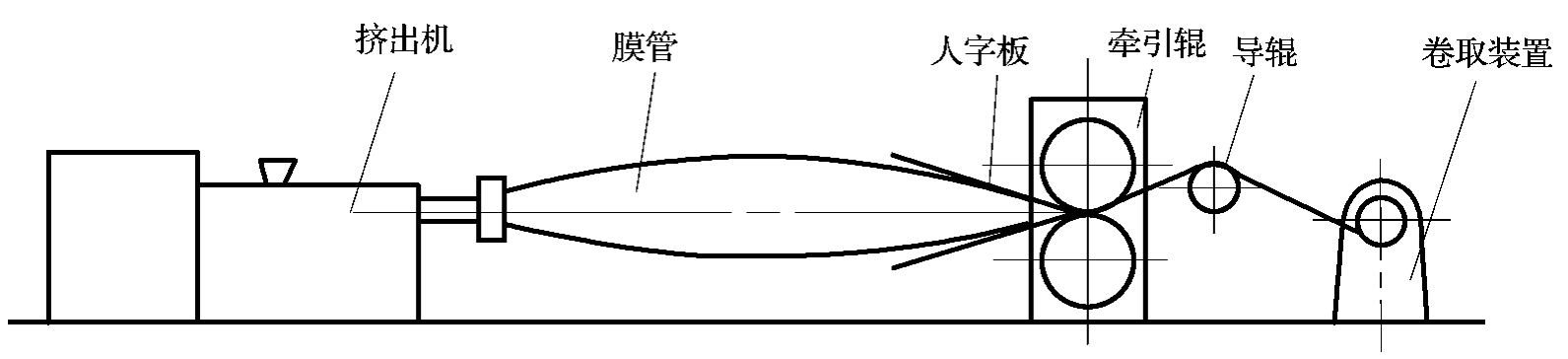
图3-49 薄膜的平吹法
由上述可知,吹塑辅机除机头(口模)外,还有吹胀和冷却定型装置、牵引装置、卷取装置、切割装置等。
(1)机头 吹塑机头对薄膜质量有很重要的影响。机头结构形式有很多种,常见的有芯棒式机头、螺旋机头、古字形机头。目前还发展了旋转机头和复合机头。关于机头的详细结构在《塑料成型工艺及模具设计》课程中介绍。
(2)吹胀和牵伸装置 为了便于描述吹胀和牵伸过程,在此引入两个重要概念,即吹胀比和牵伸比。
①吹胀比:吹胀后的膜管直径与机头环形口模直径之间的比称为吹胀比。用α表示:
![]()
式中:α——薄膜吹胀比;
DP——吹胀后膜管直径;
DK——环形口模的直径。
在吹胀过程中吹胀比α实际上是薄膜横向牵伸倍数。通常吹胀比控制在2.5~3,这样容易操作,同时薄膜的纵、横向强度很接近。吹胀比太大,薄膜易产生摆动,难以控制其厚度的均匀。为了得到满意的制品,吹胀比应保持恒定,这主要是通过控制压缩空气的压力来实现。
②牵伸比:牵引辊的牵引速度与机头口模处物料的挤出速度之比称为牵伸比。用β表示:
![]()
式中:β——薄膜的牵伸比;
vD——薄膜的牵引速度;
vQ——机头口模处物料的挤出速度,单位为m/s。
通常牵伸比取4~6,太大薄膜易拉断,且厚度控制较困难。为了保证薄膜纵、横方向的强度一致,吹胀比和牵伸比最好取值相同。但在实际生产过程中,常用同一口模,而用不同的牵伸速度来得到不同厚度的薄膜,因此薄膜的纵、横方向强度往往是不同的。
牵伸比、吹胀比、口模环隙的直径、薄膜厚度和宽度之间的关系可用下式表示:
![]()
式(3-7)可化为:

vD(单位为m/s)和vQ(单位为m/s)可用下列二式分别计算:

式中:Q——挤出机的生产率,单位为kg/h;
δ——薄膜的厚度,单位为mm;
ρ——熔融塑料的密度,单位为kg/m3;
W——薄膜折径,单位为mm,即管状薄膜折迭后的宽度,W= ·DP;
·DP;
t——口模缝隙,单位为mm。
因此,根据式(3-5)和式(3-6)可求得:
![]()
例如,当口模缝隙t=0.6mm,α=2.5,β=4时,薄膜厚度δ为0.06mm。
为了得到不同厚度的薄膜和提高机器的适应性,要求牵伸速度能在较大范围内无级调速,一般牵引辊由调速电动机驱动,其牵伸速度在2~40m/min范围内。
(3)冷却定型装置 薄膜冷却定型装置是吹塑薄膜辅机的重要组成部分,它对薄膜生产产量和质量有很大的影响。目前,随着高效高速挤出机的出现,要提高产量,关键在于如何提高冷却定型装置的冷却效果,这已被实践所证明。
目前冷却定型装置种类繁多,按冷却部位不同可分外冷和内冷,即在膜管外表面进行冷却和在膜管内表面进行冷却两大系统。按冷却介质不同可分为空气冷却和水冷。国内多采用风冷和水冷对膜管外表面进行冷却。国外已采用内、外双面冷却,当然双面冷却的效果较好,也称为强力冷却。

图3-50 吹塑薄膜风环冷却流程图
图3-50所示为吹塑薄膜生产过程中采用风环外冷情况。冷却介质(空气)通过鼓风机风环以一定的速度和角度吹向刚从机头引出的塑料膜管,当高温的塑料薄膜与从风环出来的冷却介质相接触时,在薄膜与冷却介质的温差作用下,薄膜的大量热量传给冷却介质,并被带走,从而使薄膜温度下降得以冷却。
①普通风环的结构:常见的普通风环的结构如图3-51所示,它由上、下两部分所组成,即风环体与风环盖,用螺纹连接,旋转风环盖可改变出风口的间隙,使出风量大小改变。风环体通常有三个进风口,压缩空气从进风口沿风环切线方向同时进入。风环中设有几层挡风板,使进入的气流经过缓冲稳压以均匀的风压、风量和风速吹向膜管,保证薄膜厚度均匀。风环的吹出角一般取45°~60°。

图3-51 普通风环
②风环的安装:普通风环安装在机头之上,并且必须与机头同心,使冷却空气能等距离地吹到膜管外壁上。风环直接与机头口模相连接(连接时,要与机头口模绝热,以防止机头热量传入冷却空气),或与之保持适当的距离(一般为30~100mm),这要视物料的加工性能而定。风环内径为口模直径的1.5~2倍。风环的出口间隙一般为1~4mm,且应当可以连续调节大小。如果风环吹出风速太高,或风环与口模距离(径向距离)太近,会使膜管受冲击而抖动,影响薄膜质量。此时可重新调整风环出口间隙、径向距离等参数。
③双风口减压风环:它是减压风环的一种,图3-52为其结构示意图。它有两个出风口,风环中部设置了隔板,分为上下两个风室,并在上下风室间设置了减压室,减压室与数根调压管接通,通过转阀可与大气相通。为了出风均匀,在上下出风口前设置多孔板,且上下出风口分别由两个风机单独送风,出风口可分别调节。这种风环的工作原理是:当冷却空气自下风口吹向膜管后,很快就转为平行于膜管的气流向上流动,于是在膜管与减压室的环形空间中形成了一股高速气流,从而使得环形室间(上出风口之下位置)将出现负压效应(因高速气流带走一部分空气),该处的压力将依气流的流动状况而有不同程度的下降。局部的压力下降将使与减压室对应部位的膜管内外压差增大,于是膜管在离开口模不远处被提前吹胀,这是第一次吹胀。
一般说上风口的气流速度较高,吹出角也选择得较大,它的作用除了改变气流流态强化冷却外,对下风口的空气流还能起到携带作用,从而使负压效应更加明显。当膜管自负压区移出后,开始第二次膨胀。负压室还能起到自动调节膜管直径的作用,用转阀调节调压管的开启度(减压室与大气相通的调压管开启度大,空气进入减压室量大,减压室负压小;反之,负压大),可以控制负压区局部真空度,从而调节薄膜的厚度。这种风环比普通风环冷却效果要好,可以提高薄膜产量和质量。

图3-52 双风口减压风环
(4)人字板 人字板的作用大致有三个:一是使吹胀的膜管稳定地导入牵引辊,二是逐渐将圆筒形的薄膜折叠成平面状,三是进一步冷却薄膜。它由两块板状结构物组成,因呈人字形(如图3-53所示),故俗称人字板,其夹角可用螺钉调节,对平吹法人字板一般取30°,上吹法和下吹法约为50°。其结构种类较多,常用的有导辊式和夹板式。导辊式人字板由铜管或钢辊组成,它对膜管的摩擦阻力小,且散热快,但由于膜管内气体压力的作用,易使薄膜从辊子之间胀出,引起薄膜的皱折,且折叠效果差。水冷夹板式人字板结构可以避免上述缺点,而且冷却效果好。所谓水冷夹板式人字板就是两夹板通入循环冷却水,对夹板进行冷却的一种人字板。

图3-53 人字板结构
(5)牵引装置 牵引装置的作用是将人字板压扁的薄膜压紧并送至卷取设备,防止膜管内空气漏出,保证膜管形状尺寸稳定。牵引装置由一个橡胶辊和一个镀铬钢辊组成,镀铬辊为主动辊,与可实现无级变速的驱动装置相联。牵引辊的作用是:牵引、拉伸薄膜,使挤出物料的速度与牵伸速度有一定的比值(即牵伸比),从而达到塑料薄膜所应有的纵向强度,通过对牵引速度的调整以控制薄膜的厚度δ,使薄膜由管状成为折叠状,不引起折皱。
(6)卷取和切割装置 薄膜经牵引装置折叠成二层后,通过卷取切割装置,卷取并切割成一定重量(或长度)的薄膜卷,最后包装出厂。
①卷取装置:它的作用是将薄膜卷成卷,并且使成卷的薄膜平整无皱纹,卷边整齐。卷轴上薄膜应松紧适中,以防止薄膜拉伸变形,保证质量。因此,要求卷取装置提供适合的卷取速度,这个速度不随膜卷的直径变化而变化,并与牵引速度相匹配。故卷取装置必须能在超过10∶1的速度范围内以恒定张力卷取薄膜。
卷取装置的结构形式通常有表面卷取和中心卷取两种。如图3-54所示为表面卷取,它是由电动机通过带(或链)带动主动辊,卷取辊靠在主动辊上,依靠两者之间的摩擦力带动卷取辊将薄膜卷在卷取辊上。这种卷取又叫摩擦卷取,其卷取线速度取决于主动辊的圆周速度,而不受膜卷直径变化的影响,卷取张力取决于主动辊与膜卷之间的摩擦力的大小。由于主动辊位于卷取下方,实际上卷取张力也要受膜卷重量的影响。

图3-54 表面卷取装置

图3-55 摩擦盘的结构
中心卷取装置就是其传动系统直接驱动卷取辊进行卷取的一种卷取装置,这种装置可以卷取各种厚度的薄膜。薄膜厚度变化对卷取影响不大,也可以在高速下实现自动换卷。但由于卷取过程中膜卷直径d是逐渐增大的,在牵引速度恒定不变的情况下,要维持卷取张力不变,必须使卷取辊的转速随d的增大而降低,即保持卷取线速度不变。图3-55所示是一种最简单的方法,它能保持卷取张力基本不变。其工作原理是:链轮空套在卷取芯轴上,由牵引链轮通过链条来驱动。金属压板由滑键固定在卷取芯轴上,可轴向移动。弹簧用来调节摩擦盘中的摩擦片与链轮、金属压板之间的摩擦力,而这种摩擦力经调整固定之后,就可以使卷取辊卷取或者打滑而自动调节卷取速度,以适应恒定的牵引速度和卷取张力。
②切割装置:在用人工上卷的情况下,薄膜一般用剪刀手动切割。在高速、自动化水平较高的卷取装置中,必须设置自动切割装置。要求切割装置动作准确可靠,切断部分要有利于上卷。常用的自动切割装置有电热切割法,即用电阻丝加热将薄膜熔断,还有飞刀切割法等。
2.挤管辅机
塑料管材是挤出成型生产的主要品种之一。塑料管材又可分两类:一类是软质管材,另一类是硬质管材。管材的直径从几毫米到500mm。可用作管材的塑料有聚氯乙烯、聚乙烯、聚丙烯、ABS、聚酰胺、聚四氟乙烯等等。
挤出塑料硬管的流程如图3-56所示。塑化后的物料,经过机头芯棒和口模间的环形缝隙挤压成管状,紧接着进入定型装置(又称定径套)冷却定型,再进入冷却水槽中进一步冷却。充分冷却后的管子由可调节牵引速度的牵引装置均速拉出,最后切割成一定长度和壁厚的管材。

图3-56 挤出塑料硬管工艺过程
挤出塑料软管的工艺过程与挤出硬管的工艺过程有所不同,一般不设置定径套,而靠鼓入压缩空气来维持一定的形状,也可以自然冷却或喷淋冷却,并采用运输带或靠自重来达到牵引的目的,由收卷盘卷绕至一定量(一定重量或一定长度)时切断(参见图3-46)。
(1)定型装置 物料从口模中挤出时,还处于熔融状态,具有相当高的温度,大约在180℃左右,为了保证管子的几何形状不因自重作用而变形,以及达到尺寸精度和表面粗糙度要求,必须立即进行定径和冷却,使其温度显著下降而硬化、定型。
管材的定型装置按定径方法的不同可分两种,即外径定径法和内径定径法。而外径定径法又有多种,常用的有内压定径法、真空定径法。

图3-57 真空定径法
①内压定径法:图3-56所示为内压定径的挤管辅机工艺过程图,它的定径原理是:在机头芯棒上打孔,往塑管内通以压缩空气,由于气压的作用,使管壁与定径套内壁接触,定径套是采用水冷的,这样塑料管在其中冷却、硬化、定型,然后,进入水槽进一步冷却。其中塞子的作用是封气,使管内气压达到一定的值(一般为28~280kPa),而塞子用链子与芯棒相接,以使塞子不被压缩空气推出。用此法定径可避免管材的拉伸作用,定径套结构简单,管子外表面光洁度好;缺点是操作较复杂,塞子垫片容易磨损,需经常更换,不宜用于小管径管材的生产。
②真空定径法:这种定径装置见图3-57,它是由真空定径套、冷却水槽、真空泵、电动机及管道等组成。其定径原理是:通过在真空定径套里抽真空,利用真空孔把管子吸住,使管子外壁和真空定径套的内壁紧密接触,以确保管子定型,并在第一真空段前面设一冷却段,以防止挤出物黏在定径套壁上。这种定径套上开有很多抽真空小孔,其直径为0.5~0.7mm。真空度一般控制在300~500mmHg柱。其优点是:定径效果较内压定径好,管材外表面光滑,不存在更换塞子和压力控制等问题,易于操作,生产稳定,管子内应力小,废料较少;缺点是:管径较大时,靠抽真空产生的吸力难以控制圆度,抽真空设备成本增大且须配用牵引力较大的牵引装置,防止牵引打滑。
这里仅介绍上述两种定径法,其他定径法原理可查阅有关资料。
(2)冷却装置 管子由冷却定型装置出来时,并没有完全冷却到室温,如果不继续冷却,管子径向存在的温度梯度会使原来冷却的表面层温度又上升,引起变形。因此,必须继续冷却,排除制品中的余热。冷却装置就是起到进一步冷却管子,使之冷却到室温的作用,这种装置一般可分两种:水槽冷却和喷淋水箱冷却。水槽冷却一般分2~4段,长2~3m,一般通入自来水,从最后一段水槽通入,使水流方向与管子运动方向相反,以使冷却缓和,减少管子内应力。喷淋冷却的喷淋水管可有3~6根,均布在管子周围,在靠近定径套一端喷水孔较密。如果喷淋冷却装置设计合理,其冷却效果较好。近年来设计了一种高效的喷雾冷却箱,其结构就是在喷淋冷却的基础上,采用喷雾头来代替喷淋水头。通过压缩空气把水从喷雾头中喷出,形成雾状水粒接触管材表面而受热蒸发,带走大量的热量,因此冷却效率大为提高。
(3)牵引装置 它的作用是给由机头出来的已初具形状和尺寸的管子提供一定的牵引力和牵引速度,均匀地引出管材,并通过调节牵引速度来调节管子的壁厚。牵引速度快,管子壁厚变薄;反之,管壁变厚。因此,牵引速度必须能在一定的范围内进行无级平缓地变化(调速),一般它的速比为1∶10。牵引力也必须能保持恒定,不能有一推一拉的现象,否则也会在管材表面形成波纹状。牵引装置对管子的夹持力必须可调,以使薄壁管材不产生永久变形。牵引装置一般有橡胶带式、滚轮式、履带式,其具体结构在此不一一叙述。
(4)其他装置:包括切割装置、卷取装置等。
切割装置:如果是挤出硬管,当管子挤到一定长度后要切断,这就需要切割装置。要求切割装置切断过程中,断面尺寸准确,切口整齐。切割装置有手动切割和自动切割两种。自动切割机一般配有管子夹持器,在切割过程中切割机要能随管子以牵引速度移动,直至切割完毕,即锯座要随管子的输送而移动。切割机又有圆盘式和行星式。其中圆盘式适用于较小直径的管子,而行星式适用于大直径管子的切断。
卷取装置:如果挤出软管,就要配置卷取装置,将成型后的软管卷绕成卷,并截取一定长度,包装出厂。
3.板(片)辅机
塑料板(片)材可用挤出法、压制法、压延法生产。我们这里仅介绍挤出法生产板材的过程。目前我国用挤出法生产板材的塑料有:聚氯乙烯、聚苯乙烯、ABS、聚碳酸酯、聚酰胺、聚乙烯、聚丙烯等。板(片)材成品宽度一般为1~1.5m,最大宽度可达3~4m。
由于板和膜之间没有严格的界限,因此,挤板设备和挤膜(片)设备在结构上的差别不大,都采用狭缝机头挤出熔料。通常我们把厚度在0.25mm以下的称为膜,厚度在0.25~1mm之间的称为片材,而将厚度大于1mm的称为板材。
图3-58所示为板材挤出工艺过程示意图,当熔料从狭缝机头中挤出成型为一定形状的板坯后,直接进入三辊压光机压光并冷却定型(压光辊内部通水冷却),再在导辊上进一步冷却,然后由切边装置进行切边,使之宽度符合规格,经二辊牵引机后即可切割成所需长度规格的板材,最后由卸料装置把产品堆集起来。

图3-58 板材挤出工艺过程示意图
根据前述挤板过程可知,挤板辅机包括压光机、导辊、切边装置、牵引装置、切割装置和卸料装置等。
(1)压光机 自狭缝机头挤出的板坯温度较高,立即进入三辊压光机,由三辊压光机压光并逐渐冷却,三根压光辊内均可通入冷却介质。三辊压光机还能起到一定的牵引作用,调整板材各点速度以保持一致,保证板材的平直。三辊压光机的第一辊的作用是与第二辊一起对经机头挤出后已成板坯的物料施加压力,把板坯压成所需要的厚度,使其厚度均匀,表面平整。第二辊除上述的任务外,还将板材压光以提高表面光洁度,并使板材冷却定型。因此,辊的表面须镀铬、抛光。第三辊起压光和冷却作用。
三辊压光机的驱动形式通常也有三种:链传动、齿轮传动、蜗轮蜗杆传动,且三辊的速度保持同步。为了适应不同挤出量和机头狭缝,压光辊的线速度一般要在较大范围内可调。三辊压光机的三辊也有多种排列法,但以图3-58所示排列居多。
三辊压光机与机头的距离应尽可能小,一般取5~10cm,这样可以减少板材内应力,减少收缩。若离得太远,机头与辊筒之间的挤出板坯容易下垂,特别是厚度较大时,易发生皱折,同时易散热冷却,对压光不利。
(2)牵引装置 由压光辊出来的板在导辊的导引下进入牵引装置。牵引装置一般由一个主动辊(钢辊位于下方)和一个外包有橡胶的被动辊组成。两辊之间的压紧力靠弹簧压紧产生,其大小可调。牵引装置的作用是将板均匀地牵引至切割装置,防止压光辊处积料,并将板压平。要求其牵引速度与压光辊同步,或稍微小于压光辊速度,因为冷却会使板材收缩。牵引速度应能无级调节。
(3)切割装置 板材的切割包括切边和切断。板材挤出成型过程中,两边的厚度往往会不均匀,也不整齐,故两边要切去一部分,使之满足幅宽的要求。切边装置通常采用圆锯片或圆盘剪切刀进行切边。其中,厚度大的硬板用圆锯片切边为多,但噪声较大,锯屑飞扬,切断口有毛边,效率低,能耗大。对于厚度小的软板(片)通常用圆盘剪切刀切边,特点是切裁速度快,效率高,无噪声和飞屑,工人劳动条件好。长度方向的切断也有两种结构,一种是将圆锯片切刀倾斜一个角度放置,按输送速度和切刀进给速度的合成速度进行切断;另一种采用剪床切断的方法。
(4)卸料机构 它的作用是将切断后的制品堆集起来,主要是为了减少操作人员的劳动强度。它能实现制品自动整齐堆放,以利于包装和运输。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











