



2.3.4 数控加工程序的结构与程序格式
1.数控加工程序结构
数控加工程序又称为NC(Numerical Control)程序。
在模具零件的数控加工中,所采用的数控机床的数控系统不同,其加工程序的格式和结构就有所不同,因此编程人员必须严格按照机床说明书的规定格式进行程序的编制。目前,绝大多数的数控加工程序都采用字地址可变程序段格式。
如图2-49所示为一个NC程序的结构示例。由图可知,一个完整的NC程序由程序编号、程序内容和程序结束命令三大部分所组成。
(1)程序编号 程序编号又称为程序代号或程序号。任何一个NC程序都必须要有自己的程序编号。如图2-49所示程序中的O0001即为该程序的程序编号。
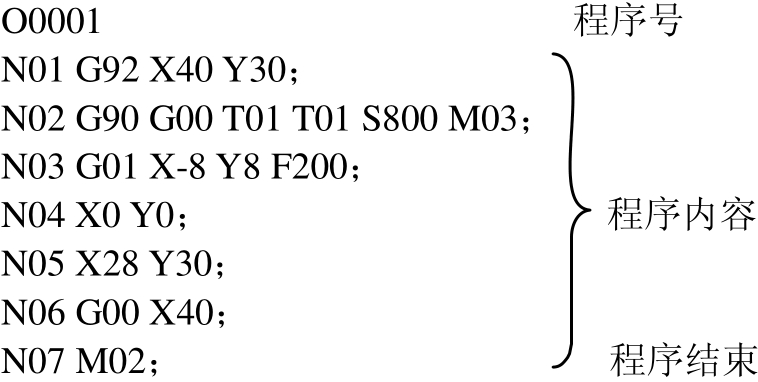
图2-49 NC程序典型结构
① 程序编号的作用 程序编号是一个加工程序的识别标记,当一个经过编制并调试好的NC程序要存入机床的存储库中时,就必须要有一个存储编号;否则,以后再要使用这个程序时就无法由机床存储库中检索到它。程序号就是程序名,是这个程序的标记。每一个存储在零件存储器中的程序都需要指定一个程序号来加以区别和辨认。这种用于对程序进行命名和标记,以便与其他零件加工程序相区别的代号就称为程序号。因此,同一机床存储库中的程序号不能互相重复。
② 程序号的表达方法 程序号要写在一个NC程序的最前面,并且必须单独占用一行。
FANUC数控系统的程序号的书写格式为O___,其中O为地址符,其后一般为4位数字,数值为0000~9999,在书写时其有效数字前的零可以省略不写,如O0020可写成O20。
在SIEMENS系统中,程序号的地址符常用“%”表示,在ISO标准中,程序号的地址用分号“;”来表示,另外一些数控系统的程序号的地址符常用字母P或其他字母表示。
(2)程序内容 程序内容是整个程序的核心,它由许多个程序段所组成,程序内容中包含了对数控机床的全部程序动作的要求。
(3)程序结束命令 程序结束命令一般通过程序字M02或M30来表达,也有的程序用End来表示。程序结束命令是程序的最后部分。所以,该命令应该单独占用一行。
2.程序段的组成与格式
(1)程序段的概念 程序段是组成程序内容的基本要素。一个程序就是由一个个的程序段所组成的,在NC程序中,每一个横行代表了一个程序段。
每一个程序段都表明了一条需要数控系统去执行的动作要求,所以一个程序段又称为一条命令。
每个程序段由若干程序字所组成。
(2)程序段格式的类型 程序段格式是指一个程序段中,各程序字和数据的排列、书写方式和先后顺序。程序段格式有固定程序段格式、使用分隔符的程序段格式和字-地址可变程序段格式3种。
随着普及型数控系统的功能不断提高,前面两种程序段格式目前除了在线切割机床中的3B或4B代码中还能见到外,在一般数控机床中已很少使用了,目前,应用于数控加工的自动化控制程序的常规格式基本上都采用字-地址可变程序段格式。
(3)字-地址可变程序段格式 一个字-地址程序段的典型格式如下所示:
N50 G01 X30.0 Y30.0 F100 S800 T0101 M03 ;
所谓字-地址可变程序段是指一个程序段中的程序字数多少和字的位置允许变动。
一个程序段中的程序字的多和少、排列位置和顺序允许变动,给程序的编写和修改带来很大的方便,但常用程序字的位置颠倒常会给程序的检查和理解带来不便,为了使编写程序中少出错误,方便阅读、检查和理解,在编写程序时,常按照如图2-50所示的语法顺序来规范程序的编写:
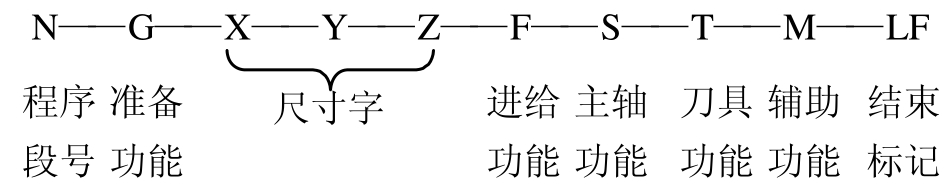
图2-50 程序中各个字的排列顺序
(4)字-地址可变程序段的组成 一个字-地址可变程序段由以下三部分所组成:程序段号或者称为程序段序号N××、程序功能字和段结束符号。
① 程序段号N×× 程序段号由地址符N和序号数字所组成。
程序段号又称为程序段序号。程序段号一般位于一个程序段之首,它实际上是一个程序段的名称和编号,而与程序执行的先后次序并无直接关系。程序的执行过程中,在没有转向指令的情况下,数控系统不是按顺序号的排列顺序由小到大来执行程序,而是按照程序段编写时的排列顺序来逐段执行的。所以,程序段号只在段的检索和作为条件转向时,用来作为该段的标识,程序段号仅仅用来作为“跳转”或“程序检索”的目标位置指示。因此,它的大小及次序可以颠倒,也可以省略。所以严格来说,不应该把N××指令称为段的序号,而只能称为段号。
② 段结束符 一个程序段的结束一定要用一个结束符号来表达。常用的段结束符多采用分号“;”或者星号“*”,也有的系统使用LF或CR作为段结束符号。
③ 程序功能字 程序功能字是一个很大的功能范围,主要包括准备功能字、尺寸功能字、进给功能字、主轴功能字、刀具功能字、辅助功能字等,是NC程序最主要的内容。专业化的编制程序,需要对这些程序字的含义和用法及其注意事项进行全面的学习和掌握,这是程序编写专业的学习内容。在本课程中,我们只对常用程序字的基本用法和常用功能做一个简单的介绍。
(5)程序段的注释 为了方便数控程序的检查、阅读,在许多数控系统中允许对程序段进行必要的注释,段的注释可以作为对操作者的提示显示在屏幕上,而对机床动作没有丝毫影响。
程序段注释一般放在段的最后,并用圆括弧“( )”括起来,如下程序段所示的注释表达,方便了对程序段的正确理解:
O0001;(PROGRAM NAME:程序名称)
G21 G17 G40 G49 G80 G90;
T1 M6;(16.0 FLAT ENDMILL TOOL:16.0英寸端面铣刀)
注意:不允许将注释插在地址和数字之间。
3.程序字
(1)程序字的概念 程序字是数控系统进行信息传递、存储和操作的最基本单元。一个程序段是由若干个程序字所组成的。
(2)程序字的组成 在数控加工程序中,字是指一系列按规定排列的字符,在NC 程序的程序段中,程序字是由一个英文字母与随后的若干位十进制数字组成的,这个英文字母称为地址符。例如,G54、G40、T0101、S800、M02等都是一个一个的程序字的。前面的大写字母G、T、N、S、M等都是该字的地址,它表达该字的功能,后面的数码则用来表达字的内容。
在NC程序中的每一个程序字都表达了一个预先指定的意义,所以程序中的字又称为“指令”。
(3)程序字的分类 根据各程序字的续效属性的不同,可以把程序字分为续效指令与非续效指令两类,又称为模态制指令(或模态制代码)与非模态制指令(非模态制代码)。
所谓续效指令(模态制指令)是指在程序中,该指令一旦指定就始终有效,直到相应的冲消指令出现,将其作用冲消掉为止。
字-地址可变程序段中的绝大多数指令都是续效指令。各指令字的续效作用使得程序中的大部分程序字免去了重复书写的麻烦,使程序大为简化,极大地方便了程序的编写和阅读检查。
根据程序字的功能的不同,又可以把程序字分为准备功能字、辅助功能字、其他功能字三大类。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










