



2.3.1 常用焊接方法
1.手工电弧焊
(1)焊接过程及特点。手工电弧焊是用手工操纵焊条进行焊接的电弧焊方法。如图2-47所示,将焊条和焊件与弧焊机的两极相连,然后引弧,电弧热使焊件接头处的金属和焊条端部熔化,形成焊池。随着焊条的移动,新的熔池不断形成,旧的熔池不断凝固,形成焊缝。手工电弧焊设备简单,操作灵活,是应用最广泛的焊接方法。

图2-47 手工电弧焊原理图
1—焊件 2—焊缝 3—电弧 4—焊条 5—焊钳 6、8—电缆 7—电焊机
(2)焊接电弧的产生。焊接电弧的产生过程如图2-48所示。焊接时,当焊条末端与焊件接触时,造成短路,在短时间内产生大量的热,使接触处金属熔化。在很快提起焊条2~4mm时,焊条与焊件之间充满了高热的气体与气态的金属,由于质点的热碰撞以及焊接电压的作用,使气体电离而导电,于是在焊条与焊件之间形成了电弧。

图2-48 焊接电弧的产生过程
(3)焊接电弧的构造及热量分布。当采用直流电源时,如焊条接负极,焊件接正极,焊接电弧分三个区域,如图2-49所示,即阴极区、阳极区和弧柱区。阴极区释放的热量约占电弧总热量的36%,温度约为2100℃;阳极区释放的热量约占电弧总热量的43%,温度约为2300℃;弧柱区释放的热量约占电弧总热量的21%,弧柱中心温度可达5700℃以上。当使用交流焊接电源时,由于电源极性快速交替变化,所以两极的温度基本一样。
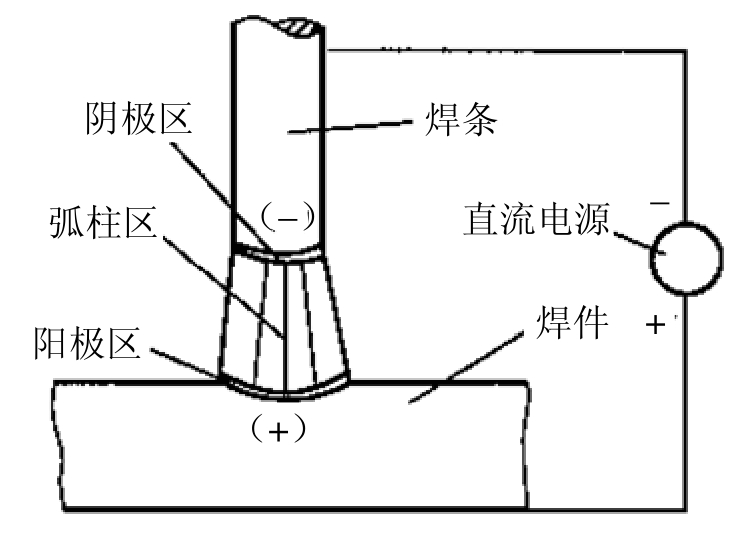
图2-49 焊接电弧的组成
(4)焊接电弧的极性及其选用。用直流电源焊接时,由于正极与负极上的热量不同,电极的接法有正接和反接两种。正接法是正极接焊件、负极接焊条。这时,在焊接产生的热量较大,适合于高熔点、尺寸较大的焊件的焊接。反接法是正极接焊条、负极接焊件,适合于薄件、有色金属、不锈钢及铸铁等焊件的焊接。用交流电源焊接时,不存在正、反接问题。
(5)焊条的组成及选用原则。焊条是涂有药皮的供焊条电弧焊用的熔化电极。
1)焊条的组成。焊条由焊芯和药皮两部分组成。焊芯是焊条中被药皮包覆的金属丝。其作用是导电、引弧及填充焊缝。常用焊条直径为2.0~6.0mm,长度为300~400mm。焊条直径通常按焊件厚度选取,如表2-5所示。药皮是压涂在焊芯表面的涂层,其主要作用是使电弧引燃容易,并有造气、造渣、保护熔池的作用。
表2-5 焊条直径的选取

2)焊条的选择原则。在焊接低碳钢、低合金钢、高强度钢时,一般根据母材的抗拉强度,按“等强度原则”选用与母材有相同强度等级且成分相近的焊条;焊接不锈钢和耐热钢时,一般根据母材的化学成分类型,按“等成分原则”选用与母材成分类型相同的不锈钢或耐热钢焊条。
(6)焊接设备。手工电弧焊的主要设备是电弧焊机,按产生电源不同可分为交流弧焊机和直流弧焊机。
交流弧焊机实际上是符合焊接要求的降压变压器,工作电压为60~80V,工作电流按板厚不同在50~180A之间可调。交流弧焊机结构简单、价格低廉、使用维修方便,故应用广泛。
直流弧焊机提供的是U=50~80V,50~180A的直流电,电弧稳定,焊接质量好,能适应各类焊条,常用于重要结构件的焊接。
2.气焊
气焊是利用可燃气体乙炔和助燃气体氧按一定比例混合后,从焊矩喷嘴喷出,点燃后形成高温火焰,将焊件加热到一定温度后,再将焊丝熔化,充填焊缝,然后用火焰将接头吹平,待其冷凝后,便形成焊缝的一种焊接方式,如图2-50所示。
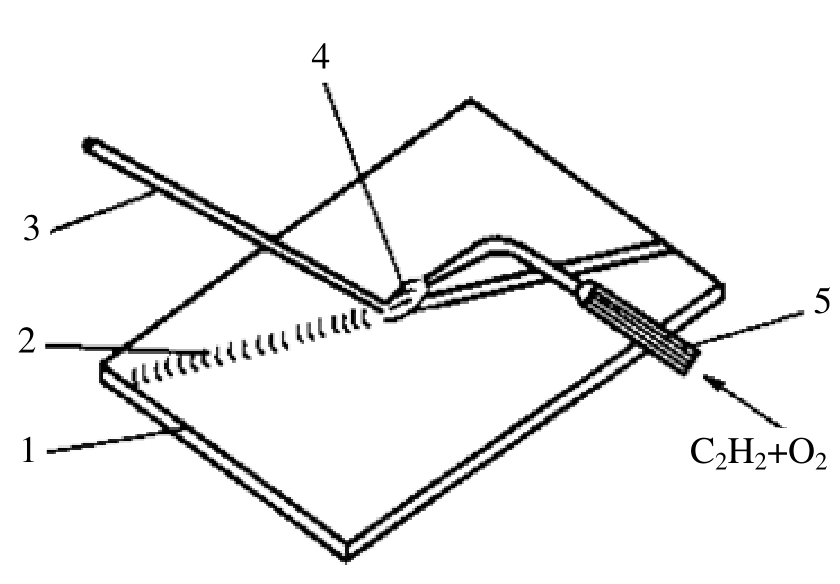
图2-50 气焊示意图
1—焊件 2—焊缝 3—焊丝 4—火焰 5—焊矩
气焊时所用的火焰,按可燃气体乙炔(C2H2)与助燃气体氧(O2)的体积比值分为碳化焰(VO2∶VC2H2<1)、中性焰(VO2∶VC2H2=1~1.2)和氧化焰(VO2∶VC2H2>1.2)三种。碳化焰主要用于焊接含碳量较高的高碳钢、高速钢、硬质合金等材料,也可用于铸铁件的焊补。因为这种火焰有增碳作用,可补充焊接过程中碳的烧损。中性焰主要用于低碳钢、低合金钢、高铬钢、不锈钢和紫铜等材料。氧化焰主要用于焊接黄铜、青铜等材料。因为氧化馅可在熔化金属表面生成一层硅的氧化膜(焊丝中含硅),可保护低熔点的锌、锡不被蒸发。
焊接碳钢时,可直接用焊丝焊接。而焊接不锈钢、耐热钢、铜及铜合金、铝及铝合金时,必须用气焊焊剂,以防止金属氧化和消除已经形成的氧化物。
由于气焊火焰的温度比电弧低,热量少,所以主要用于焊接厚度在2mm左右的薄板。
3.埋弧焊
电弧在焊剂层下燃烧进行焊接的方法称为埋弧焊。
(1)埋弧焊的工艺原理。图2-51是埋弧焊的工艺原理图。焊接前,在焊件接头上覆盖一层30~50mm厚的颗粒状焊剂,然后将焊丝插入焊剂中,使它与焊件接头处保持适当距离,并使其产生电弧。电弧产生的热量使周围的焊剂熔化成熔渣,并形成高温气体,高温气体将熔渣排开形成一个空腔,电弧就在这一空腔中燃烧。覆盖在上面的液态熔渣和表面未熔化的焊剂将电弧与外界空气隔离。焊丝熔化后形成熔滴落下,并与熔化了的焊件金属混合形成熔池。随着焊丝沿箭头所指方向的不断移动,熔池中的液态金属也随之凝固,形成焊缝。同时,浮在熔池上面的熔渣也凝固成渣壳。
(2)埋弧焊的工艺特点和应用。与手工电弧焊相比,埋弧焊的优点是:焊接质量好,生产率高,易实现自动化,劳动强度低,劳动条件较好,操作也简单;由于没有焊条头,金属烧损和飞溅少,故能节约金属和电能。埋弧焊的缺点是:设备费用高;一般情况下只能焊接平焊缝,而不适宜焊接结构复杂、有倾斜焊缝的焊件;因看不见电弧,焊接时检查焊缝质量不方便。埋弧焊适用于3mm以上的低碳钢、低合金钢、不锈钢、铜、铝等金属材料的长直焊缝和直径较大(≥250mm)的环焊缝焊接。
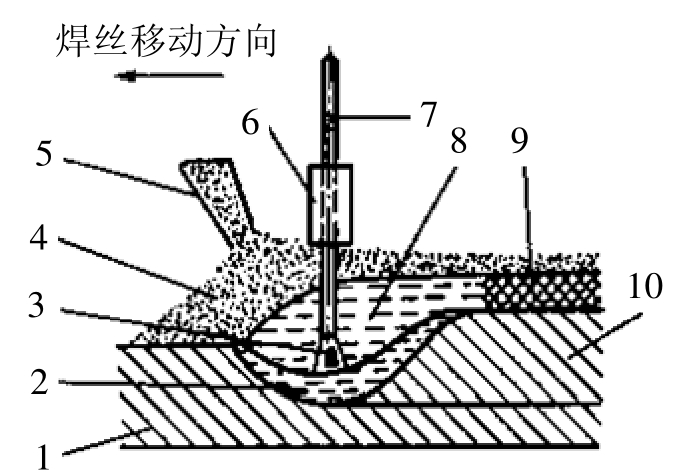
图2-51 埋弧焊工艺原理图
1—焊件 2—熔池 3—熔滴 4—焊剂 5—焊机斗6—导电嘴 7—焊丝 8—熔渣 9—渣壳 10—焊缝
4.气体保护电弧焊
用外加气体作为电弧介质并保护电弧和焊接区的电弧焊称为气体保护电弧焊,简称为气体保护焊。常用的气体保护电弧焊方法有氩弧焊和二氧化碳气体保护焊。
(1)氩弧焊。氩弧焊是用氩气作为保护气体的电弧焊。氩弧焊按电极在焊接过程中是否熔化而分为熔化极氩弧焊(如图2-52(a)所示)和非熔化极氩弧焊(如图2-52(b)所示)两种。熔化极氩弧焊是采用直径为φ0.8~2.44mm的实心焊丝,由氩气来保护电弧和熔池的一种焊接方法。焊丝既是电极,也是填充金属,所以称为熔化极氩弧焊,适宜焊接3~25mm厚的板材。
非熔化极氩弧焊是以钨极作为电极,用氩气作为保护气体的气体保护焊。在焊接过程中,钨极不熔化,填充金属是靠熔化送进电弧区的焊丝,适宜4mm以下厚的薄板。
氩弧焊与其他电弧焊方法相比,由于是明弧焊接,操作和观察都比较方便,可进行各种位置的焊接。氩弧焊几乎可用于所有金属材料的焊接,特别是焊接化学性质活泼的金属材料,目前多用于焊接铝、镁、钛、铜及其合金、低合金钢、不锈钢和耐热钢等材料。
(2)二氧化碳气体保护焊。二氧化碳气体保护焊是在实心焊丝连续送出的同时,用二氧化碳作为保护气体进行焊接的熔化电弧焊,如图2-53所示。

图2-52 氩弧焊示意图
1—焊件 2—熔滴 3—氩气 4、10—喷嘴5、11—喷管 6—熔化极焊丝 7、9—导电嘴8—非熔化极钨丝 12—外加焊丝

图2-53 二氧化碳气体保护焊示意图
1—焊件 2—CO2气体 3—喷嘴 4—CO2气瓶 5—送气软管 6—焊枪 7—送丝机构 8—焊丝 9—绕丝盘 10—电焊机11—焊缝金属 12—导电嘴
二氧化碳气体保护焊的优点是生产率高;二氧化碳气体的价格比氩气低,电能消耗少,所以成本较低;由于电弧热量集中,所以熔池小,焊件变形小,焊接质量高。缺点是不宜焊接容易氧化的有色金属等材料,电弧光强,熔滴飞溅较严重,焊缝成型不够光滑。
二氧化碳气体保护焊常用于碳钢、低合金钢、不锈钢和耐热钢的薄板焊接,也适用于修理机件,如磨损零件的堆焊等,不适合于有色金属焊接。
5.电阻焊
焊件装配好后通过电极施加压力,利用电流通过接头的接触面及临近区域产生的电阻热,将其加热至塑性或熔化状态,在外力作用下形成原子间结合的焊接方法称为电阻焊,也称为接触焊。电阻焊按接触方式分为对焊、点焊和缝焊,如图2-54所示。

图2-54 电阻焊示意图
(1)对焊。按焊接过程和操作方法的不同,对焊可分为电阻对焊和闪光对焊两种,如图2-54(a)所示。
电阻对焊是将焊件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后迅速施加压力完成焊接的方法。电阻对焊的接头外形光滑无毛刺,但接头强度较低。一般用于直径小于20mm、强度要求不高的杆件的焊接。
闪光对焊是将焊件装配成对接接头,略有间隙,接通电源,并使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点(产生闪光),使端面金属熔化,直至端部在一定深度范围内达到预定温度时,迅速施加顶锻力完成焊接的方法。闪光对焊接头强度较高,但金属损耗大,接头处有毛刺需要清理,广泛应用于刀具、钢棒、钢管等的对接。不同金属,如铝-铜、铝-钢也可焊接。
(2)点焊。点焊是将焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法,如图2-54(b)所示。
点焊时,熔化金属不与外界空气接触,焊点缺陷少,强度高,焊件表面光滑,变形小。点焊主要用于焊接薄板构件,低碳钢点焊板料的最大厚度为2.5~3.0mm。此外,还可焊接不锈钢、铜合金、钛合金和铝镁合金等材料。
(3)缝焊。缝焊是将焊件装配成搭接接头并置于两滚轮电极之间,滚轮压紧焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法,如图2-54(c)所示。缝焊焊缝表面光滑平整,具有较好的气密性,常用于焊件要求密封的薄壁容器,在汽车、飞机制造业中应用很广泛。缝焊也常用来焊接低碳钢、合金钢、铝及铝合金等薄板材料。
6.钎焊
(1)钎焊过程。先将焊件接合表面清洗干净,多以搭接形式组合焊件,采用比母材熔点低的金属材料作钎料,把钎料、钎剂放在接缝处,并将焊件和钎料加热到高于钎料熔点而低于母材熔点的温度。液态钎料便借助毛细管作用流入接缝的间隙中,并与母材相互扩散,凝固后便形成牢固的接头。
(2)钎焊的特点。钎焊加热温度低,焊接变形小,工件尺寸准确。钎焊可对工件整体加热,同时焊成许多焊缝,生产率高。钎焊不仅可连接同种或异种金属,还可焊接金属或非金属。但是,钎焊接头的强度较低,焊前清理工作要求较严。
(3)钎焊的分类和应用。钎焊按钎料熔点的不同,可分为软钎焊和硬钎焊两类。
1)硬钎焊。硬钎焊是使用熔点高于450℃的硬钎料所进行的钎焊。常用的硬钎料为铜基、银基钎料,钎剂是硼砂。钎剂可清除钎料和焊件表面的氧化物,增强钎料的附着作用。硬钎焊接头强度较高,主要用于受力较大或工作温度较高的钎焊结构,应用比较广泛,如硬质合金刀具、自行车车架等。
2)软钎焊。软钎焊是使用熔点低于450℃的软钎料所进行的钎焊。常用的软钎料为锡铅钎料,钎剂是松香、氯化锌溶液等。软钎焊接头强度较低,主要用于受力不大、工作温度较低的钎焊结构,如电子元件或电气线路的焊接;也可用于要求密封性好的容器的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










