



7.3 回流焊接技术
回流焊又称再流焊,是指通过炉内热风回流,熔化预先漏印到印制电路板焊盘上的焊膏而形成焊点,在焊接过程中不再添加任何额外焊料的一种焊接方法,现已成为表面贴装技术的主流工艺。回流焊与波峰焊相比,具有以下优点:
(1)焊膏能定量分配,精度高,焊料受热次数少,不易混入杂质且使用量相对较少;
(2)适用于焊接各种高精度、高要求的元器件;
(3)焊接缺陷少,不良焊点率低。
回流焊接技术按照加热方法不同,通常可分为三大类,即热风红外回流焊、汽相回流焊和激光回流焊。
7.3.1 热风红外回流焊
在印制电路板上涂敷了焊膏并贴装元器件后,通常放在热风红外回流炉中进行焊接。回流炉中具有多种红外加热器,并以热辐射的形式向印制电路板传送热能;在回流炉中还设有热风系统,使炉温更均匀、更合理,能形成符合工艺要求的温度曲线。通常把红外回流炉中实现焊接的过程称为热风红外回流焊。
热风红外回流焊炉通常由四个温区组成,第一和第三温区配置了远红外加热器,从第一到第三温区各配置了热风加热器。第一温区的温度上升范围通常由室温到150℃,第二温区的加热起保温作用,第三温区才是焊接温区。设置多个温区的目的是保证印制电路板在充分良好的状态下完成焊接过程。热风红外回流焊炉的结构如图7-2所示,由远红外加热器、强制对流系统、印制电路板传送系统、温控系统等组成。
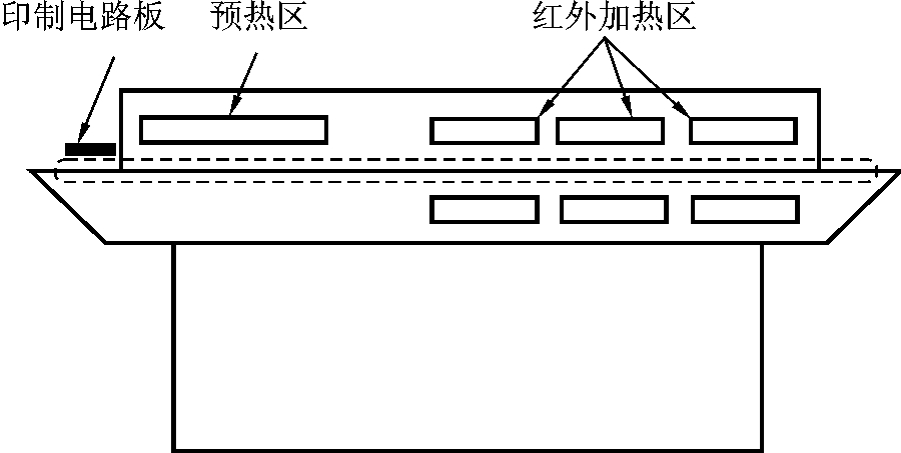
图7-2 热风红外回流焊炉结构
1)远红外加热器
远红外加热器的种类很多,大体可分两大类:一类是红外灯和石英灯管式加热器,它们能直接辐射热量,又称一次辐射体;另一类是陶瓷板、铝板和不锈钢板加热器,加热器铸造在板内,热能首先通过传导转移到板面上来。管式加热器具有工作温度高、辐射波长短和热响应快的优点,但因加热时有光的产生,故对焊接不同颜色的元器件有不同的反射效果,同时也不利于与强制热风配套。板式加热器的热响应慢、效率稍低,但由于热惯量大,通过穿孔有利于热风的加热,对被焊元器件面也比前者有明显的优越性。因此,目前销售的回流炉中,加热器几乎全是采用铝板或不锈钢板的板式加热器。有些制造厂商还在其表面涂有红外涂层,以增加红外发射能力。
能焊接幅宽400mm印制电路板的回流炉中,每片加热器的功率为3~4kW。整机功率为30~40kW,开机后的维持功率约为20kW。
2)强制对流系统
安装风扇使热能对流,保证回流炉内各个区域的温度均衡一致。有条件时应首选切向风扇对流系统。
3)印制电路板传送系统
回流炉的印制电路板传送系统有三种。
①耐热四氟乙烯玻璃纤维布传送系统。它以0.2mm厚的四氟乙烯玻璃纤维布为传送带,运行平稳、导热性好,但不能连接,仅适用于小型并且是热板红外型回流炉。
②不锈钢网传送系统。它把不锈钢网张紧后成为传送带,刚性好、运行平稳,但不适于双面印制电路板焊接,也不能连接使用,故使用受到限制。
③链条导轨传送系统。这是目前普遍采用的方法,链条的宽度可实现机调或电调,印制电路板放置在链条导轨上,可实现连线生产,也能实现印制电路板的双面焊接。
选购时应观察链条导轨的运行平稳性,是否进行了耐温处理,链条导轨本身是否带有加热系统也是不能忽视的问题,因为导轨也参与散热,并直接影响印制电路板上的温度,通常应选用带有导轨加热器的产品。此外还应考虑导轨本身材料的耐热性,否则长期在高温下工作会生锈和变形。链条导轨的一致性也不可忽视,精度差有时会导致印制电路板在炉腔中脱落。故有的回流焊炉还装上不锈钢网,做成网链混装式,可防止印制电路板脱落。
4)温控系统
带有炉温测试功能的温控系统,不管是用控温表控制炉温,还是用计算机控制炉温,均应做到控温精度高。
焊接时,印制电路板板面温度要比焊料熔化温度高30~40℃,以保证焊料的润湿性及在一定时间内完成焊接工作,温度不适当会导致元器件焊接质量差,甚至损坏元器件。因此在新产品的生产过程中,应反复强调炉温,并得到一条满意的焊接温度曲线。
温度曲线是指印制电路板通过回流炉时,印制电路板板面的温度随进程不同而变化的曲线。将温度测试仪的热电偶设置在印制电路板板面上,选取3~6个测试点,可测量炉内的实际温度曲线。测试点由吸热最大的点位和吸热最小的点位来决定,并以它们的温度表示印制电路板板面上的焊接温度。影响温度曲线形状的关键参数是传送带的速度和每个温区的温度。带速决定了印制电路板停留在每个温区的持续时间,增加通过温区的时间,可使印制电路板上的温度更接近所设定的温度,每个区的温度则影响印制电路板的温度上升速度。在热风红外回流炉中,只要适当调控热源的温度,就可以方便地调节印制电路板上的温度。热风红外回流炉中,温度曲线通常由四个温区组成,即预热区、活性区、回流区、冷却区,如图7-3所示。回流炉的温区越多,越容易使温度曲线达到理想状态。
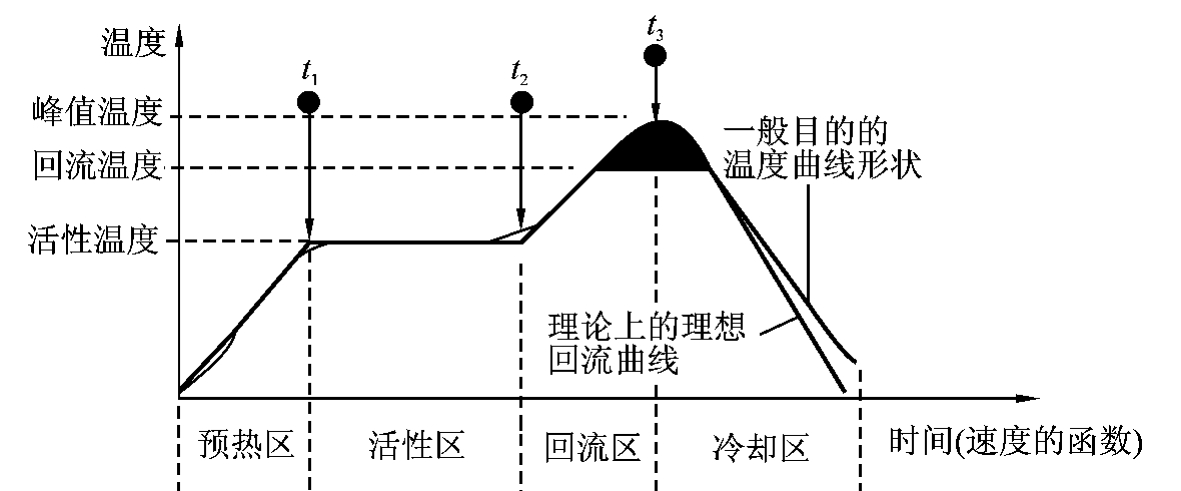
图7-3 回流炉的温度曲线
①预热区,即从室温升至150℃的区域。在这个区域内印制电路板平稳升温,升温速率为2~3℃/s,通过该区的时间为60~90s。在预热区,焊膏中的部分溶剂能够及时挥发掉,元器件特别是贴片阻容元器件缓缓升温,以适应以后的高温。但印制电路板表面温度由于元器件大小不一,热容量不一,因而温度有不均匀的现象。
②活性区,即温度维持在150~160℃的区域。此区中焊膏的挥发物将进一步被去除,活化剂开始激活,并有效地去除焊接表面的氧化物。印制电路板板面温度受热风对流的影响能保持均匀,锡膏处于熔化之前。活性区处于炉子的第二个区域,通过该区的时间为70~80s。
③回流区。本区温度最高,又称为峰值区,印制电路板进入该区后迅速升温,并超出锡膏熔点30~40℃,即板面温度瞬时达到225~230℃,通过该区的时间为50~100s,然后温度将迅速回落。在回流区内焊料熔化,活化剂也进一步分解,有效地清除各种氧化物。随着温度的升高,表面张力降低,焊料爬至元器件引脚的一定高度。回流区温度及印制电路板通过时间是最关键的,温度过高会损坏元器件,温度过低会产生冷焊,故应反复调节,保证大于200℃的时间为30~35s,才能达到理想状态。在回流区,锡膏熔化后产生的表面张力能自动校准由贴片过程中引起的元器件引脚少量偏移,但也会由于焊盘设计不正确引起多种焊接缺陷,如立碑、桥接等。
④冷却区,即焊点迅速降温,焊料凝固的区域。焊点迅速冷却可使焊料晶格细化,结合强度提高,焊点光亮。通常冷却的方法是在炉子出口处装风扇,强行冷却。
在大规模生产中,每个产品的实际工作曲线应根据印制电路板的大小、元器件的多少及品种进行反复调节才能获得。
测试温度曲线的方法有多种。目前计算机控制的回流炉均配有炉温测试仪,在使用时应先根据印制电路板元器件情况选好测试点。首先,测试点应选择大型IC引脚的边缘,如有BGA则应选在焊点内部。其次,应选择元器件较少或没有元器件的位置,并以此为依据判别印制电路板板面温度是否均匀一致。在选好测试点后,将热电偶探头(应选用0.2mm细的热电偶)用高温锡丝(Sn96/Ag4)焊在焊盘上,并在热电偶上放置模拟元器件,用高温胶带将热电偶外侧与印制电路板固定好。再次,将温度记录仪随印制电路板一道放入炉子中运行,记录印制电路板板面温度。根据记录的温度测试数据反复调节参数,使曲线达到理想状态。
7.3.2 汽相回流焊
汽相回流焊简称汽相焊,基本的汽相回流焊系统如图7-4所示,由一个能盛定量流体的容器构成。用一个适当的加热器将流体的温度升高到它的沸点,沸腾的流体上方是饱和蒸汽区,为焊接提供热量,使焊料熔化从而实现电路板上焊点的焊接。容器的顶部是一套冷凝管,冷凝管可减少由于蒸发引起的蒸汽损失,把汽化潜热转移到沸点温度下的液体,释放出潜热量。这种焊接方法由于具有升温速度快和温度均匀恒定的优点,被广泛用于一些高难度电子产品的焊接,最初主要用于厚膜集成电路的焊接。但由于在焊接过程中需要大量使用形成汽相场的传热介质FC-70,价格昂贵,又是典型的臭氧层损耗物质(ODS),而且还需使用FC-113(典型的ODS物质),所以汽相回流焊未能在表面贴装生产中全面推广应用。
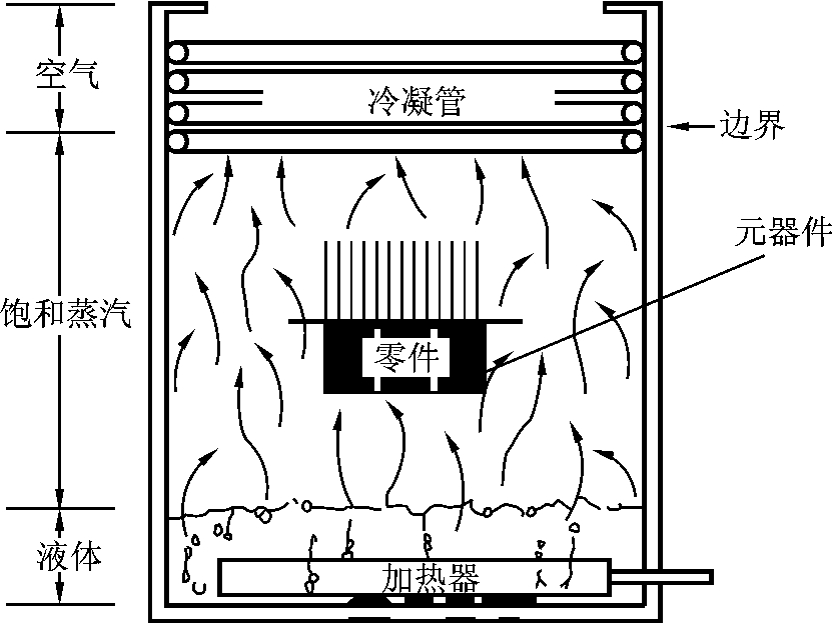
图7-4 基本的汽相回流系统
7.3.3 激光回流焊
激光回流焊是利用激光束直接照射焊接部位,焊点吸收光能转变成热能,加热焊接部位,使焊料熔化;光照停止后,焊接部位迅速冷却,焊料凝固成焊点的焊接方法。
通常,一个1mm×2mm×0.5mm的元器件引脚从低温加热到200℃仅需1J的能量,对激光发生器来说,产生这样大的能量是毫不费力的。通常15~20W的工业CO2激光器,就可以满足焊接电子元器件的要求。这样低的能耗是其他焊接方法无法实现的。
传统的激光发生器有两种,一种是固体YAG(钇铝石榴石)激光器,其波长为1.065μm;另一种是CO2激光器,其波长为10.6μm,属远红外领域。这两种激光发生器均适于激光回流焊应用。它们在数控定位器的配合下,将激光束聚集成适合的光斑形状和大小,实现激光回流焊。
7.3.4 各种回流焊技术的性能对比
各种回流焊技术各有特点,应根据产品要求以及生产量选择应用。表7-3对各种回流焊技术的性能进行了比较。
表7-3 各种回流焊技术的性能比较

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









