



9.10.2 焊接变形及控制技术
金属结构在焊接过程中产生的焊接应力和各种焊接变形,往往使焊接产品如船体的结构部件及分段的结构部件质量下降,而且使下一道工序无法顺利进行。更严重的是焊接应力或焊接残余应力会造成裂纹,即使不造成裂纹也会降低焊接结构的承载能力和使用寿命。有时,焊接变形造成焊件尺寸、形状的变化不仅要在焊后化大量精力进行复杂的矫正,严重时,甚至会使焊件报废,因此,研究焊接变形及控制技术也是船舶焊接技术中的一项主要研究方向,通过研究找出变形规律采取科学的控制措施大大减少焊接变形所造成的危害。
9.10.2.1 变形的形成、种类与危害
1)变形的形成
焊接是一个加热和冷却的热循环过程。焊接时,在金属受热和冷却的整个热循环的温度范围内,随着温度的变化,金属的物理性能和力学性能也随之发生剧烈变动。例如,随着温度(≥300℃)的提高,低碳钢的塑性明显提高,而它的强度却随着温度的升高而会快速下降。焊接时的应力和变形的形成主要取决于焊接热过程,以及焊件在焊接过程中所受的拘束条件。
2)变形的种类
(1)纵向收缩变形和横向收缩变形。焊缝及其附近加热区域的纵向收缩和横向收缩所产生的平行于焊缝长度方向和垂直于焊缝长度方向上的变形。如图9.10-2所示。
焊后产生的纵向变形主要是纵向缩短,焊缝的纵向收缩量一般随焊缝长度的增加而增加。另外,母材线膨胀系数大,其焊后焊缝纵向收缩量也大,如不锈钢和铝合金的焊后收缩量就比碳钢大。多层焊时,第一层引起的收缩量最大,这是因为焊第一层时焊件的刚性较小。如果焊件在夹具固定的条件下焊接,其收缩量可减少40%~70%,但焊后将引起较大的焊接应力。

图9.10-2 纵向和横向缩短示意图
焊后产生的横向变形主要是横向缩短。其原因是由于焊接时的不均匀加热又因钢板的自重等原因,而使焊缝和母材的受热部分在膨胀和冷却收缩时都受到拘束,与纵向焊接变形原因类似,最终导致焊后产生横向缩短。一般对接焊的横向收缩,随着板厚的增加而增加;同样板厚,随着坡口角度增大,横向收缩量也会增大。在焊接生产实践中,同样一条对接直缝,如果在焊接次序和方向上不同,也会出现不同的横向变形。
(2)弯曲变形。弯曲变形常见于焊接梁、柱、管道等焊件,是由纵向收缩变形和横向收缩变形共同作用下所产生的。弯曲变形的大小以挠度f数值来度量,f是焊后焊件的中心轴偏离焊件原中心轴的最大距离,如图9.10-3所示。显然,挠度越大,弯曲变形越大。
![]()
图9.10-3 弯曲变形的量度示意图
(3)角变形。由于焊接时,在钢板厚度方向上的温度分布不均匀,温度高的一面受热膨胀较大,另一面膨胀小甚至不膨胀,导致焊接面膨胀受阻,出现较大的横向压缩性变形。在冷却时就产生了在钢板厚度方向上收缩不均匀的现象,施焊的一面收缩较大,另一面收缩小。这种在焊后由于焊缝的横向收缩使得两连接件间相对角度发生变化的变形称为角变形(见图9.10-4)。角边形造成了焊接构件的平面偏转而翘起。一般在堆焊、对接焊、搭接焊和T形接头的角焊时往往会产生角变形。

图9.10-4 几种焊接接头的角变形图
(4)波浪变形。波浪变形,一般容易在薄板焊接构件中产生。造成波浪变形的原因有两种:
一种是由于薄板结构焊接时的纵向和横向的压应力使薄板失去稳定而造成波浪形的变形,如图9.10-5(a)所示;另一种原因是由角焊缝的横向收缩引起的角变形造成,如图9.10-5(b)所示为船体隔舱板结构焊后产生的波浪变形。
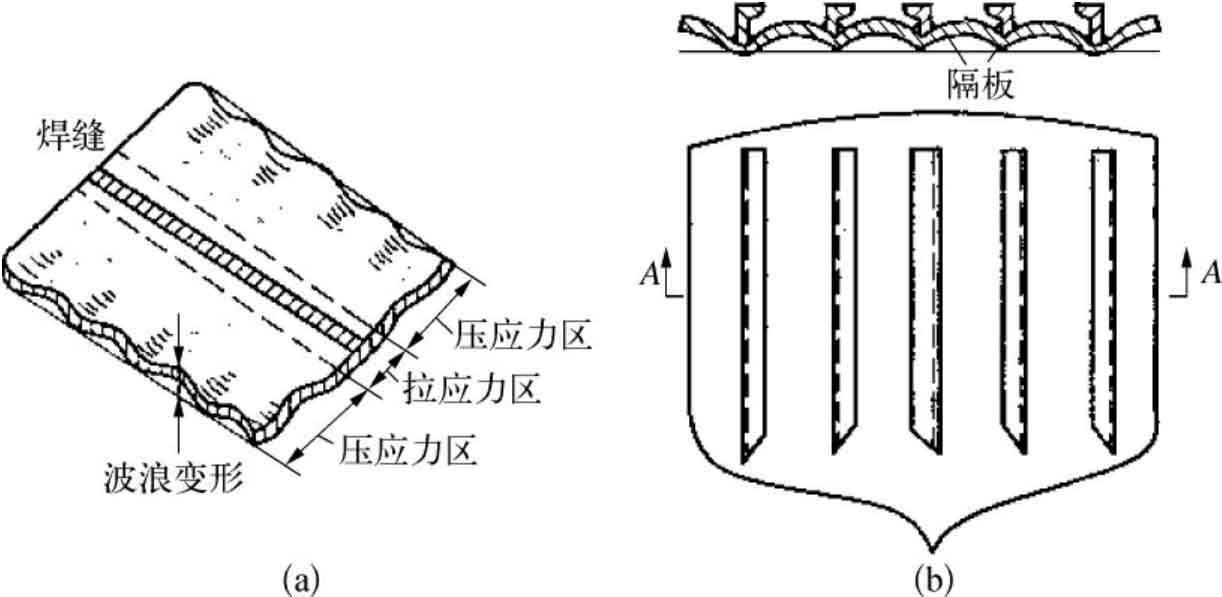
图9.10-5 薄板焊接的波浪变形示意图
(5)扭曲变形。产生扭曲变形的原因很多;如装配质量不好,即在装配之后焊接之前的焊件位置和尺寸不符合图样的要求;构件的零件形状不正确,而强行装配;焊件在焊接时位置搁置不当;焊接顺序及方向不当;图9.10-6显示了三种构件焊接的扭曲变形。

图9.10-6 扭曲变形示意图
3)焊接变形的危害
降低了装配质量,会造成焊接错边;增加制造成本,降低接头性能;降低结构的承载能力,甚至导致产品报废;影响了结构尺寸精度和外观质量。
9.10.2.2 控制焊接变形的措施
1)选择合理的装焊顺序
焊接结构的装焊顺序对结构的变形有较大的影响,所以采用合理的装焊顺序,对于控制焊接变形尤为重要。对于那些不能采用先总装后焊接来控制焊后变形的船舶结构也应选择较佳的装焊顺序,以达到控制变形的目的。
2)采用不同的焊接方向和焊接顺序
其中常用的有对称的焊缝对称焊接法。潜艇耐压壳体的环缝焊接就是一个比较典型的对称焊接法实例。如图9.10-7所示。

图9.10-7 圆筒耐压壳体对接焊接顺序图
3)不对称的焊缝先焊焊缝少的一侧
对于不对称焊缝的结构,采用先焊焊缝少的一侧,后焊焊缝多的一侧,使后焊造成的变形足以抵消先焊一侧的变形,以使总体变形减小。对于结构中的长焊缝,如采用连续的直通焊,将会造成较大的变形。这主要是由于焊缝受到长时间加热并且在一个方向上所造成的,为了减少变形通常会采用退焊法和跳焊法,每段焊缝长度选为100~350mm较为适宜。
图9.10-8所示为各种不同焊接顺序的对接焊方法。

图9.10-8 各种不同焊接顺序的对接焊方法示意图
4)反变形法
根据生产中已经发生变形的规律,预先把焊件加工形成一个变形,使这个变形与焊后发生的变形方向相反而变形量相等,以达到防止产生焊接变形的方法称为反变形法。反变形量都有不同的经验数据而且又随着焊接方法的不同而不同,因此,这是各企业专用的工艺方法不可强制统一。
5)焊接变形的矫正方法
在焊接结构生产中,虽然尽一切努力来防止焊接变形的产生,但总是免不了在一些结构中要出现焊接变形,有的甚至还很严重,因此,焊后变形的矫正是必不可少的一种工艺措施。在造船生产中常用的矫正方法有:
机械矫正法、火焰矫正法,在火焰矫正法中又有点状加热矫正法和线状加热矫正法、三角形加热法。火焰矫正法中采用氧-乙炔焰或其他气体火焰(一般采用中性焰)以不均匀加热方式引起结构变形来矫正原有的焊接变形。火焰矫正法在使用时,应控制温度和重复加热的次数。这种方法不仅适用于低碳钢结构,而且还适用于部分普通低合金钢结构的矫正,塑性较好的材料可以用水强制冷却,易淬钢除外。
9.10.2.3 热弹塑性有限元法预测焊接变形
随着计算机技术的发展与应用,目前已形成了一种采用热弹塑性有限元计算的方法来预测焊接变形的技术,通常有三种方法可以确定焊接失稳变形的大小:①采用大变形的三维热弹塑性有限元方法;②采用小变形线性和非线性的热弹塑性有限元方法;③采用基于固有应变等效载荷的有限元方法。
对于简单结构,大变形的三维热弹塑性有限元方法是可行的方法,但对于大型结构,计算工作量非常大,难以满足实际的需要。第二种方法主要是通过二维热弹塑性有限元方法获取残余应力的分布,随后将残余应力等效为热载荷,最后,进行增量热载荷方式下的失稳条件与变形大小分析。显然,二维热弹塑性有限元计算残余应力可以减少计算时间。第三种方法是固有应变也可以等效为热载荷,并应用到分析失稳条件与变形的预测中,实践证明是一种预测焊接变形的好方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










