



37 制程能力的调查
能力强,可代表参加奥运,得金牌机会大,能力不强,只能参加小小运动会,制程能力强,做出来的制品必能满足顾客的要求,如何提高制程能力是管理干部最重要的课题。
一、何谓制程能力
在工厂制造产品最重要的是,要能做好品质保证,获得顾客的满意与安心,而影响产品品质的要素有人、机、料、法、环,即所谓的4M1E。
因此选择最适当的4M1E并予以标准化,在制程稳定之下,生产出了制品。该制品能否获得顾客的满意及安心呢?其程度如何?也就是说,在这种4M1E的制程,其能力够不够?足不足?谓之制程能力,一般以制程能力指数(Cp)或偏差的制程能力指数(Cpk)表示之。
二、平均值与标准差
我们已了解,在正常的制程中制造出来的产品,其某特性品质可做得直方图。如果数据个数增加到很大,直方图就可成为一种中间高,两边对称如钟形的常态分布曲线,平均值是落在最高处,如将之与规格分差比较,可得如下图:
设规格公差为100±10
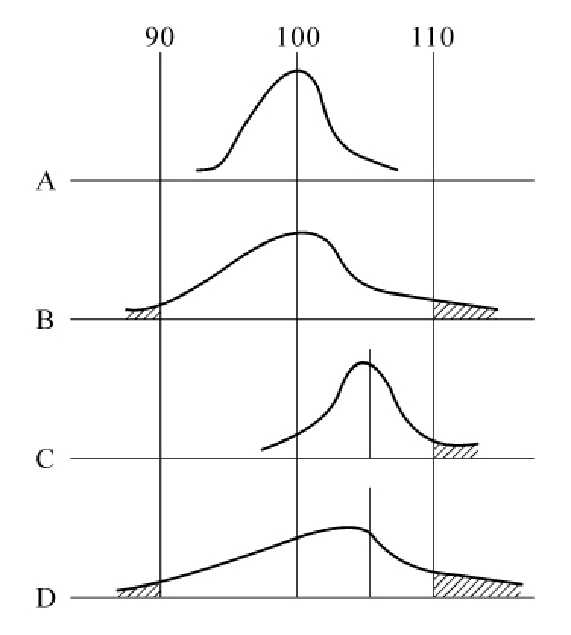
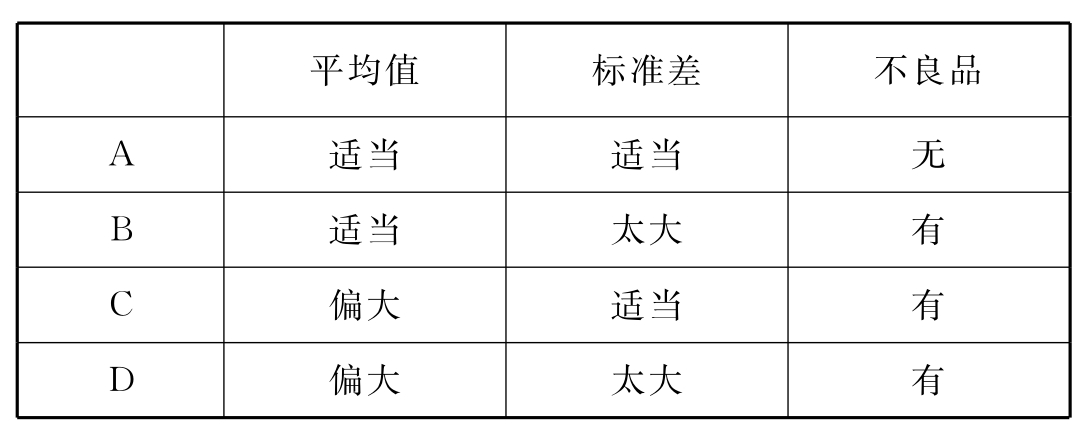
再将此四种状况以平均值及标准差解释如下:
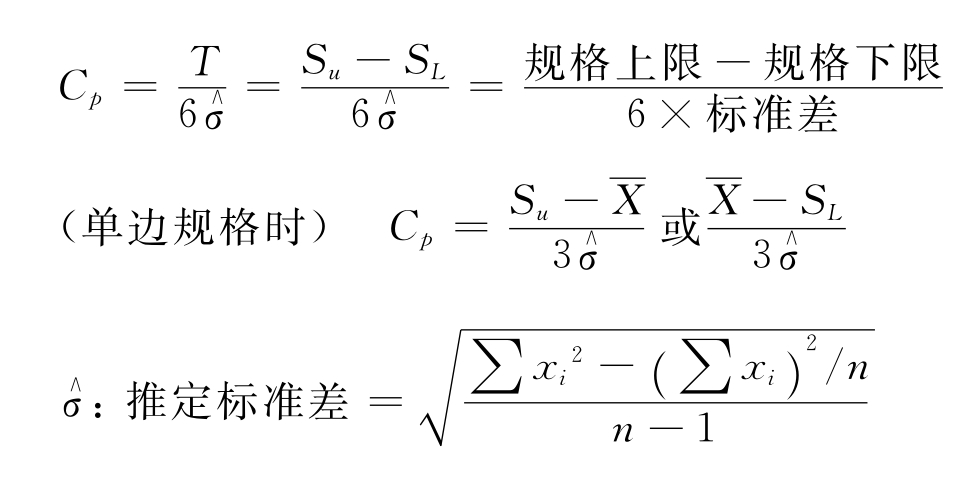
三、可计算Cp、Ca及Cpk以了解制程能力,作为改善制程之参考
Cp:制程能力指数
(双边规格时)
对Cp之判定

设:品质规格为60±6, =59=59,σ=1.4
=59=59,σ=1.4
则:
Ca(准确度):
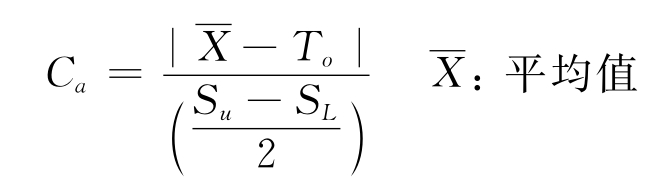
To:规格中心
Su:规格上限
SL:规格下限
设:品质规格为60±6, =59,
=59, =1.4
=1.4
则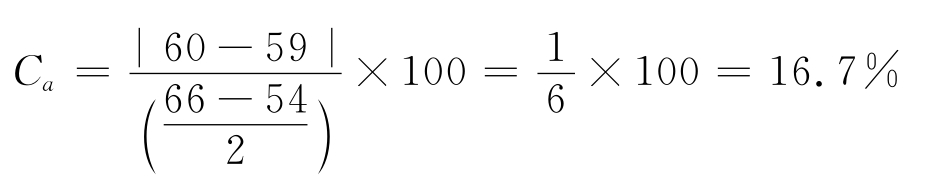
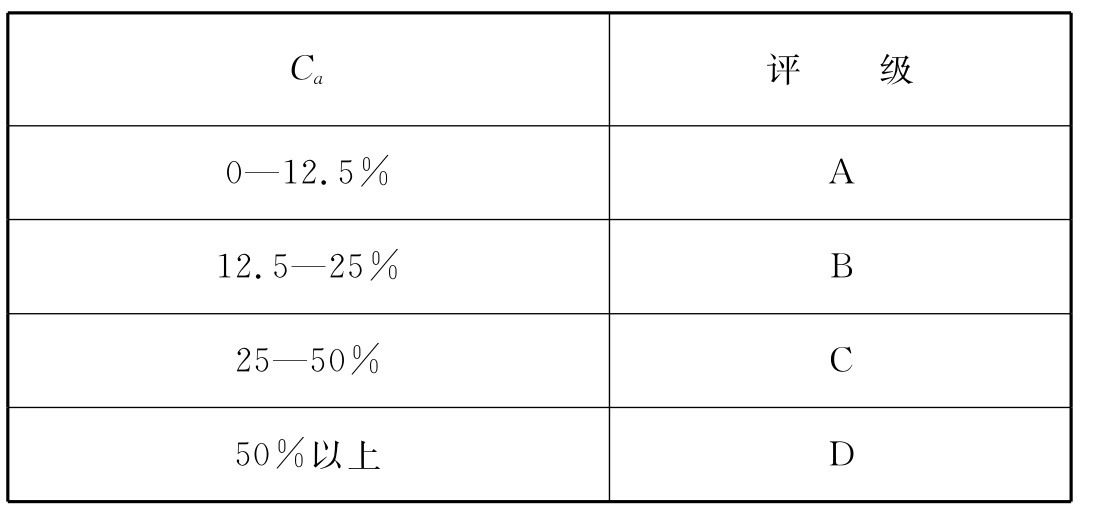
Ca之评级
Cpk(偏差的制程能力指数)
Cp愈大愈好,Ca愈小愈好,易言之, 愈小愈好,
愈小愈好, 愈靠近规格中央愈好。
愈靠近规格中央愈好。
又,设Cp=1.33,依判定表虽为合格,但其先决条件应是指平均值与规格中心,甚为靠近或相等时,如果平均值离规格中央甚远时,虽Cp=1.33,仍有不良品。
为能将Cp及Ca两者同时考虑,就应以Cpk作综合评价。
Cpk=Cp(1-Ca)
当Ca≥1时,Cpk=0。
就以上例言之:
规格为60±6, =59,
=59, =1.4
=1.4
求得Cp=1.428
Ca=0.167
Cpk=Cp(1-Ca)=1.428(1-0.167)
=1.428×0.833=1.189
可判定为“警告”或“危险”。
表示该制程能力处在警告或危险状态,很有可能产生不良,应缩短抽检频率,格外注意。最好的方法是进行制程改善,使Cp/Cpk≥4/3就可更安心了。
读者们学会Cp、Ca与Cpk后,可就自己现场的某工程收集制品数据,并计算看看其制程能力足或不足,如不足,应进行制程改善。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










