



2.5 典型印刷机的运行与维护
目前,国外先进的印刷机主要有英国DEK公司生产的DEK、美国MPM公司生产的MPM、日本日立公司生产的日立NP等机型,都采用了高精度的视觉系统,借助图像识别处理功能,实现快速准确的图像对准。同时,通过设定印刷高度、刮刀压力和角度、印刷速度等参数,确保高质量的印刷效果。此外,为保证锡膏印刷工艺的一致性,其机型还加有对环境温度和相对湿度的控制功能,并借助2D或3D激光检测系统,对印刷质量进行检测,以满足高品质印刷工艺的要求。
任务要点
☆MPM UP2000印刷机的运行与维护
☆DEK印刷机的运行与维护
2.5.1 MPM印刷机的运行与维护保养
1.MPM UP2000印刷机的认知
MPM UP2000是一种全自动的丝网印刷机,下面以MPM UP2000印刷机为例,介绍该设备的控制与操作。MPM UP2000印刷机的外形图与内部结构如图2-47所示。

图2-47 MPM UP2000印刷机外形与内部结构
1)计算机界面
MPM UP2000印刷机的计算机界面由一个显示器和一個跟踪球组成,操作员用它来了解机器的状态、档案管理和所有的机器操作,如图2-48所示。跟踪球用来移动屏幕上的光标,跟踪球上的每个按钮(SELECT,NEXT,EXIT)用来设置和操作。

图2-48 显示器和跟踪球

图2-49 控制面板
2)控制面板
控制面板如图2-49所示,各开关的作用介绍如下。
(1)紧急停止开关 在印刷机的正面和后面机器装有四个紧急停止开关,这些开关只紧急状态下才能按下。
(2)开电源按钮 按下开电源按钮,电源继电器接通,给机器部件供电,此时电源指示灯亮。
(3)关电源按钮 按下关电源按钮切断机器部件电源,此时电源指示灯熄灭。
(4)电源指示灯 当交流电源接通时电源指示灯会亮,这时主断路器应在ON的位置。
(5)开始周期 有两个开始周期按钮,机器的两头各有一个,它们通常用来启动一个印刷周期(假设PCB在传送带之上)。

图2-50 灯塔
3)灯塔
灯塔如图2-50所示,三层的灯塔用于指示机器的当前状态,操作员应一直注意灯塔。
(1)亮红灯:指示紧急停止状态。
(2)亮黄灯:指示不正常(错误)的状态或待命状态。
(3)亮绿灯:指示正常操作状态。
4)印刷头
印刷头如图2-51所示,标准印刷头有两套刮刀,印刷头(背面)装有一套触觉感应器,用来测定网板与刮刀的高度关系。
5)H形架
H形架如图2-52所示,用专用的模具时,H形架固定在Z形架上面,真空滑轮依次锁紧H形架。

图2-51 印刷头

图2-52 H形架
6)控制界面
控制界面,即主操作界面如图2-53所示。

图2-53 主操作界面
(1)标题栏:由以下5个下拉菜单组成。PRINT(印刷)、TEACH(教学)、FILE(档案)、UTILITIES(应用)、MAINTENANCE(维护)。
(2)慢动按钮:慢动按钮显示在屏幕的左边,这些按钮可以手动来定位期望的伺服轴,要慢动一个伺服轴,比如刮刀行程(它将向前或向后移动印刷头)时,移动光标至按钮上面并按下该按钮即可。
(3)计数区:PCB计数区显示PCB经过机器处理的数量,复位按钮【RESET】将计数值清零。计数窗口COUNT显示已印刷的PCB数量。不合格窗口REJECTS显示在2D常规检查中判定为不合格的PCB的数量,该窗口只在常规检查有效时才计数。
(4)清除故障按钮:此按钮用于清除错误及故障状态,单击此按钮(CLEAR FAULT)将启动如图2-54所示的连续事件。

图2-54 按钮CLEAR FAULT将启动的连续事件
(5)警告信息区:警告信息有时显示在这个区域。
(6)设置菜单按钮:用于访问机器参数。SETUP MENU 1包含标准印刷组件的参数;SETUP MENU 2包含可选印刷组件的参数;SETUP MENU 3包含可选2D/3D检查的参数。
(7)操作控制面板按钮(见图2-55)。

图2-55 操作控制面板按钮
操作控制面板包含允许操作员手动激活/解除普通功能的按钮。控制面板按钮在激活时亮绿色或在解除时亮红色,单击跟踪球上的SELECT键可锁定这些按钮。
●FRAME CLAMP:当激活时网板框架将被夹紧在适当的位置,当解除时网板可以自由移动。
●SQUEEGEE CLAMP:在MPM UP2000上无用。
●SQUEEGEE UP/DOWN:将锁定刮刀片向上向下移动。
●SQUEEGEE FLIP:在MPM UP2000上无用。
●VACUUM MOTOR:激活真空泵电机。
●VACUUM GATE:连接负压到真空板,固定PCB板在适当位置。
●ECU ON/OFF:在MPM UP2000上无用。
●DISPENSE FLOW:打开压力气缸使锡浆从加锡嘴流向网板,解除此按钮将不会自动激活气缸。
●DISPENSE PINCH:打开或关闭在加锡头底部的加锡气缸,如在换锡浆筒的时候。
●DISPENSE SOLVENT:填充擦网溶剂。单击SELECT键激活泵来填充溶剂。当SELECT被激活时擦网纸将上升。
●STENCIL LIGHT:激活/解除网板灯电源。
●BOARD LIGHT:激活/解除PCB灯电源。
●WIPER PAPER:激活/解除擦机纸收紧。
(8)MPM资料按钮:选择MPM资料按钮,将显示MPM公司的电话号码和安装的软件版本。
(9)实况录像按钮:用于在印刷或检查周期中在显示器观察PCB和网板。
(10)信息显示区:此窗口用于显示提示、警告、操作指引及各种资料。
2.锡膏印刷机的运行
1)运行准备工作
(1)应注意的注意事项如下。
①检查刮刀刀片与网板是否清洁干净,并备好清洗用的毛刷、清洗剂、碎布。
②是否安装好擦拭纸,是否有足够的清洗溶剂。
③锡膏或红(黄)胶是否回温准备好。
④检查机台各处机械部位是否正常,是否有影响机台正常运转的器件放于机台中。
(2)安全须知如下。
①在生产过程中禁止手或物品放入设备内,检查设备中有无异物。
②设备异常时及时停机,立即上报现场工程技术人员处理。
2)运行操作
(1)开机步骤。
①合上机台后部的电源开关(由下向上扳动开关),接通电源,此时机台的POWER指示灯亮,按下控制面板上绿色的ON按钮(开电源按钮),如图2-56所示。待电脑启动完成后,按Ctrl+Alt+Del组合键登录,提示输入密码时按Enter键。

图2-56 开电源按钮
②待显示器提示“Reset is about to start”,单击NEXT键,机台进行各部件归零动作。
③归零完毕后显示正常主画面。
(2)操作内容。
①移除机器内部所有真空隔板支撑片及顶针。
②松开H形架活动边,并向固定边靠拢到最小位置。
③为了确保操作过程中有足够的权限,选择【MAINTENANCE】/【User Mode】/【SUPERVISOR】命令,使用密码“ADMIN”登录;然后选择【File】/【Load File】命令,通过滚动鼠标球查找到与当前机种相匹配的程序,单击左键选中后,单击【OK】按钮载入程序。
④屏幕提示“Setup MACHINE for new BOARD Profile”,单击SELECT键确认程序载入。
⑤屏幕提示“CATION:The outer track may move.”单击NEXT键,导轨自动调节到指定宽度。
⑥屏幕提示“About clear SPCdata”,单击NEXT键,清除SPC数据。
⑦调整H形架活动边位置,使其距活动导轨3mm左右,用T形内六角扳手固定两边螺丝。
⑧选择【Utilities】/【Load Board】命令,屏幕提示“FRAME clamps Must be SET”,单击NEXT键,然后用鼠标点击新窗口的Tooling位置,当黑点移动到Tooling前面时,单击OK按钮,放入PCB。
⑨单击EXIT键,在主界面中选择【VISION Y AXIS】命令,用鼠标拖曳的方式将摄像头从PCB上方移开。
⑩根据PCB的停留位置设置真空隔板和支撑片,严禁与底面器件位置重合。
 右击鼠标在弹出的菜单中选择【FRAME CLAMP】命令,如图2-57所示。使其前面的绿灯变红,此时锁定网板的气缸松开,按正确方向放入网板,如图2-58所示。
右击鼠标在弹出的菜单中选择【FRAME CLAMP】命令,如图2-57所示。使其前面的绿灯变红,此时锁定网板的气缸松开,按正确方向放入网板,如图2-58所示。
图2-57 FRAME CLAMP

图2-58 放入网板的正确方向
 放下右边的网板挡块,往回拉动网板到紧靠挡块的位置,如图2-59所示。
放下右边的网板挡块,往回拉动网板到紧靠挡块的位置,如图2-59所示。
 选择【Utilities】/【Load Board】命令,屏幕提示“FRAME clamps Must be SET”。单击NEXT键,在新窗口中单击STENCIL位置,当黑点移动到STENCIL前面时,单击OK按钮,按正确方向放入PCB。
选择【Utilities】/【Load Board】命令,屏幕提示“FRAME clamps Must be SET”。单击NEXT键,在新窗口中单击STENCIL位置,当黑点移动到STENCIL前面时,单击OK按钮,按正确方向放入PCB。

图2-59 拉动网板
 检查PCB焊盘与网板孔是否对正。
检查PCB焊盘与网板孔是否对正。
 单击EXIT键,在主界面中单击Clear FAULT,取出PCB。
单击EXIT键,在主界面中单击Clear FAULT,取出PCB。
 安装刮刀应注意的事项如下。
安装刮刀应注意的事项如下。
●印刷头结构(如图2-51所示)。
●区分前后刮刀,如图2-60所示。其中①为前刮刀,②为后刮刀,根据固定间距的不同装在不同位置上,不能相互交换。

图2-60 前后刮刀
●安放刮刀并拧紧螺丝,如图2-61所示。安装好刮刀的印刷头如如图2-62所示。

图2-61 安放刮刀拧紧螺丝

图2-62 安装好的刮刀
 校正网板高度的步骤如下。
校正网板高度的步骤如下。
●确认网板上没有锡膏,放入即将印刷的PCB板到正确位置。
●选择【Utilities】/【Stencil Height】命令,如图2-63所示。屏幕提示如下:
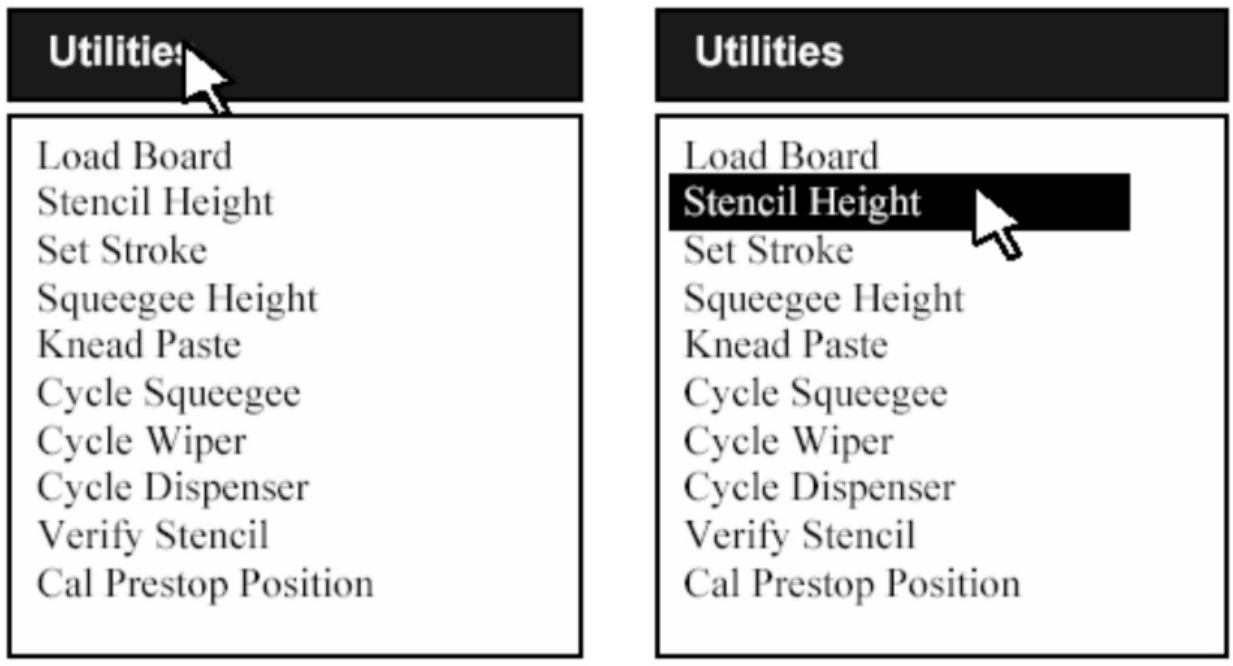
图2-63 选择检测网板高度命令
“This utility will set the STENCIL height.Press NEXT to Continue,or EXIT to Quit.”单击NEXT键确认,屏幕提示如下:“CAUTION,The machine is now going to Move.STAY CLEAR.Press NEXT to Continue,or EXIT to Quit.”印刷头将向网板前面移动,单击NEXT键确认,屏幕提示如下:“Press SELECT to JOG the sensor clear of paste or stencil apertures,Or press NEXT to Continue.Press SELECT or NEXT to Continue.”
单击SELECT键,移动侦测传感器,注意勿碰到锡膏或网板孔。单击NEXT键,在当前位置执行网板高度测量。
单击SELECT键之后,屏幕提示如下。
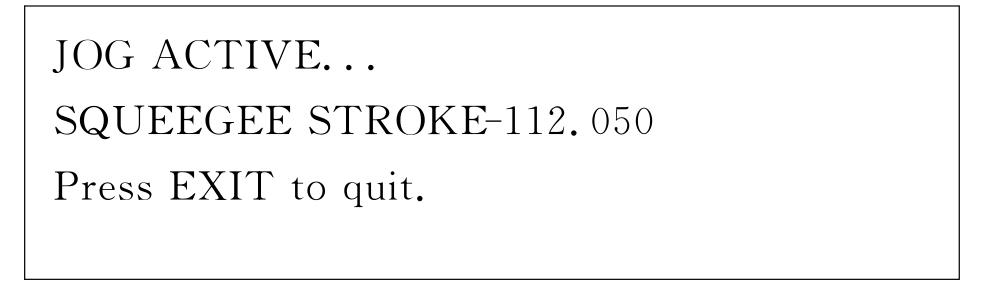
其中,“JOG ACTIVE...”表示移动现在刮刀行程位置。
单击NEXT键与EXIT键之后,屏幕提示如下。

之后系统载入PCB,并自动侦测网板的高度,屏幕提示如下。

完成侦测网板高度后,单击NEXT键确认。
 校正刮刀高度的步骤如下。
校正刮刀高度的步骤如下。
选择【Utilities】/【Squeegee Height】命令,屏幕提示如下:“This Utility will set the SQUEEGEE height.Press NEXT to Continue,or EXIT to quit.”
侦测刮刀高度,单击NEXT键继续,单击EXIT键退出。单击NEXT键后屏幕提示如下:“You must now install the squeegee blade.Press NEXT to Continue,or EXIT to quit.”表示现在必须安装刮刀,单击NEXT键继续,单击EXIT键退出。单击NEXT键,屏幕提示如下:“CAUTION,The machine is now going to Move the Z TOWER and cycle the SQUEEGEE UP and DOWN.Press NEXT to Continue,or EXIT to Quit.”系统提示Z轴和刮刀将会上下移动,单击NEXT键确认提示并执行校正刮刀高度,待自动校正完成后,单击NEXT键确认并退出。
 根据需要,可选择【Utilities】/【Cycle Squeegee】命令,来更改刮刀的初始印刷方向。
根据需要,可选择【Utilities】/【Cycle Squeegee】命令,来更改刮刀的初始印刷方向。
 往网板上添加符合使用要求的锡膏,不允许将锡膏添加到网板孔上,锡膏的添加位置及用量如图2-64所示。
往网板上添加符合使用要求的锡膏,不允许将锡膏添加到网板孔上,锡膏的添加位置及用量如图2-64所示。

图2-64 锡膏的添加位置及用量
3)开始生产
(1)自动印刷。选择【Print】/【Auto Print】/【Select】命令,并单击控制面板上的开始周期按钮,如图2-65所示,开始自动印刷。

图2-65 开始周期按钮
(2)用作传送PCB板。选择【Print】/【Pass Through】命令,然后进行与Auto Print相同的操作,进入送板状态。
(3)生产中停机操作的方法有以下两种。
方法一:单击PAUSE按钮执行暂停动作。
方法二:连续单击鼠标右键两次,再单击NEXT键,退出生产状态。
4)网板清洁
(1)添加清洗溶剂,当桶内溶剂少于三分之一时,需拧开盖子为设备添加清洗溶剂,如图2-66所示。

图2-66 添加清洗溶剂
(2)更换清洁纸,清洁纸用完后设备会发出如下信息,提示更换。

单击NEXT键退出印刷模式,选择【MAINTENANCE】/【Change Paper】命令,系统弹出如下提示文字。
单击NEXT键,清洗机将移到印刷机前面并松开网板,往里推动网板,拆下用完的清洁纸,按如图2-67所示更换新的清洁纸,再次选择【MAINTENANCE】/【Change Paper】命令,完成清洁纸的更换。
5)关机步骤
(1)首先退出生产状态。

图2-67 更换新的清洁纸
(2)将网板上的锡膏收集、保存。
(3)用碎布沾酒精清洗网板,开口用气枪吹净,仔细检查密间距引脚(如IC)的开孔,以防堵塞,将刮刀卸下清洗,刮刀应轻拿轻放,以防变形。

图2-68 并断电源
(4)按机台面板红色OFF键,此时机台显示是否执行关机动作提示,单击NEXT键机台自动停机并断电源,如图2-68所示。
(5)将机台后部两个电源开关分开(由上向下扳动开关),此时机台POWER指示灯灭,关机完毕。
3.MPM的维护保养
MPM的维护保养如表2-25所示。
表2-25 MPM维修参考手册

续表

续表

续表

2.5.2 DEK印刷机的运行与维护保养
1.DEK印刷机的认知
产自英国的DEK印刷机在全球有较高的市场份额,其机种有DEK Galaxy、DEK Photon、DEK Infinity API、DEK Horizon、DEK ELAi、DEK 265等系列,具有高速度、高精度、高稳定性和高可靠性等高品质优势。
DEK印刷机根据机盖设计风格的不同,可以将其分为以下四种类型。
●玻璃滑盖(sliding glass covers)印刷机。
●鸥翼盖(gull wing covers)印刷机。
●百叶窗盖(shutter covers)印刷机。
●金属盖(metal covers)印刷机。
这四种类型印刷机的外形结构如图2-69至图2-72所示。
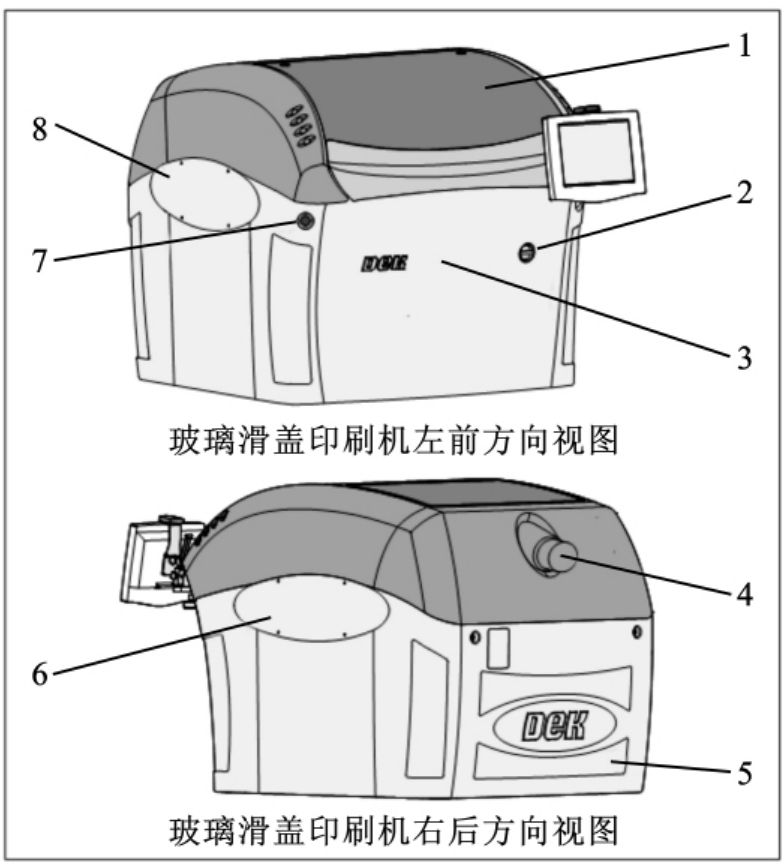
图2-69 玻璃滑盖印刷机

图2-70 鸥翼盖印刷机

图2-71 百叶窗盖印刷机

图2-72 金属盖印刷机
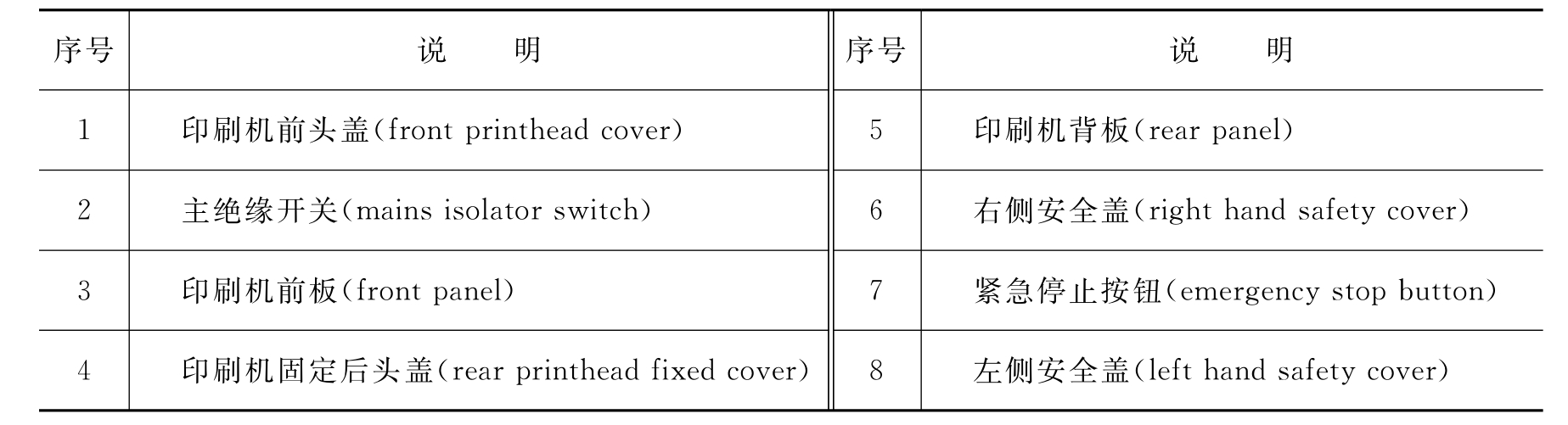
以上各图中所示序号说明见表2-26。
表2-26 印刷机外形结构说明
下面分模块对DEK印刷机作简要介绍。
1)人机接口模块(man machine interface module,MMI模块)
MMI模块能让用户与印刷机进行通信与交互,MMI模块的主要功能部件有:触摸屏或监视器、红外线键盘或标准键盘、鼠标、三色指示灯、E Stop、USB接口、两个系统控制按钮、一个主绝缘开关,其中键盘和鼠标还用于系统维护。如图2-73所示的是鸥翼盖DEK印刷机的MMI各部件结构。

图2-73 鸥翼盖DEK印刷机的MMI各部件结构图
(1)紧急停止按钮(emergency stop button,即E Stop)。其启动和解除操作分别如下所示。
 启动:按压紧急停止按钮,设备电力将暂停供应。
启动:按压紧急停止按钮,设备电力将暂停供应。
 解除:顺时针旋转紧急停止开关,直到它跳起为止。
解除:顺时针旋转紧急停止开关,直到它跳起为止。
(2)三色指示灯。
三色指示灯的功能见表2-27。
表2-27 三色指示灯的功能

2)电源模块(power supply module)
M37电源箱将输入的市电转换并整流成印刷机所有的电气系统部件所需的电压源。当紧急停止(E Stop)按钮被按下,印刷机的电力将停止供应,所以E Stop按钮可以保证各电气设备的用电安全。
3)电气控制模块(machine control module)
电气控制模块封装在M36电气控制箱内,它是控制印刷机运转的中心部件,电气控制由印刷机I/O节点组成,利用CAN总线执行其控制功能。电气控制是以下部件与软件的接口。
●步进电机(stepper motors)。
●伺服电机(servo motors)。
●线性电机(linear motors)。
●传感器(sensors)。
●开关(switches)。
●电磁阀(solenoids)。
●各灯源(lamps)。
4)计算机模块(machine PC module)
计算机(PC)是印刷机主要的控制器,经由M36发布序列控制命令给从动系统,同时PC分析反馈回的信号并发出进一步的命令,确保印刷机的操作正确安全。电源箱M37、控制箱M36 和PC机箱如图2-74所示。
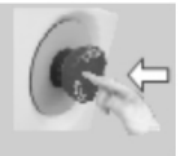
5)上升托板模块(rising table module)
上升托板执行如下功能。
●为基板支持治具提供一个稳定和能定位的基台。
●在锡膏印刷循环中让传送轨道定位于不同的高度。
6)基板支持治具模块(board support tooling module)
基板支持夹具的作用是在印刷冲程中支持基板,防止基板因刮刀/ProFlow向下的压力弯曲而使印刷失真。为了适应不同元件的表面贴装过程的需求,相应的有不同类型的基板支持夹具。
7)传送轨道模块(transport rails module)
传送轨道系统是一个宽度可编程控制的传送机系统。利用此轨道,基板能从印刷机的一端送至另一端,同时可以确保在印刷冲程中基板的安全。印刷过程中,上升托板定位传送轨道的高度。上升托板、基板支持夹具和传送轨道如图2-75所示。

图2-74 电源箱M37、控制箱M36和PC机箱
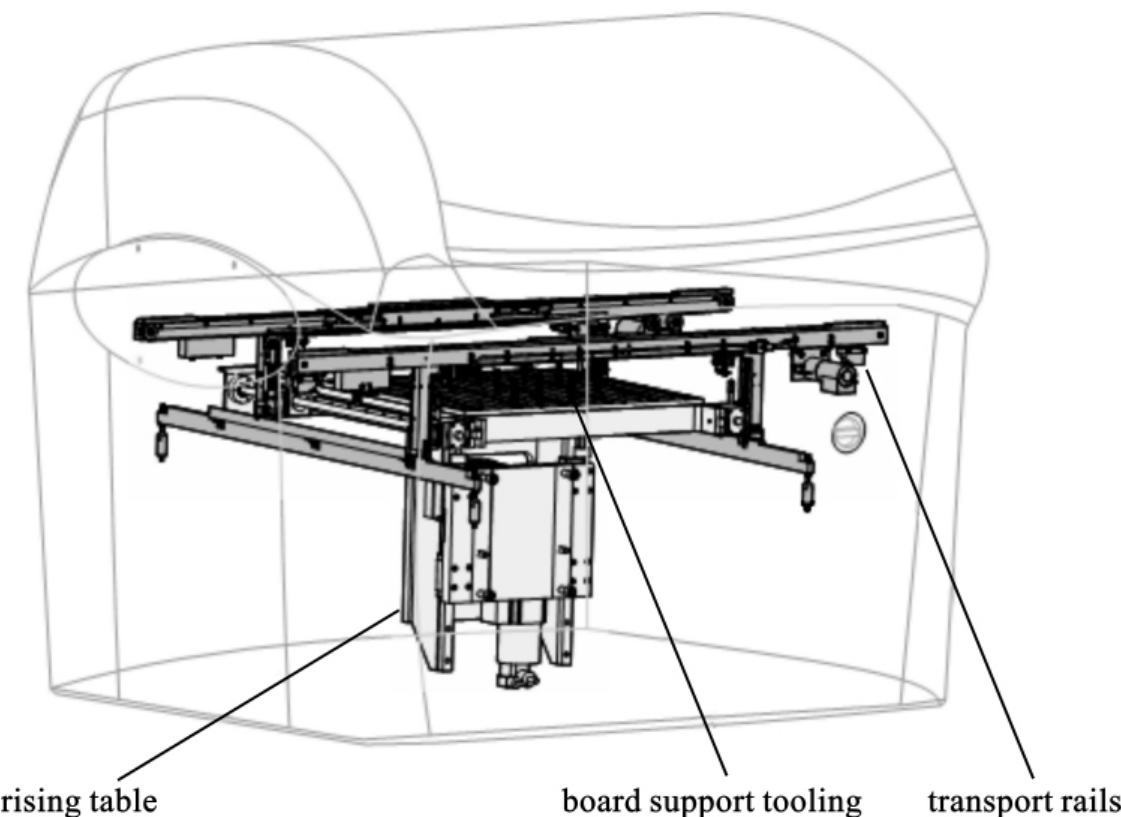
图2-75 上升托板、基板支持夹具和传送轨道
8)高传输速率的传送机模块(high throughput conveyor module,HTC模块)
HTC模块是一个宽度可任意编程控制的传送机系统,利用传送带HTC可同时传送三板基板。其结构如图2-76所示。
9)高速传送机模块(rapid transit conveyor module,RTC模块)
RTC模块是一个宽度可任意编程控制的传送机系统,它能使印刷机同时传送三块基板。利用叶轮可使基板自动“载入、搬出”,印刷台从而提高基板的传输速率。
10)摄像头系统模块(camera system module)
摄像头系统模块,也称光学视觉系统模块能为基板校准提供网板的视觉指示信息,同时也为PC机提供基板/网板检测数据。PC机捕获的信息能让处理器使网板与PCB板对准;还能让用户获得MMI监视器里的视觉信息。摄像头装置(camera assembly)在旋转伺服电机或线性伺服电机的驱动下沿X轴和Y轴来回作平移运动,通过摄像头的定位,从而执行机板停止、mark点的捕获、印刷前后2维检测等功能。

图2-76 HTC结构
11)网板清洗模块(underscreen cleaner module)
网板清洗模块可以自动清洗网板下面的锡膏以减少锡膏的堆集。它也是在摄像头装置的驱动下在网板下面来回移动。网板清洗模块还为湿清洗循环提供盛放清洗溶剂的装置,这种装置可以是外带的溶剂箱(external solvent tank)或溶剂瓶(solvent bottle,只有金属盖印刷机才有),通常溶剂箱置于印刷机机柜的两边或后面。如图2-77所示。真空过滤单元(vacuum filtration unit)将网板上剩余的锡膏、溶剂及印刷物资烟雾清除掉。

图2-77 网板清洗模块
真空过滤单元有以下三种类型。
●VF35i真空过滤单元。
●VF25真空过滤单元。
●VF10文氏真空过滤单元。
12)网板C形夹紧机构(cast C chase module)
锡膏印刷作业过程中,C形夹紧器是网板的托座,它为网板提供了29英寸的标准尺寸,当网板尺寸较小时,还有一个通用适配器可以对其进行尺寸的调整。印刷锡膏时,C形夹紧器将网板固定住,其结构如图2-78所示。该夹紧机构提供了两种方式,来用于获得正确的网板位置。

图2-78 C形夹紧器的结构
这两种方式的介绍如下。
●网板深度调节器(screen depth adjuster),在装入网板之前,由作业员设置网板深度调节器到网板焊盘图的距离(distance to image),当夹紧器移动到网板深度调节器尾部的停止处时,将网板装入夹紧器内。
●网板更换机制(screen change mechanism),将网板置于由软件计算的正确位置。
13)网板对准模块(screen alignment module)
印刷冲程前,网板对准模块可以调节夹紧器(C chase)使网板与基板处于最佳对准状态。三台电机(Actuators)分别驱动网板在X、Y方向移动,并可作微小位移的转动(即旋转θ角度),从而使从光学视觉系统传递的未对准的偏差数据无效。
14)印刷滑动载体模块(print carriage module)
印刷机的滑动载体是运送自动加锡器(paste dispenser)模块、刮刀/挤压式刮刀头(squeegee/proflow)模块、更换网板(screen change)模块的载体。下面分别进行介绍。
●自动加锡器模块(paste dispenser module)的功能是在网板上涂抹数量受严格控制的锡膏,其加锡膏的频率是完全由软件编程控制。
●刮刀模块(squeegee module)的功能是以一种受控的方式通过向网板上的PCB板涂敷焊锡膏,从而使基板上锡。印刷冲程中刮刀的高度和向下的压力都是由软件控制的,从而使印刷效果最佳。
●挤压式刮刀头模块(proflow module)是将自载的封闭式锡膏自动转换的单元部件,它完全修正传统刮刀之缺点,采用垂直挤压、PTH(plate through hole,镀层穿孔或手插件)绝对均量挤压,可充填式锡膏完全封闭,与空气无接触,这样可以省去自动加锡器和刮刀。
15)印刷机气路系统模块(pneumatics module)
在印刷机工作过程中,刮刀驱动、工作台上升托板的升降、基板夹紧及网板夹紧等模块的工作都需要气压的驱动。进入印刷机的气源必须有足够的压力,并且气源必须经过除湿和干燥,保证用气的洁净和干燥,以免影响机器的正常运行。给气动设备供气的气路需经由两个电磁阀,一个置于印刷机箱的后背,一个置于印刷滑动载体中,如图2-79所示,它们的电气操作是受电气控制系统(machine control system)控制的。
图2-79 印刷机气路系统模块
16)外设接口模块(foreign machine interface module,FMI模块)
如图2-80所示,FMI为DEK机与下线/上线设备提供了一个信息交互的环节,它包括以下两个单元部件。
(1)FMI POD(print on demand,按需印刷触摸屏),置于印刷机的背面,是DEK印刷机与SMEMA(surface mount equipment manufacturers association,即表面贴装设备制造商协会)、Fuji(富士)、Panasonic(松下)等上线/下线设备的通信接口。

图2-80 外设接口模块
(2)MIU(multi-interface unit,多接口单元),置于印刷机的前面,用于DEK机与其他协议的上线/下线设备进行通信的接口。
17)DEK人机交互模块(DEK interactive module)
DEK interactive为DEK印刷机与DEK呼叫中心提供了一个无线实时连接错误诊断工程师,这两者通过Internet互联。
2.印刷机作业时的动作过程
下面以STEP模式的作业动作过程简单描述印刷过程。
(1)按下RUN,关上印刷机头盖,上升托板对升降轨道进行检查。
(2)camera运动到board stop位置。
(3)board stop下降到PCB板进入的位置。
(4)印刷头运动到开始印刷位,两个刮刀都运动到dwell位置(高于网板25mm)。
(5)单击【Auto Board】按钮,PCB板被送入机器并被board stop挡住。
(6)当board stop感应器感应到基板时皮带停止转动。
(7)基板的夹紧装置动作,board stop缩回。
(8)camera运动到第一个FID点位置。
(9)rising table检查升降轨道并上升到vision高度。
(10)显示屏幕上左边显示板上的FID点图形,右边显示网板上的FID点图形。
(11)FID点找到,在屏幕两边的FID点中心显示一个“十”字时表明FID已经成功找到。
(12)当camera运动到第二个FID点的位置时,第一个点的位置参数已经被机器记忆并存储起来。
(13)找到第二个FID点。
(14)在记忆第二个FID点的位置参数的同时,camera运动到home位置。
(15)上升托板运动到低于印刷高度3mm的地方,刮刀运动到距离网板表面0.5~1.0 mm的地方。
(16)网板位置调整好后进行夹紧装置动作,上升托板运动到印刷高度。
(17)刮刀根据压力的设定值下降到计算处。
(18)印刷头按照程序设定的速度运动。
(19)压力感应器开始读数,并根据读数对下次印刷压力进行调整。
(20)刮刀机械装置释放全部压力,但使用0.5kg的力使刮刀和网板保持接触。
(21)板的记数增加1。
(22)网板夹紧装置松开,上升托板按照程序设定的“separation speed”下降“separation distance”高度,同时印刷刮刀运动到Dwell高度。
(23)根据underside clearance高度的设定,上升托板全速下降。同时,板的夹紧机构松开。
(24)PCB板传送皮带运动到出板感应器感应到有板为止。
(25)PCB板、清洗周期和添加锡膏周期循环计数器的计数分别相应的增加。如果添加锡膏或清洗周期达到预先设定的数率,机器便执行下一个印刷循环。
下面也简单介绍一下印刷作业中的警告标志(见图2-81),各警告标志见表2-28。

图2-81 印刷作业中的警告标志
表2-28 各警告标志的含义

续表

3.印刷机作业维修操作手册(见表2-29)
表2-29 印刷机作业维修操作手册

续表

续表

续表

续表

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










