



5.9 手工焊接技术
5.9.1 焊接的操作要领
1.焊接姿势
焊接时应保持正确的姿势。一般烙铁头的顶端距操作者鼻尖部位至少要保持20cm以上,以免焊剂加热挥发出的有害化学气体吸入人体、同时要挺胸端坐,不要躬身操作,并要保持室内空气流通。
2.电烙铁的拿法
电烙铁一般有正握法、反握法、握笔法3种拿法,如图5.10所示。
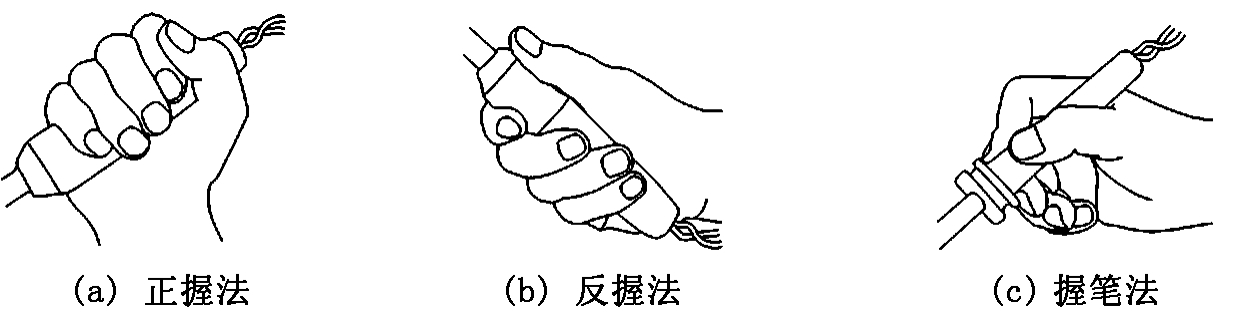
图5.10 电烙铁的拿法
反握法动作稳定,长时间操作不易疲劳,适用于大功率电烙铁的操作。握笔法多用于小功率电烙铁在操作台上焊接印制电路板等焊件。
3.焊锡丝的拿法
焊锡丝的拿法根据连续锡焊和断续锡焊的不同分为两种拿法,如图5.11所示。
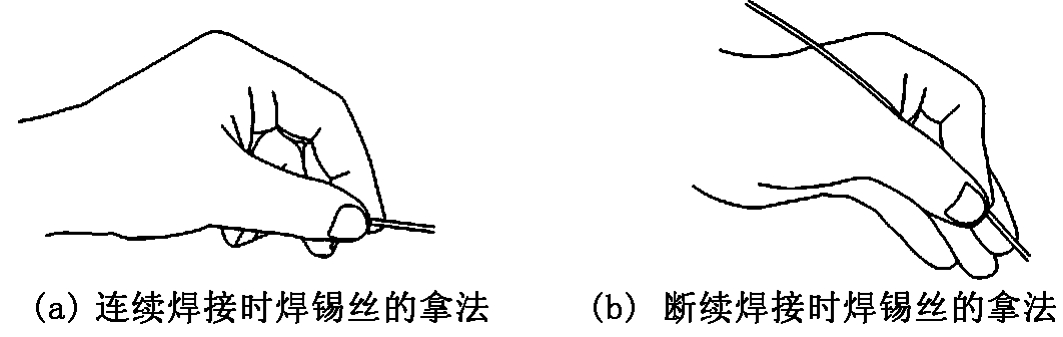
图5.11 焊锡丝的拿法
焊锡丝一般要用手送入被焊处,不要用烙铁头上的焊锡去焊接,这样很容易造成焊料的氧化,焊剂的挥发。因为烙铁头温度一般都在300℃左右,焊锡丝中的焊剂在高温情况下容易分解失效。
在焊锡丝成分中,铅占有一定的比例。铅是对人体有害的重金属。故焊接完毕后要洗手,避免食入。
5.9.2 焊接操作的步骤
焊接操作的步骤一般分为准备施焊、加热焊件、填充焊料、移开焊丝、移开烙铁五步。一般称为“五步法”,如图5.12所示。
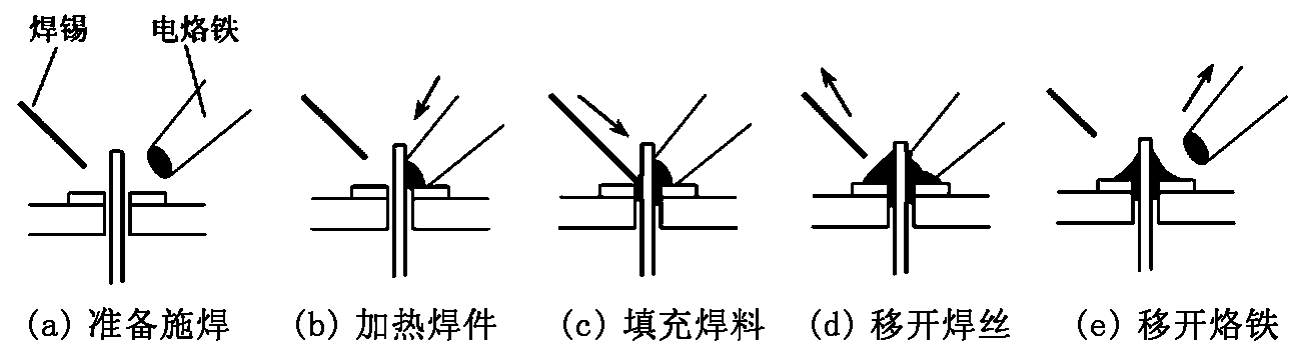
图5.12 焊接操作五步法
1.准备施焊
准备好电烙铁和焊丝,此时烙铁头应保持干净且吃上锡。一般是右手拿电烙铁,左手拿焊丝,做好施焊准备。
2.加热焊件
将烙铁头放在焊接点,使焊接点升温。这时应注意准确掌握火候,操作要敏捷、熟练。也就是必须在有限的几秒钟内熟练地将被焊件加热到最佳焊接温度,然后迅速判断“何时”向“何处”填充多少焊料为宜。若烙铁头上带有少量焊料,则可使烙铁头上的热量较快地传到焊接点上。
3.填充焊料
在焊接点的温度达到适当的温度时,应及时将焊锡丝放置到焊接点上熔化。操作时必须掌握好焊料的特性,充分利用它的特性,而且要对焊点的最终理想形状做到心中有数。为了形成焊点的理想形状,必须在焊料熔化后,将依附在焊接点上的烙铁头按焊点的形状移动。
4.移开焊丝
当熔化一定量的焊锡后,应迅速将焊丝拿开。
5.移开烙铁
当焊料的润湿状态和光泽、焊料量等均合适并无针孔时,应迅速将电烙铁拿开。拿开电烙铁的时间、方向、速度,对焊点的质量和外观起关键作用。一般应使烙铁头沿焊点水平方向移动,在焊料接近饱满,尚未完全挥发时快速使烙铁头离开焊接点,以保证焊接点光亮、平滑、无毛刺。
5.9.3 焊接温度与加热时间
1.焊接温度的分类
焊接温度主要分为3种:烙铁头的标准温度、焊件最佳焊接温度和焊料的熔化温度,如图5.13所示。
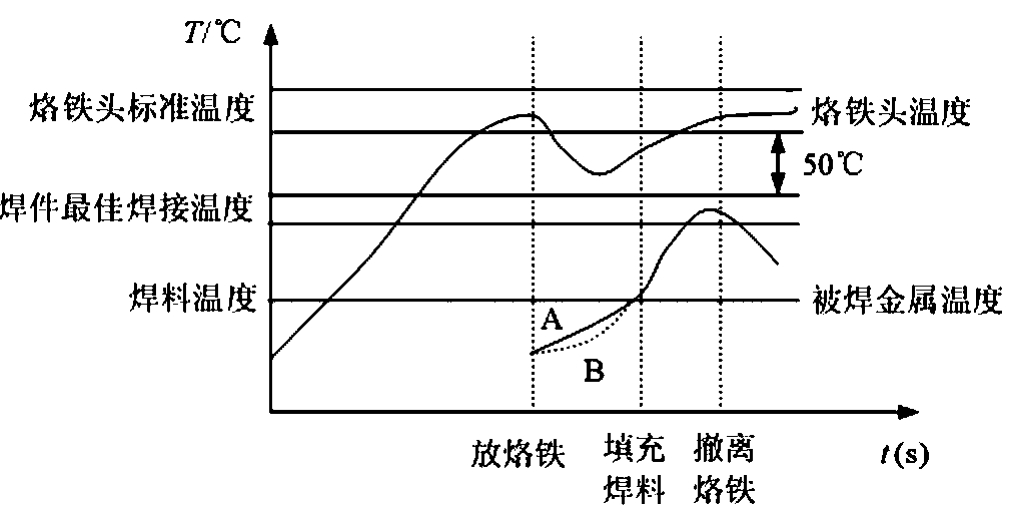
图5.13 锡铅焊料状态图
从上而下,第1条与第2条线之间的区域代表烙铁头的标准温度,第3条与第4条线之间的区域为焊料充分浸润焊件生成合金,焊件应达到的最佳焊接温度,第5条水平线是焊丝熔化温度,也就是焊件达到此温度时,应送入焊丝。
两条曲线分别代表烙铁头和焊件温度的变化过程,金属A、B分别表示焊件的两个部分(如铜箔与导线、焊片与导线等)。3条竖直线表示焊接操作步骤中关键3步的时序关系。
2.加热时间对焊件、焊点的影响
加热时间对焊件和焊点起着一定的作用。加热时间不足,会造成焊料不能充分浸润焊件,形成夹渣(松香)、虚焊等。加热时间过长,除可能造成元器件损坏外,还会出现如下危害及外部特征:
(1)焊点外观变差。如果焊锡已浸湿焊件后还继续加热,造成液态焊锡过热,烙铁撤离时易造成拉尖。同时,焊点出现表面粗糙颗粒,失去光泽,焊点发白。
(2)焊接时所加松香焊剂在温度较高时容易分解炭化(一般松香在120℃时开始分解),失去助焊剂作用,而且夹在焊点中容易造成焊接缺陷。如果发现松香也加热到发黑,肯定是加热时间过长所致。
(3)印制电路板上的铜箔是采用黏合剂固定在基板上的,过多的受热破坏黏合层,导致印制电路板上铜箔的剥落。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










