



第八节 浇注型环氧机座垫片的应用和施工工艺
近年来,中高档游艇采用浇注型环氧垫片来安装主、辅机,各种设备和轴系定位,在改善振动、降噪的同时,艇的安全性、舒适性、经济性均有所提高。本节着重介绍JN-120A浇注型环氧机座垫片在游艇上的应用场合及其施工工艺。
一、JN-120A浇注型环氧机座垫片发展简介
各类高速艇、穿浪艇、游艇的减振降噪一直是设计人员关注的问题。而引起振动、噪声的原因很多,通常高速艇的艇体及上层建筑大都采用薄板或铝合金,结构比较薄弱,直接的原因是主机、辅机、轴系所引起。以往采用的方法大都是在机脚位置安装弹性减振器,但效果并不理想。于是,寻找一种新型材料和工艺来替代弹性减振器,改善船艇的舒适性、安静性一直是设计人员和船东的共同愿望。从20世纪90年代开始各种高速船艇的设备定位采用JN-120A浇注型环氧机座垫片来改善振动和噪声,取得了较好的效果。
在以前船艇用柴油机、甲板机械以及对中要求高的精密设备安装时,传统方法是用钢铁块作垫片,这需要专用机床来加工机座底面、基座面和垫片,同时还需要高级钳工对每块垫片进行拂括,整个过程不仅费工、费时而且垫片的接触面仅能达到70%左右。特别是一些中小型船厂或艇体位置十分狭小的状况,因设备和安装技能受到限制,使一些设备安装精度达不到要求。由于钢垫块与船用设备的机座、基座是同种材质,便于噪声和振动的传导,以致影响了机械设备的使用寿命和乘坐的舒适性。
为了高效率、高质量地安装设备,克服因设备和技能不足所带来的问题,改善劳动条件,缩短修、造艇周期。人们在20世纪50年代末到60年代初开始采用半塑垫片来安装设备,其方法是在经过精加工后的铁垫片上下表面涂上一层环氧,然后垫塞在机座底面和基座面之间,以提高接触面积。这种半塑垫片虽然缩短了安装周期,由于其配方缺乏标准,无统一施工工艺,经常出现开裂、松动等质量事故。
20世纪80年代初期,国际、国内造船业蓬勃发展,世界各地的船东及船厂特别是一系列的军用舰艇、潜艇在主、辅机,甲板机械,轴系安装中大量采用了浇注型环氧机座垫片这一新型材料,引起了广泛关注。为了使该产品国产化,1981年在海军装备部、中国船检局的指导下,由宁波市北仑科技实业有限公司和江南造船厂合作,经过多年的试制,开发成功“JN-120A浇注型环氧机座垫片”。产品经中国船级社指定的权威机构对各项技术性能指标进行测定,均达到或超过国际同类产品,已由中国船级社和上海渔检分局形式认可生产。30多年来经过大量船艇设备的使用经验证明,该产品是用于各种动力机械设备安装的最佳材料。经测算,采用该项新技术能提高工效30倍,直接降低生产成本30%。为推广这项新技术,国家已在1993年7月颁布了CB/T3514—92标准《船用环氧机座垫片技术条件》。产品已获美国ABS、韩国KR、日本NK船级社及世界最大的MAN B&W柴油机公司的认可。
二、JN-120A环氧垫片的特性
由于常规的钢铁垫片接触面积小,特别在螺栓附近受压通常很大,随着离螺栓距离的增大而压力迅速下降。而浇注型环氧垫片能与主机机座完全接触,确保轴系中心精确。环氧垫片夹在机座和基座之间,这种异种材料带来的声阻抗再加上具有较低的弹性模数有效地吸收振动和噪音,使高速艇在海上航行时因颤动而诱发出局部的瞬时压力被缓和,并均匀地分布在基座支承面上,这样就不会因局部的瞬时压力使螺栓和垫片损坏或变形,从而引发事故。
环氧垫片具有很高的摩擦系数,用环氧垫片安装各种机械设备时对基座的表面要求不高,无须加工并能在不规则的表面上进行垫片浇注工作。因浇注型环氧机座垫片的接触面为100%,基座与机座面之间极难发生滑动,理论上没有磨损现象,所以螺栓不易松动。
环氧垫片另一特性是热膨胀系数比钢铁垫片约大2.5倍,当主机工作时,环氧垫片的膨胀力被紧固螺栓限制了,增加了螺栓的张力,并增进了垫片的稳定性。除此之外环氧垫片还具有如下特点:
(1)室温浇注、室温固化、工艺简单、黏度低、表面张力小、能填满基座面上的任何凹坑。
(2)浇注过程中物料不沉淀、固化后不分层、外观均一。
(3)固化后的材料性能稳定,耐油、耐海水、抗紫外线、对金属无腐蚀、具有自熄性能、浇注时无毒无污染。
(4)线收缩率极小(≤0.000 2)。
(5)重量轻(比重为1.67)。
(6)使用寿命长(>60年)。
以上特性保证了主、辅机的安装位置准确,不易发生偏差,由于接触面积大,吸振降噪性能好,使机舱噪声降低,舒适性、安静性提高。在30多年的应用过程中凡已用环氧垫片的主、辅机至今还没有发现任何质量问题。特别是一大批军用的高速艇、穿浪艇浇注环氧垫片后效果十分明显。环氧垫片适用于钢、铝板基座,同时也适用于水泥基座上作为快速垫片来安装各种设备。表6-8为JN-120A浇注型环氧机座垫片主要技术性能指标。
表6-8 JN-120A浇注型环氧机座垫片主要技术性能指标

三、JN-120A浇注型环氧机座垫片设计指南
1)设计要求
环氧机座垫片总压强:柴油机小于3.14MPa;其他设备小于8.3MPa。
2)设计指南
环氧机座垫片承受柴油机重量的压强应≤0.7MPa(7kg/cm2);承受甲板机械重量的压强应≤0.4MPa(4kg/cm2);以上两个压强参数决定了垫片承受总面积。
环氧机座垫片的屈服强度达到设计要求总压强的30倍以上,因此它完全能承受设备重力和工作中的各种力(振动力、不平衡惯性力、热应力等)。
环氧机座垫片的最佳厚度为25~35mm,由于螺栓压缩引起的变形量在轴线调整中事先修正。设计规定:垫片每厚10mm,轴线抬高0.01mm(即修正值)。
3)固定螺栓的紧固力
固定螺栓的紧固力:
![]()
式中:FT——单个固定螺栓紧固力,N;
A——垫片总面积,mm2;
W——设备自重力,N;
n——设备固定螺栓数。
螺栓总的紧固力必须是机器重量的2.5倍,这是为了确保机器不会移动。
4)紧固扭力矩
紧固扭力矩按下式计算:
![]()
式中:NT——螺栓紧固扭力矩,N·m;
D——螺栓直径,mm。
四、环氧机座垫片的施工工艺
下面介绍如何使用JN-120A浇注型环氧机座垫片及有关的注意事项。
1)浇注垫片的所需物
如图6-37所示,浇注垫片的所需物有以下几类:

图6-37 浇注垫片的所需物
(1)JN-120A浇注型环氧机座垫片为双组分材料:由环氧浇注料(每听3.6L)和固化剂(每瓶300g)两部分成套供应。每一套可浇注的体积为3 600cm3。使用前可按图纸计算出所需的用量,应考虑浇注溢口、厚度变化及其他损耗,通常订货量为垫片所需量再增加40%左右。气温大于30℃时,固化剂加入量每套应适当减少至270g左右。
(2)清洁表面用材料:①钢丝刷;②砂纸;③擦布;④丙酮。
(3)浇注模腔制作用材料:①柔性海绵条;②前、后挡板(厚1~2mm钢板或铝板);③密封胶泥;④脱模剂;⑤油脂(用于螺栓表面防粘);⑥割刀(切割海绵用);⑦海绵管或木塞。
(4)搅拌及施工用器具:①防护手套;②重型手提电钻(转速在200r/min之内,可配一只调压器以控制转速,手枪钻速度太快会产生气泡);③JIFFY搅拌头;④浇注时用的淌板。
(5)冬季用加热器(热风机或远红外灯泡):如钢板表面温度≤10℃,要用加热器或小太阳灯将接触面温度加热至10℃以上;夏季用风机:如环境气温≥30℃,应在清晨或晚间施工,并在施工现场配备几只风机。
(6)制作试样用物料:①试样围框(用0.5~1mm铁皮制作)D100mm×H40mm;②巴氏硬度计(用于检测环氧垫片固化后的硬度)。
2)机座与基座表面的准备工作
(1)用砂纸或钢丝刷把机座底面和基座表面油漆、氧化皮及锈斑等物除去,并用丙酮或四氯化碳反复擦净。
(2)机座底面和基座表面的水分应全部擦干净,如表面留有水分会影响固化物的质量。
(3)如果基座表面涂有薄层且又牢固的无机锌粉末涂料和类似环氧类车间底漆(涂料)是可以接受的,无须清除。
3)主机的安装与定位
(1)主机按轴系中心线初步定位,在主机基座上画出主机底脚螺栓(包括支承螺栓)的位置。
(2)将主机基座面板上的定位螺栓孔全部钻好。
(3)清除铁锈后,将后挡板点焊在基座上。后挡板与基座平面垂直,挡板高度应低于垫片厚度5mm左右,后挡板的作用是防止海绵条滑倒,如图6-38(a)所示。
(4)主机轴系中心定位,为考虑机座固定螺栓拧紧后垫块的压缩量,轴中心线应考虑提高,提高量为:垫片每厚10mm,轴线抬高0.01mm。
(5)用丙酮反复擦洗基座和机座表面上的杂物与油污。直至手摸上去无油泥。
(6)设计垫片时,尽量选择最佳厚度为30mm;垫片的厚度选择范围是12~75mm。若垫片厚度超过75mm,可分两次浇注。
(7)按设计要求的垫块尺寸图制作模框,用厚度18~25mm的海绵条按垫片的不同高度裁切,海绵条的高度应比垫片高出8~10mm(确保有一个良好的密封效果),用小木条轻轻将海绵条塞进间隙,形成模框,如图6-38(b)所示。游艇的主机大多采用高速柴油机,通常是4~6个机脚,可采用两个“L”型的挡板点焊后做成模框,缝用胶泥密封。

图6-38 后挡板与模框的设置
(8)除拂配的螺栓外,在定位螺栓、紧固螺栓和木塞上均匀地涂上薄薄的一层不融化油脂,以使螺栓在日后维修时便于拆卸,螺头在下,螺杆向上,便于施工,并在六角头的内测平面上嵌一圈胶泥,防止浇注料泄漏。如遇细颈螺栓做定位螺栓,可在螺栓外套上一段海绵套管,以便拆装(图6-39),或用海绵管(外径比螺孔大3~5mm)塞入螺孔内,待环氧垫片完全固化后拔掉海绵管,装入细颈螺栓。

图6-39 螺栓的处置
1—后挡板;2—海绵条;3—海绵套管;4—前挡板;5—点焊后用胶泥密封;6—胶泥;7—固定导管用木塞;8—拂螺栓导管;9—用三根焊条头焊在导管上
拂配螺栓可在浇注前先拂配好,也可在浇注后拂配。如果在浇注后拂配,应在拂配孔位置装拂配螺栓导管并用木塞固定。每个拂配螺栓导管的高度比垫片高度低1~2mm。
(9)在垫片区域应当用脱模剂喷涂,方便以后拆装,如图6-40(a)所示。
(10)点焊前挡板,挡板与机座侧面的间隙为12~20mm。前挡板应高出机座下平面20 mm以上,挡板与基座的间隙用胶泥堵塞,在溢口的两边塞入小泡沫,留出12~20mm的间隙是用于注入环氧浇注料的浇注口。
(11)再次检查模框,在确认不漏后,机座下平面、基座上平面及前挡板的内侧表面喷涂脱模剂,使挡板和环氧垫片可方便拆卸,如图6-40(b)所示。
4)混合环氧浇注料
(1)为了便于浇注、在浇注前先用撬棍将环氧浇注料的沉淀物撬起,放入70~80℃的烘箱内,烘1~2小时拿出后用JIFFY搅拌头将环氧浇注料拌匀,也可放在电炉上加热使浇注料的流动性变好,环氧浇注料降温至25~30℃时就可以使用了。

图6-40 喷涂脱模剂
(2)把一瓶固化剂倒入一桶环氧料内,用手提钻(转速尽量控制在200r/min左右)装上JIFFY型搅拌头,以旋转方式混合,在混合中搅拌头不能升高露出液面,防止气泡带入,混合时用两脚夹紧桶以防搅拌时甩出,直到固化剂和环氧浇注料均匀一致(图6-41)。

图6-41 搅拌和浇注
(3)搅拌均匀后放置两分钟以排出气泡,或找一个空桶来回倒两次将气泡消除。
5)浇注
(1)浇注工作人员必须经专门培训,持有船级社颁发的浇注技工合格证。
(2)在浇注工作过程中乃至完全固化前应停止柴油机上和周围的一切工作。
(3)混合均匀后的浇注料应尽快地利用淌板进行浇注,桶离淌板30cm左右,浇下的料应成细条状流在淌板上,淌板与模框平面呈45°角。浇注时从垫块较低的一端开始浇注以便将模框中的空气排出,不要刮用桶边及桶底部的残余物。
(4)浇注应该连续进行,直到浇注口满过垫片。固化过程中应注意防漏,并不断在每个浇口进行补充。
(5)若在室外进行浇注工作,要注意防雨,防水,直到完全固化。
(6)在浇注结束时,现场浇注一块D100mm×H40mm的试样块,与机座垫片处于同一环境中固化,到时检验试样块的硬度,要求柴油机用环氧垫片的硬度在35以上(巴氏)。甲板机械用环氧垫片硬度在24以上(巴氏)。
6)固化条件及固化剂加入量
室温在10℃以下,可利用热风机、小太阳灯或远红外灯加热,使室温升到10℃以上,保持10~12小时。再在室温情况下固化48小时。固化剂加入量300g/套。
室温在10~20℃,室温固化48小时。固化剂加入量290g/套。
室温在20~30℃,室温固化24小时。固化剂加入量280g/套。
室温在30℃以上,浇注工作应在晚间或清晨进行。固化剂加入量270g/套。
7)紧固螺栓
(1)先盘测一下中心数据,查看固化过程是否出现偏位下沉,然后松掉支承螺栓,再测一下中心数据,按设计要求的扭力矩采用扭力扳手或拉伸器紧固螺栓。
(2)用扳手拆除前挡板,用锉刀将垫片浇注口的锐角修整成圆角,使浇注口不会积油(图6-42)。

图6-42 拆除前挡板和修整浇注口
(3)测量柴油机的臂距差,并做好记录,备查。
五、浇注型环氧垫片料在轴系安装中的应用
JN-120A浇注型环氧机座垫片料还用于高速艇和游艇美人架的安装以及螺旋桨轴毂与轴管套之间的粘结与定位,由于其具有良好的减振降噪效果,故介绍如下。
1)美人架的安装
采用斜轴传动的螺旋桨轴(又称尾轴)往往用1~3个美人架把尾轴固定在艇底下。早期的做法是美人架直接固定在艇底板上,螺旋桨和轴系的振动直接传至艇底板上,不仅会引起艇底板的疲劳,而且会引起结构噪声。自从浇注型环氧垫片料开发之后,人们发现用环氧垫片料来安装定位美人架更加省力,并解决了一直困扰的螺旋桨激振降噪的难题。具体做法是在美人架与艇体连接部位开一个俗名为“财神膛”的穴腔(图6-43),将美人架初步固定后进行轴系校中,待轴系中心调整准确后,将穴腔内的空间用JN-120A浇注型环氧垫充料充垫满。它不仅使美人架与艇体的连接强度增高,而且由于环氧垫料与钢铁的声阻抗不同使振动大大下降,有效地改善了游艇乘坐的舒适性。
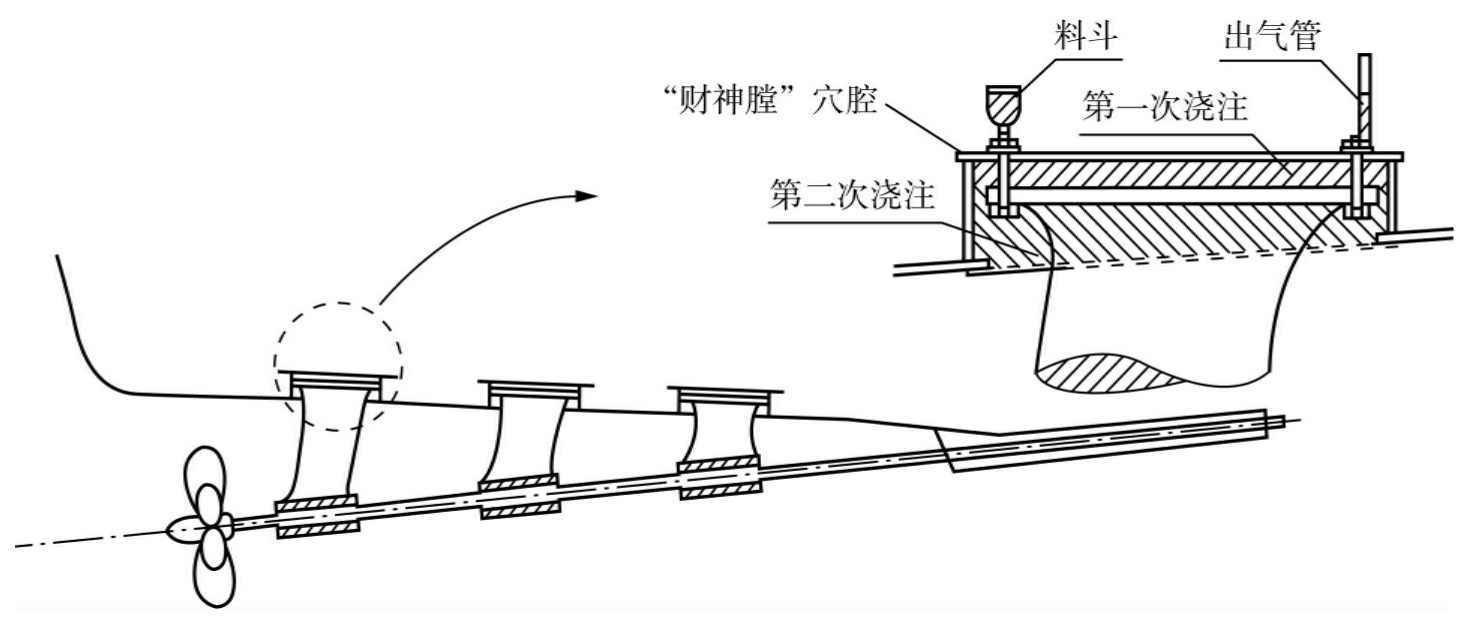
图6-43 美人架安装示意图
对高速艇美人架的定位通常采用两次浇注。第一次对调整中心后的上平面进行浇注,确保轴系中心准确;第二次浇注是将穴腔内垫充满,使美人架强度提高。
2)轴毂与轴套管之间的黏结
轴毂与尾轴套管之间的黏结也可采用环氧浇注工艺,以取代传统的现场镗孔工艺。采用环氧浇注工艺时,轴毂内径及轴管衬套的内外径都可在内场加工完毕,然后将尾管轴承压入轴管衬套内,将轴毂焊于船体上(图6-44)。再把轴管衬套置入轴毂内(装入前将环氧垫片料接触面用丙酮反复擦净),用轴毂上的调节螺栓,将轴管衬套按照光仪光心定位(两端间隙用海绵条密封),或用6~10mm挡板点焊后,缝隙用手捏型环氧胶泥填充密封,待其牢固,检查合格后,从注入料斗倒入浇注环氧料,直到透气管溢出为止。由于压力较高允许分层浇注,在20℃温度下24小时即可完全固化,在固化过程中,料斗应不断补料以补充环氧料固化过程中排出的小气泡。

图6-44 轴毂与轴套管之间的黏结
采用这项工艺的最大优点是可以提高轴系校中质量,彻底改掉以往用镗排加工轴系的老工艺,尤其对有美人架的细长轴系加工及安装更显节能、省工的优点。
3)喷水推进装置定位安装
喷水推进装置的艉喷口法兰、吸口法兰、艉轴封法兰、中间轴承定位如果采用浇注型环氧垫片来安装就变得非常简单可靠(图6-45),已在近一百多艘各类喷水高速舰艇上应用,效果非常好。

图6-45 喷水推进装置环氧垫片定位
施工时先调整好喷水推进装置的中心位置,加以定位,将与环氧垫片接触面用丙酮反复清洁干净,不能有任何油、水侵入。环氧垫片浇注单边最小空隙应大于10mm。用宽度35mm,厚1~2mm的铁皮做挡板,点焊固定到艇体构件上,周围的缝隙、螺栓处用特种JN-120HDg密封胶泥做好密封工作。浇口放置在12点位置的接缝处。后端如果人无法进入密封,应考虑开工艺孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










