



【摘要】:横焊时,由于重力作用,上部末端易产生咬边现象,而下部末端易产生未熔合和焊瘤等缺陷。为了防止熔敷金属下垂,横焊时握持焊枪要保持焊枪角度为100°,如图4-94所示。横焊时,焊枪与焊接方向成70°~80°,焊丝向上倾斜15°~20°,焊丝与板面成30°~40°,如图4-95所示。填丝要对准熔池中的上方,采用如图4-96所示的运条方式,如果操作不当,填丝熔化金属流入熔池过量,则会在焊缝下端产生焊瘤,焊缝外观恶化。
五、对接横焊技术
1.握持焊枪方法
横焊时,由于重力作用,上部末端易产生咬边现象,而下部末端易产生未熔合和焊瘤等缺陷。为了防止熔敷金属下垂,横焊时握持焊枪要保持焊枪角度为100°,如图4-94所示。
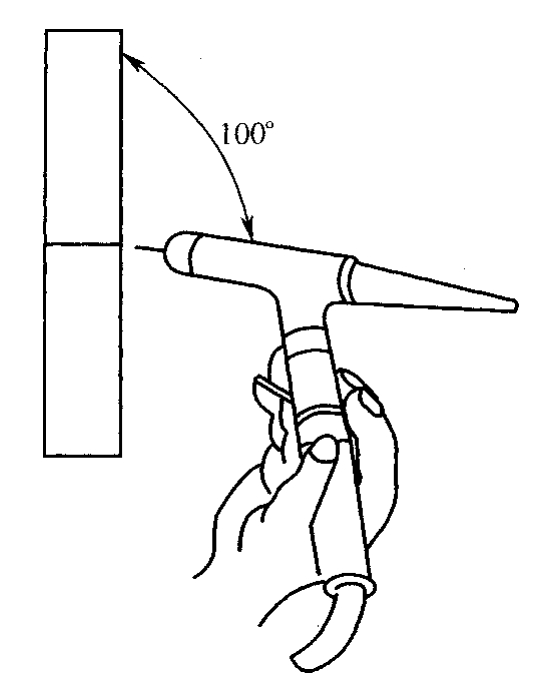
图4-94 横焊握持焊枪方法
2.焊枪及填丝角度
横焊时,焊枪与焊接方向成70°~80°,焊丝向上倾斜15°~20°,焊丝与板面成30°~40°,如图4-95所示。
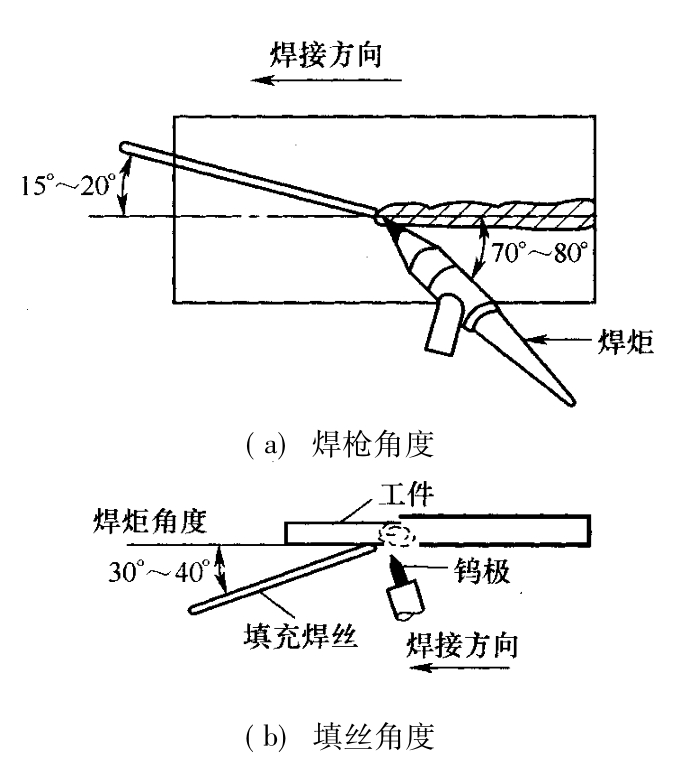
图4-95 横焊焊枪及焊丝角度
3.填丝方法
填丝要对准熔池中的上方,采用如图4-96所示的运条方式,如果操作不当,填丝熔化金属流入熔池过量,则会在焊缝下端产生焊瘤,焊缝外观恶化。
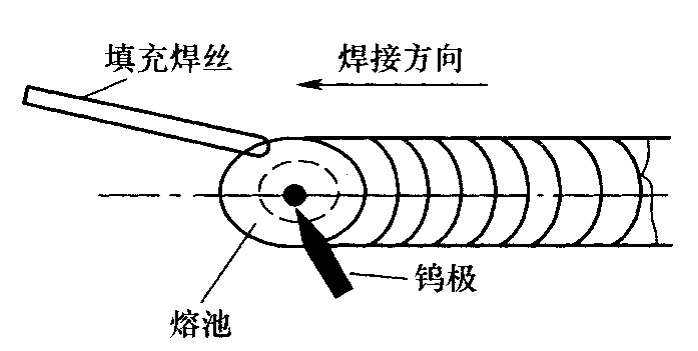
图4-96 立焊填丝方法
4.弧坑填充
横焊弧坑填充方法与立焊相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










