



三、装配方法的选择
1.装配工作中应该注意的问题
①机械加工焊后进行。许多焊接结构中的一些零件是需要机械加工并与其他构件精确配合的(如轨道连接面、孔等)。为了保证这些零件的精确度(包括它们本身的和相互之间的尺寸精确度),可靠的方法是先完成所有的装配及焊接工作,甚至在构件经过消除内应力后,再进行机械加工。这样的工艺过程可得到较高的精确度及尺寸稳定性。但这种工艺过程给机械加工带来了困难,加工成本高。当对构件中加工零件的精度要求不太高时,可以采用带有定位装置的装焊胎夹具,并选择正确的定位基准、装配过程和焊接工艺来完成。这时,为了保证加工零件的尺寸公差,除了应采用精确的、刚度较大的胎夹具加以定位以外,同时在装配过程中,应首先完成构件其他部分的装配——焊接工作,最后才装焊加工零件,以避免焊接其他部分引起的变形。
②装配零件都是以其外缘(包括孔的边缘)为依据的,如焊缝的装配间隙、零件的定位、零件间垂直度、平行度的测量与装配都是这样的。因此,装配所依据的零件外缘的精确程度会直接影响装配质量。粗糙或不精确的零件外缘,如手工气割的零件外缘、轧制钢材的内缘(角钢、型钢、工字钢、槽钢的翼板内缘曲线部分等)都不宜做装配的定位基面。
③正确掌握公差标准。构件的装配定位质量对焊接影响很大,也严重影响整个产品质量。为了使整个结构焊后达到质量标准,在制订装配工艺时,必须注明结构的特殊要求及公差尺寸,并在生产中严格遵守公差标准。
④装配后构件的尺寸应在所要求的公差范围内。当构件是由几个零件组装时,若这些零件都为正公差,组装成的结构尺寸应在最大公差值之内;当这些零件都为负公差时,组装成构件的尺寸应在最小公差值之上。这样,凡是零件在它们的公差范围内,组装成构件的尺寸就不会超出公差范围。否则,这些零件就没有互换性,只有采用选择配合才能满足要求,这对于成批和大量生产是非常重要的。
⑤严格清除油、锈等污物。相互接触的部件表面及焊口两侧50mm以内,焊前必须严格除掉油脂、铁锈等污物,以确保焊接质量。同时,也应规定清理后允许搁置的时间。
⑥巧用胎夹具。为提高装配工作质量和工作效率,要采用装配胎夹具。并应特别注意装配后的构件能方便地从胎架上取出。
2.钢结构装配特点
钢结构由于结构的形式与性质不同,装配工作有下列特点。
①由于产品零件精度低、互换性差,所以,装配时需选配或调整。
②产品的连接大多采用焊接等不可拆的连接形式,所以返修困难,易导致零部件报废,因此,对装配程序有严格的要求。
③装配过程中常伴有大量的焊接工作,故应掌握焊接的应力和变形的规律,在装配时应采取适当的措施,以防止或减少焊后变形和矫正工作。
④产品一般体积较庞大,刚性较差,容易变形,装配时应考虑加固措施。
⑤某些特别庞大的产品需分组出厂或现场总装,为保证总装进度和质量,应在厂内试装,必要时,将不可拆卸的接头改为临时的、可拆卸的连接。
3.装配中的定位焊
定位焊用来固定各焊接零件之间的相互位置,以保证整个结构件得到正确的几何形状和尺寸。定位焊有时也叫点固焊。定位焊尺寸可参考表10-2。
表10-2 定位焊的参考尺寸 (mm)
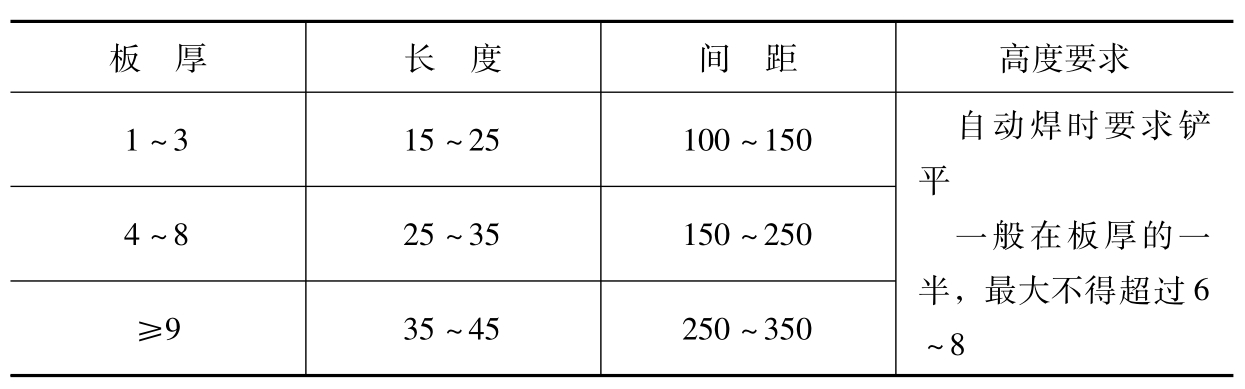
定位焊所用的焊条应和焊接时所用的焊条相同,以保证焊接质量,对于重要及特殊材料的结构,不得用大锤敲击及强制装配,也不得在工件上任意引弧和焊接临时性构件。
定位焊缝一般都比较短小,焊接过程不够稳定,容易产生各种焊接缺陷。而它又是作为正式焊缝而留在焊接结构之中的,故应与正式焊缝的要求完全一样,甚至更高些。如发现定位焊缝有缺陷时,应该铲掉并重新焊接,不允许留在焊缝内,尤其对化工锅炉、压力容器的制作更应如此。
进行定位焊时应注意以下事项。
①定位焊的起头与结尾处应圆滑,否则在焊缝接头时,容易在该处造成未焊透。
②定位焊应与该构件的焊接工艺相同(如预热、焊材等)。
③由于定位焊是间断焊,工件温度较正式焊接时为低,因热量不足而容易产生未焊透,因此,定位焊的焊接电流应较正式焊接时高10%~15%。
④在焊缝交叉处(T字焊缝)和焊缝方向急剧变化处,不要进行定位焊。
⑤局部强行组对的结构,其定位焊缝长度可视其情况适当加长。
4.装配间隙与偏差
装配间隙在坡口接头上称根部间隙,是焊前在接头根部之间预留的间隙,需通过装配来保证。根部间隙对焊缝成型、填充材料消耗和焊接变形产生影响。其他条件不变的情况下,根部间隙过小,则焊缝根部不易焊透;根部间隙过大,则易烧穿且填充材料消耗大,焊接变形也增加。当坡口的钝边减小或没有钝边时,以及采用穿透力强的焊接方法时,根部间隙可减小至0,单面焊背面带永久性衬板的接头,装配间隙可放宽,以焊透为度。因此,必须根据接头坡口准备的实际情况和焊接工艺条件,在工艺规程中规定装配间隙的要求。国家标准GB/T985—1988和GB/ T986—1988分别对气焊、焊条电弧焊、气体保护焊和埋弧焊的各种焊缝坡口的根部间隙范围作了规定,可以在给定范围内,在保证熔透又不致烧穿的前提下进行调节,也可以按表10-3提供的在一定板的厚度范围内给出根部间隙的名义尺寸(图中实线所示),然后给出偏差值的要求。
表10-3 坡口焊缝的根部间隙

续表
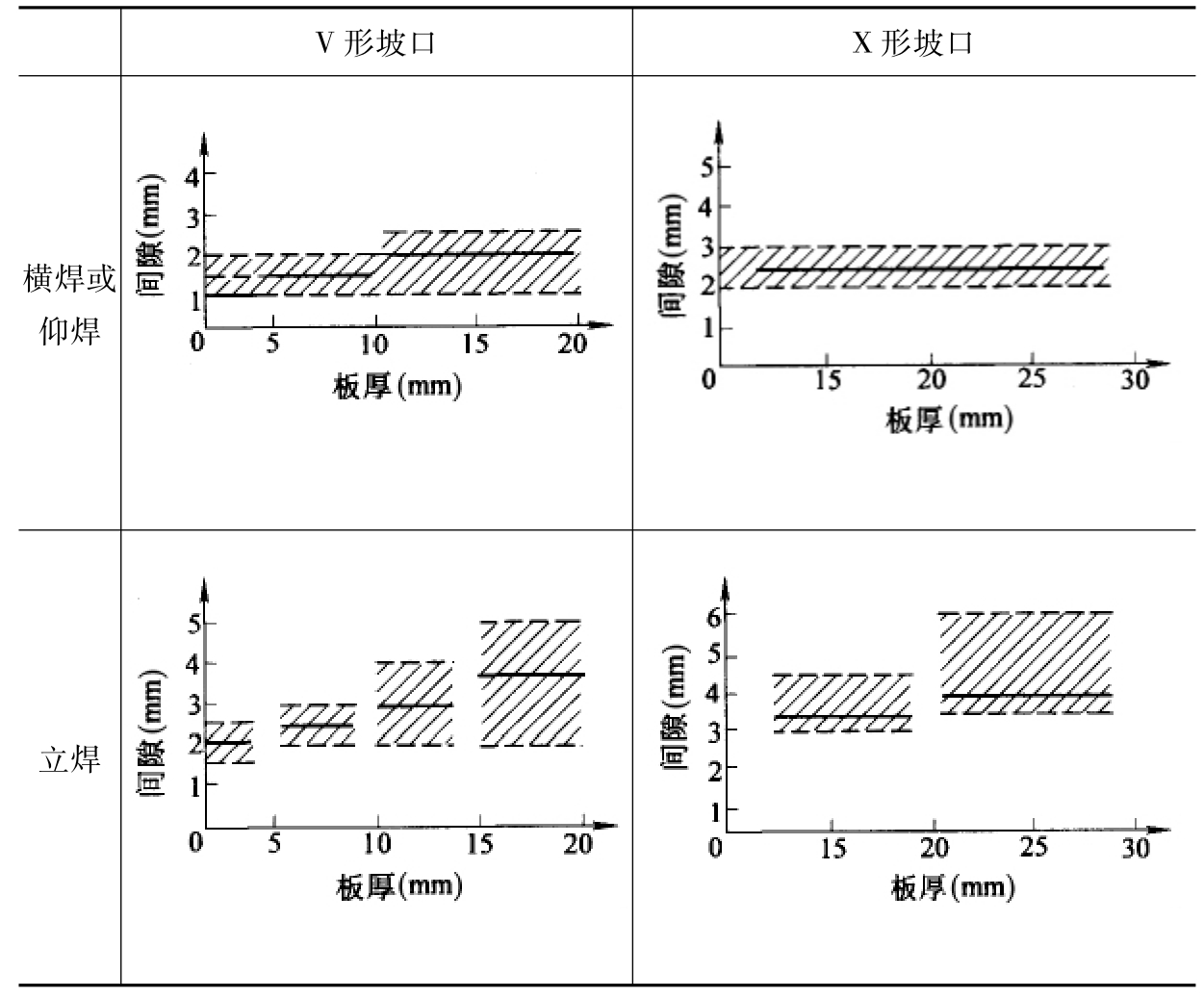
注:图中实线为根部间隙的名义尺寸,虚线为允差。
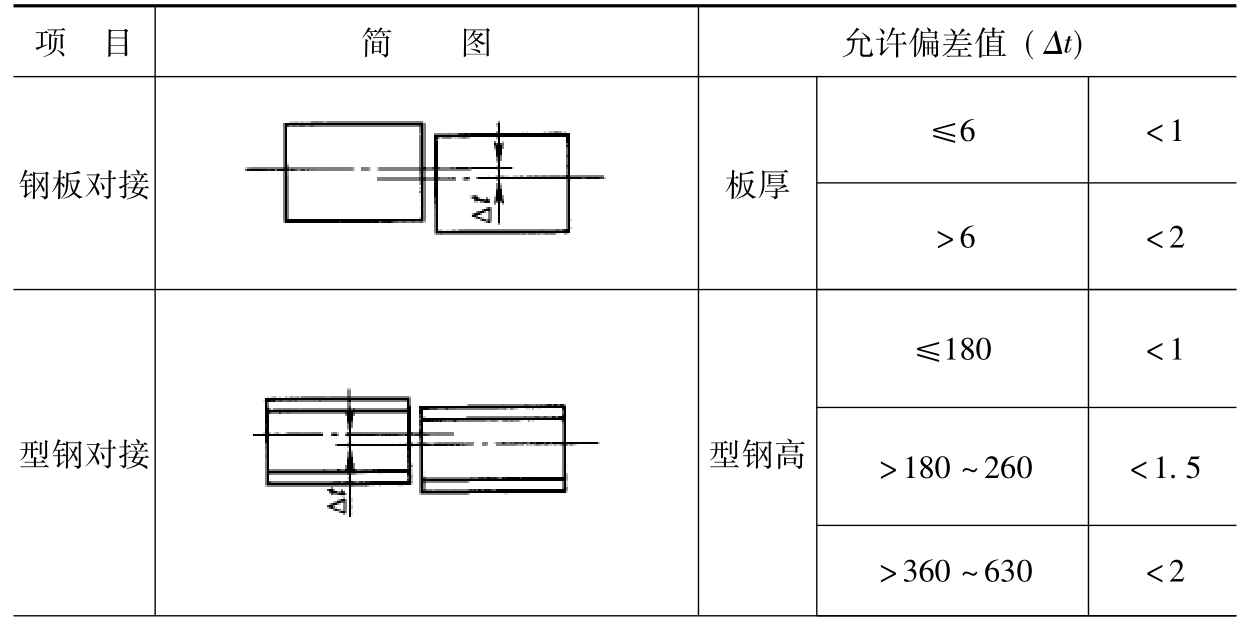
对于装配时的位置偏差,可以根据表10-4提出要求。
表10-4 装配件的相互位置偏差 (mm)
续表

续表

续表

注:e为搭接边的长度或腹板与板缘的距离。
5.装配—焊接顺序的类型
钢结构由许多零部件组装而成,每种结构的装配—焊接顺序均有几种方案。选择合理的装配—焊接顺序,有利于高质量、低成本、高效率地进行生产。目前,装配—焊接顺序基本有三种类型。
①整装—整焊。即先将全部零件按图纸要求装配起来,然后转入焊接工序,将全部焊缝焊完。此种类型是装配工人与焊接工人各自在自己的工位上工作,可实行流水作业,停工损失很小。装配可采用装配胎卡具进行,焊接也可采用滚轮架、变位器等工艺装备,有利于提高装配—焊接质量。这种方法适用于结构简单、零件数量少、大批量生产的构件。
②零件—部件装配焊接—总装配焊接。将结构件分解成若干个部件,先由零件装配成部件,然后再由部件装配焊接成结构件。这一方式适合批量生产,可实行流水作业,几个部件同步进行,有利于应用各种先进工艺装备,有利于控制焊接变形,有利于采用先进的焊接工艺方法。适用于可分解成若干个部件的复杂结构,如车辆底架、起重机卷扬车架、船体等。为此,焊接设计人员在进行结构设计时,尽量考虑使所设计的结构能分解出若干个部件,以利于组织生产。
③随装随焊。即先将若干个零件组装起来,随之焊接相应的焊缝,然后再装配若干个零件,再进行焊接,直至全部零件装完并焊完,成为符合要求的构件。这种方法是装配工人与焊接工人在一个工位上交叉作业,影响生产效率,也不利于采用先进的工艺装备和先进的焊接工艺方法。此种类型适用于单件小批量生产和复杂结构的生产。
6.装配工艺方法的选择
零件备料及成型加工的精度对装配质量有着直接的影响,但加工精度越高,其工艺成本就越高。因此,不能不顾及构件的生产成本。人们在长期的装配实践中,根据不同产品和不同生产类型的条件,总结和创造了以下几种装配工艺方法。
①互换法。这种方法的实质是用控制零件的加工误差来保证装配精度。这种装配法,零件是完全可以互换的,装配过程简单,生产效率高,对装配工人的技术水平要求不高,便于组织流水作业,但要求零件的加工精度较高。
②选配法。这种方法是将零件按一定的加工精度制造(即零件的公差带放宽了),装配时需挑选合适的零件进行装配,以保证规定的装配精度要求。这种方法对零件的加工工艺要求放宽了,便于零件加工,但装配时要由工人挑选,增加了装配工时和装配难度。
③修配法。是指零件预留修配余量,在装配过程中修去该零件上多余的部分材料,使装配精度满足技术要求。此法的零件制作精度可放得较宽,但增加了手工装配的工作量,而且装配质量取决于工人的技术水平。
在选择装配工艺方法时,应根据生产类型和产品种类等方面来考虑。一般单件、小批量生产或重型焊接结构生产,常以修配法为主,互换件的比例较少,工艺的灵活性大,大多使用通用工艺装备,常为固定式装配;成批生产或一般焊接结构,主要采用互换法,也灵活采用选配法和修配法,工艺划分应适应批量的均衡生产,使用通用或专用工艺装备,可组织流水作业生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









