



16 做好制程管理

野马是不照理出牌的,没人敢骑,制程如没有管好,就会像野马,时好时坏,称之为制程不在管理状态,一定要先把制程做妥善管理,使之达“制程在管制状态内”,就如同驯马了。
一、品质不是检查出来的
制程管理,顾名思义,就是制造过程的管理。很多人误以为只是适用于制造现场,其实不然,也适用于其他作业,如行政、采购、文书等等的作业过程的管理,恩师台湾钟朝嵩教授就广义的称之为“作程管理”,也就是指过程管理、流程管理,从一开始就把每一道工序管理好之意。
我们公司生产的制品,皆经过严格的检查,品质有保证……这是不正确的说法。
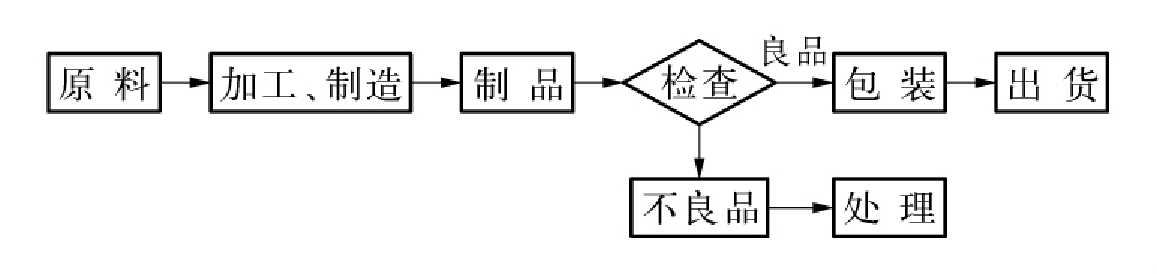
检查,只是把已做出来的制品,依标准做检查,分出良品与不良品,良品包装,入库、出货,不良品则做修理、报废等处理。易言之,不良品在检查之前已形成了,无论如何严格的检查,均无法使不良品变良品的。
检查时是要经过抽样、测定、判定、统计等,其中含有抽样误差、测定误差,以及一些人为的误差。尤甚者,检查测定的项目是否就是顾客关心的项目呢,也是一项很重要的课题。因此,所谓的“经严格的检查做好品质保证”是不正确的。
品质不是检查出来的,品质是制造出来的。
要做好品质保证,就要做好制程管理,即从一开始到最终制品的所有过程都要做好管理,那么做出来的制品(结果)的品质,就得以控制,容易达到品质保证的地步。
制程,简单讲,也就是4M1E(人、机、料、法、环)。即使由同一个人、同一台机器、同一批原料、同一种方法等等制造的东西,仍然不可能有2个或2个以上完全相同的制品,就是因为随时随地都有变异存在着。
二、为什么会有变异呢
变异来自两种:一为偶然原因的变异,另一为异常原因的变异:
偶然的变异 异常的变异
●同一熟练工的变异 ●生产造成的变异
●同一批原料内的变异 ●原料批间的变异
●同一台机器内的变异 ●设备磨损或调错
●很多,但影响皆很小 ●很少,但影响却很大
●要避免很不经济 ●一定要避免
●只能尽量使之最小
如将某一制程制品测量所得的某特性,如尺寸、重量、温度、纯度、不良率等,依时间序列打点作图,可得如下之推移图:
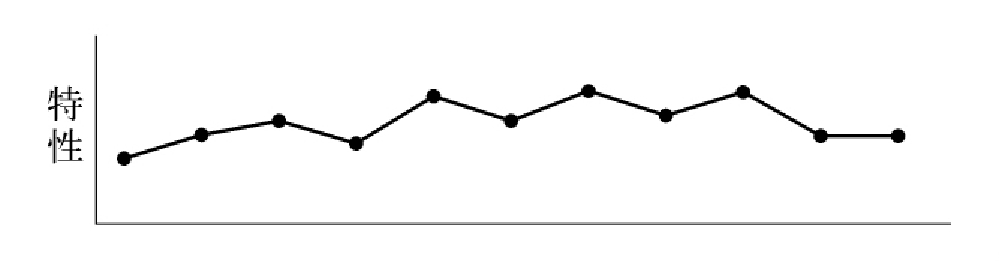
每一个点都会上上下下的跳动,其跳动就是因4M1E的变异产生的,有些是由偶然变异产生,有些是由异常变异产生,如果是因偶然原因产生的变异,可暂时予以忽略,继续运作,不必做任何处理。但如果是因异常原因造成的变异,则应尽速查明原因,对症下药,做妥善的处理,使制程恢复正常。
三、管制图判定制程是否异常
如何判定哪一个点是因偶然原因或异常原因造成的呢?可简单的由管制图的三条线来判定。
在1924年,舒瓦特(Dr.WA.Shewhart)博士所提出,即根据过去一连串的数据(约25组)可计算出中心线(CL)、管制上限(UCL)及管制下限(LCL)等三条线。当点在三条线范围内作不规则跳动时,这些点的变异是来自偶然的变异,这时的制程称之为“制程在管制状态内”,此时所生产的制品,虽然不可能完全一样,但一定会落在某一范围内,是可以预测的。当点有超出界限外,或其他一些异常跳动时,均属异常,此时所制造出来的制品品质就忽高忽低,很不稳定,根本不能预测,就如同一头野马。此时的制程称之为“制程不在管制状态内”。
此三条线(UCL、CL、LCL)的计算公式及制程是否异常之判定,请参阅本书有关“管制图”章节。
四、制程异常的处理
当发现有点是由异常原因所造成,表示制程发生了异常,必须立即做处理,避免制造出太多的不良品,其处理的方式:
●当发现点的跳动正常时,可继续生产运作,不需做任何处理。
●当发现有点超出界限,或异常的跳动,操作员应立即调查5M1E有无问题,并加以改正,操作员如自行处理有困难时,应尽速上报班长上司。
●班长上司要应随时查看管制图点的变化,发现异常时,也应即调查操作是否已自行处理改正。如操作人员不能及时处理,则班长应指示处理方法,并将异常原因及处理作法注明在管制图备注栏内。如果班长也无法处理,则应立即上报课长上司。
●发生异常时,应分应急处置及再发防止处置。
应急处置:立即将异常现象消除,使不再继续恶化。对已产出的制品亦要调查,如有品质上的问题,应做适当处理。
再发防止处置:将异常原因消除,避免异常之一再发生。
●切记,发现异常及其处理应作记录,异常追查联络单是经常被使用的。
五、制程异常原因的调查
从标准作调查:
查查人员是否有遵守标准作业,如果“有遵守”,就表示标准有问题,应设法修订。如果“无遵守”,再看人员是否了解标准,如果“不了解”,更就加强教导,如果“了解”,人员了解标准,却又不遵守。是否所订标准不合理,如“是不合理”,要应将标准作修订,如经检讨标准并无不合理现象。才可归入“人”的因素。有些工厂,发现有异常,马上对人员作惩处,那是不正确的作法。
从4M1E或5M1E作调查:
人、机、料、法、环是4M1E,另加一个测定(Measurement)就是5M1E。5M1E及发生异常的时间作对照解析,查查是否有什么变化?
人:换人吗?因某事影响心情吗?
机:换机吗?换零件吗?刚维修过吗?
料:换料吗?换批吗?换供应商吗?
法:方法换了吗?温度、压力、条件换了吗?
环:环境有变吗?隔壁、附近有异常吗?天气呢?
测定:测定仪器换了吗?测定人,测定方法变了吗?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









