



4.2 烧成工艺原理
4.2.1 烧成过程中物理化学变化
烧成是陶瓷生产最关键的一道工序。坯体在烧成过程中,经过一系列的物理化学变化。只有掌握坯体在高温焙烧中的规律,制定合理的烧成制度,正确选择窑炉,才能最大限度地提高产品的质量和降低燃料的消耗。
坯体烧成过程,是一个十分复杂的过程,物理变化和化学变化交错进行,且受烧成条件的影响,有的反应很难进行完全。现在一般根据温度和坯内的变化,分作四个阶段来讨论,见表4.1。
表4.1 坯体烧成各阶段

1.低温阶段(室温~300℃)
坯体在这一阶段主要是排除干燥后的残余水。随着水分的排除,固体颗粒紧密靠拢,伴随着少量收缩。但这种收缩不能完全填补水分排除后所遗留的空隙。对于黏土质坯体而言,经过此阶段后坯体强度和气孔率都相应增大。如果坯体是由非可塑性原料制成的,则反而变得疏松多孔,强度降低(加黏合剂的除外)。上述变化纯系物理现象。
控制坯体入窑水分是本阶段快速升温的关键。一般建筑陶瓷瓷坯体入窑水分控制在3%以下,这部分水相当于吸附水,因而水分排除时收缩很小。坯体含水率较高时,升温速度要严格控制。因为温度高于120℃时坯体内部的水分发生强烈气化。蒸气压力超过坯体的抗张强度极限时,造成制品开裂,对于厚壁制品尤为突出。坯体入窑水分过高时,往往易与窑炉内烟气中SO2发生化学反应,使坯体中的钙盐形成硫酸钙析出。
本阶段要加强通风。目的是使被水汽饱和的烟气得到及时排除,不致因其温度继续下降到露点而析出液态水,凝聚在制品表面造成“水迹”或开裂等缺陷。
2.中温阶段(300℃~950℃)
在这一阶段,坯体内部发生较复杂的物理化学变化:黏土中的结构水得到排除;碳酸盐分解;有机物、碳素和硫化物被氧化;石英晶型转变。这些变化与坯体组成、升温速度、窑炉气氛等因素有关。
(1)黏土矿物结构水的排除
黏土矿物因其类型、结晶完整程度和颗粒度的不同,排除结构水的温度也有所差别。
一般认为各种含水矿物的脱水温度范围如下:
高岭土450℃~650℃
珍珠陶土500℃~700℃
蒙脱石550℃~750℃
伊利石400℃~650℃
叶蜡石600℃~750℃
瓷石400℃~700℃
黏土矿物排除结构水也与升温速度有关。随着升温速度的加快,残余结构水的排除向高温推移,甚至要到1000℃以上才能排完。黏土矿物脱水后晶体结构被破坏,黏土失去了可塑性。
(2)碳酸盐、硫酸盐以及氧化铁的分解
坯料中或多或少都夹杂有一些碳酸盐矿物,釉料中也常常引入碳酸盐做助熔剂,如方解石、菱镁矿和白云石等。这类碳酸盐必须在此阶段分解,并在釉层封闭前逸出。
①坯体中的碳酸盐在1000℃左右基本完成。
②硫酸盐的分解
在氧化气氛下:CaSO4→─CaO+SO3,1250℃~1370℃,在1300℃以上急剧的氧化分解。
在还原气氛下:910℃开始,1100℃剧烈分解。
CaSO4+CO→─CaSO3+CO2
CaSO3→─CaO+SO2
③高价铁的分解
在氧化气氛下:1250℃~1370℃2Fe2O3→─4FeO+O2
在氧化气氛中,被釉层封闭的将有一部分Fe2O3与SiO2反应生成铁橄榄石并放出氧气,反应生成的氧气会使釉面出现气泡、残留Fe2O3会使瓷坯呈黄色。
在还原气氛下:2Fe2O3+CO→─2FeO+CO2
在1100℃时即大量的分解,生成的FeO与SiO2生成易熔的玻璃状物质,促进了坯体的烧结。
FeO+SiO2→─FeSiO3(青色)
(3)碳素、有机物和硫化物的氧化
坯料中的可塑黏土(如紫木节、黑泥)和硬质黏土(如黑碱石、黑砂石)都含有较多的碳素、有机物和硫化物。压制成形坯料表面还往往沾有润滑油。这些物质加热时都要发生氧化。它们的氧化反应和反应温度如下:
C有机物+O2→CO2约350℃以上
C碳素+O2→CO2约600℃以上
FeS2+O2→FeS+SO2350℃~450℃
4FeS+7O2→2Fe2O2+4SO2500℃~800℃
(4)石英的晶型转变和少量液相的形成
石英的晶型转变伴有0.82%的体积膨胀。但此阶段坯体气孔率较高,可以部分抵消因石英晶型转变所引起的破坏应力。上述应力对于薄形建筑陶瓷的影响甚微。但对于厚而大的制品则有一定影响,在此阶段应注意适当降低升温速度。对于建筑陶瓷的坯料组成,不论是K2O—Al2O3—SiO2系统,还是CaO—Al2O3—SiO2系统,均可在较低的温度下出现低共融液相,在含有钠长石的坯体中,其出现液相的温度更低,速度更快,这些液相的出现可起到胶结颗粒的作用,使坯体的机械强度得到提高。在氧化分解与晶型转变期,伴随着下列物理变化:结构水与分解气体排出;坯体的重量急速减轻,气孔相应增加;体积和色泽发生不同程度的变化;机械强度有相应的提高。
3.高温阶段(950℃~烧成温度)
坯体在高温阶段的物理化学反应有下列几类:
(1)在1020℃以前,继续氧化分解反应,排除残余结构水。坯体在氧化分解期的氧化反应实际上是不完全的。由于水汽及其他气体的急剧排除,在坯体周围有一层气膜,妨碍氧气继续往坯体内部渗透,从而使坯体气孔中的沉碳难以烧尽。有资料认为,坯料中的结构水在800℃前只排除3/4,最后残余的一些结构水,要推迟到1000℃左右才能排完。主要原因是这部分结构水中的[OH]根与Al、Si原子结合紧密,而且加热时排出的水汽有部分被吸附在坯体的间隙里,甚至溶解在新生液相中,因而很难排除。
(2)硫酸盐的分解和高价铁的还原与分解
此阶段的烧成气氛对坯体的化学反应影响极大。在氧化气氛中,硫酸盐与高价铁的分解往往推迟到1300℃以后进行。很显然,当坯体接近烧结温度时,这些物质分解出的气体将使釉面产生严重缺陷。而在还原气氛中,这些物质的分解可以提前到1100℃前完成。具体情况如下:
MgSO4→MgO+SO3900℃以上(氧化焰)
NaSO4→Na2O+SO31250℃~1370℃迅速分解(还原焰)
2Fe2O3+CO→2FeO+CO21000℃~1100℃
(3)形成大量液相和莫来石新相
随着温度的提高,高岭石在925℃左右经过放热反应,生成铝硅尖晶石和无定形的二氧化硅。在1100℃左右,铝硅尖晶石开始转化为莫来石,非晶态二氧化硅转化为方石英。
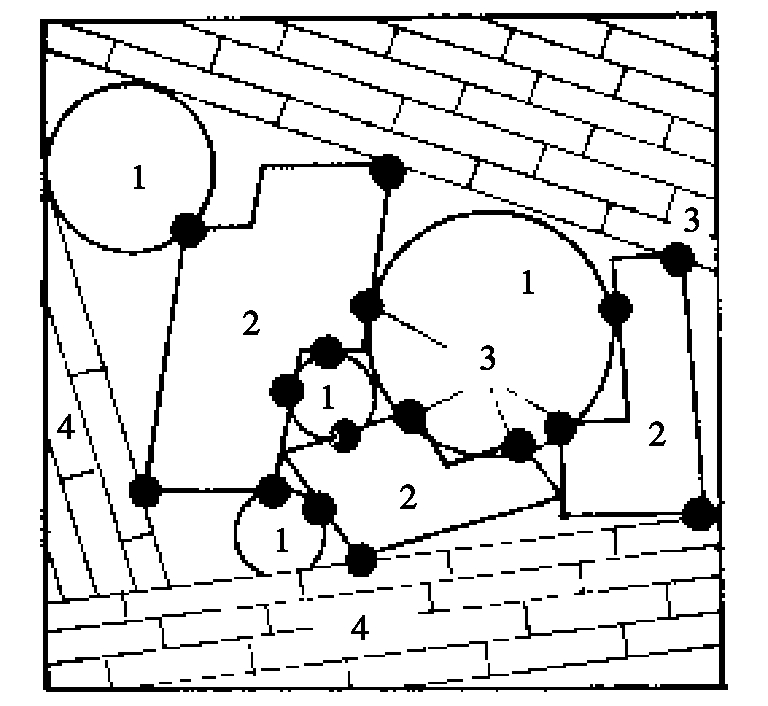
长石约在1170℃开始分解,析出白榴石并生成液相。在高岭土和长石组成的二组分混合物中,约在1000℃莫来石开始形成。首先是在高岭石的残骸上,由于比较活泼的钾、钠离子的侵入形成少量溶质而促使莫来石的生成。另一方面,由于K2O和Na2O含量的降低,长石熔体组成向莫来石区析出方向变化,导致长石熔体中形成细小的针状莫来石。如图4.2所示。

▲一次莫来石;○气泡;●碱离子; 1石英;2长石熔体;3二次莫来石;4高岭石
图4.2 一次和二次莫来石形成示意图
这两种莫来石有明显的区别,由高岭石分解物形成的粒状或鳞片状莫来石称为一次莫来石;由长石熔体形成的针状莫来石称为二次莫来石。
温度升至1130℃左右,长石几乎全部熔化,石英颗粒和黏土的分解物逐渐溶解,长石熔体中莫来石开始形成。此时石英的溶解度很小,对反应速度影响不大。1200℃以后,莫来石的含量已接近理论组成值,即莫来石与晶相之间比较快地达到平衡。
(4)石英溶解、莫来石重结晶和坯体烧结
在1200℃以后,随着温度升高,长石不断熔化,石英颗粒的溶解度迅速增大。石英含量降低,从而熔体的组分不断变化。这种高硅质熔体首先将细小针状莫来石溶解,高温时粒状和片状莫来石也受到强烈的侵蚀。与此同时,三组分共熔物不断增加。如果此阶段在还原气氛中进行,且坯料含铁又较高,则碱性氧化物与低价铁、石英等将形成更多低共熔物,使坯体中液相量大为增加。
坯料在高温下的反应主要由石英的溶解情况决定。在较低的温度下,石英的含量保证在坯料中有足够的结晶相。温度提高后,它在熔体中促进莫来石生长。温度再升高,不仅莫来石含量降低,熔体的黏度也有所降低,但由于石英继续溶解,提高了熔体的黏度。这就是高硅质瓷坯在烧成中形状稳定性较好的原因。在相同的煅烧条件下,坯料所含石英反应性愈好,烧成后残余石英含量也愈低。由于石英在熔体中的溶解速度大于石英转化为方石英的速度,因而在瓷器中很少形成方石英。有时看到的方石英只出现在石英的内部界面,而不是与熔体接触的地方。
大量液相对坯体成瓷的作用表现在两个方面:一方面促使晶体发生重结晶。由于细晶溶解度大于粗晶,因而小晶粒溶解后就向大晶粒上沉积,导致大晶粒尺寸进一步长大。另一方面液相起着致密化的作用。由于表面张力的拉紧作用,使它能填充颗粒间隙,促使固体颗粒相互靠拢。最终使莫来石、残余石英与瓷坯中的其他组分彼此结合成整体,组成致密的、有较高机械强度的瓷坯。
在玻化成瓷期,坯体的气孔率降至最低;坯体收缩率达到最大;机械强度和硬度增大;釉面具有光泽,坯体实现瓷化烧结。
4.冷却阶段(烧成温度→室温)
冷却期是制品烧成工艺中的最后阶段,按冷却制度的要求,可划分为3个阶段:
(1)冷却初期:即由烧成温度降至800℃,这是冷却过程的重要阶段。其主要变化是,瓷坯中处于黏滞状态的液相随温度降低,黏度不断增大。此时,如果冷却速度缓慢,则瓷坯中液相的黏度变化将不明显。黏度较小的液相便会通过溶解、淀析作用,逐渐溶解微细晶体(主要是莫来石微晶)并在较大晶体上淀析,使细晶减少而粗晶增多,导致制品机械强度降低。另一方面,釉层也会因冷却速度过于缓慢而引起析晶失透;低价铁也可能重新被氧化而使制品发黄。如果采取快速冷却,则可克服这些不良倾向。并且,此时瓷坯中玻璃相仍处于黏滞的塑态,能够对快速冷却所引起的应力起缓冲作用。因此,只要能保证窑的截面温度的均匀性,以及考虑到匣钵所能承受的急冷应力,在此阶段,冷却速度应尽可能地快。
(2)冷却中期:即由800℃降到400℃,这是冷却过程的危险阶段。其主要变化是,瓷坯中黏滞的玻璃相将随着温度的不断降低,由塑态逐渐转变为固态。这一转变会引起结果上的明显变化。其次是残余石英的晶型转变(残余石英在573℃由高温型转变为低温型)。如果冷却过快,不仅形成较大的结构应力,而且瓷坯内部和表面也将出现较大的热应力。因此,这一阶段的冷却速度必须缓慢,以防制品炸裂。
(3)冷却后期:即由400℃降至常温,这是冷却过程的最后阶段。此时,瓷坯中的玻璃相已经全部固化,瓷坯内部结构也已定型,并且承受的热应力作用也大大减小。所以这一阶段的冷却速度仍然可以加快。只要制品能承受住暂时热应力,不会出现冷却缺陷。
4.2.2 建筑陶瓷坯体的宏观性能及显微组织在烧成中的变化
建筑陶瓷坯体在烧成过程中,除了发生上述的物理化学变化外,其宏观性能及显微结构在烧成过程中由生坯逐渐变成具有较高强度的陶瓷。
对于压制成形的生坯而言,坯体往往具有25%-40%左右气孔。当密度为2.2~2.4g/cm3时,抗拉强度仅为0.35~1.0MPa,只能满足运输过程的基本要求。但经过烧结后,坯体发生约12%~15%的线收缩,吸水率在0.5%以下,密度增大为2.4~2.6 g/cm3,抗拉强度可达50.0MPa,较生坯提高50~150倍。由此可见生坯通过烧成变为瓷坯,过程中最明显的宏观性能变化是外形尺寸收缩,密度增加强度显著提高。
以黏土、长石、石英为基本组成的瓷质砖为例,坯体的宏观性能和显微结构变化叙述如下:
1.950℃以前的变化
500℃前坯体是由带棱角的石英、长石和细颗粒黏土组成的多孔粗糙组织。500℃附近出于黏土中的高岭土脱水,因而500℃~900℃之间,坯体就由石英、长石和偏高岭石的机械混合物组成。坏体体积变化特征表现为三种原料的膨胀和收缩量的综合效应。573℃时石英多晶转化具有大的膨胀,因而坯体表现出明显膨胀。650℃以后,高岭土收缩较大,加上高温型石英膨胀系数是负值,因此630℃~850℃之间,虽然长石有较大膨胀,但高岭土多的坯仍显示收缩,长石多黏土少的还显示平缓膨胀,当膨胀与收缩刚好抵消时就无体积变化。850℃~950℃之间有一较小膨胀,这大概是由于长石在此范围有极显著的膨胀,而黏土的收缩相对而言极为平缓之故。
通过偏光和扫描电镜的观察,此时坯体除致密化以外,基本上没有其他变化,因而组织结构与未烧前并无多大差别。
2.950℃(或920℃)~1100℃之间的变化
如图4.3所示,坯体在950℃开始收缩,1000℃附近产生急剧收缩,与纯高岭的收缩变化一致,表明这个过程是偏高岭石颗粒界面扩散导致坯体的烧结。在1000℃~1100℃之间收缩较和缓,推测是由于偏高岭石转变为尖晶石中间相。
3.1000℃以上的变化
坯体在1100℃左右及以上温度发生急速收缩。此时,坯体的收缩率和体积密度都随烧成温度升高而变大。如图4.3。此时,坯体的收缩率与坯体的组成有很大的关系,如果石英含量多,长石含量少的坯体收缩率小。石英较少、长石多的坯收缩大,体积密度大,并在较低温度范围内具有较大收缩和较大体积密度。坯体的开口气孔率都随烧成温度升高而降低,在1200℃~1250℃间为极限值,超过此温度则发生相反的效应。从上述性能变化得知,1100℃以上温度,虽然原料中的不纯物已形成熔体,新相莫来石形成量已增多,这些都要发生体积收缩,然而坯体的致密化过程是以长石为主的坯在较低温度范围内烧结;长石少、石英和高岭土多的坯就难于烧结。
显微结构研究发现,坯体在接近1100℃时含有尖晶石、石英、长石和原始微细高岭土颗粒,但在开始急速收缩以后,坯体中的矿物组成已稍有改变,长石的X衍射谱线减弱,证明长石已部分熔化。与此同时高岭土微粒也部分熔化,而且形成少量莫来石。所以经过1100℃烧成的坯体,虽然也有较多空隙,但此时因熔体的黏性流动,坯体已开始发生明显收缩,并具一定强度。在偏光显微镜和扫描电镜中观察到,1100℃~1200℃烧成的坯中,有相当多的凝固长石熔体的圆形颗粒和1μm左右的闭口气扎,经氢氟酸处理后能清楚看到石英粒子和在高岭土残骸中的微粒莫来石区,以及分布在长石玻璃中发育较好的针状莫来石集合区。如图4.4、4.5、4.6所示。随着温度升高,由于相邻固体颗粒的溶解,共熔体的数量增多。点状固熔体就如金属焊点,使1000℃下的焙烧物提高了强度。在1200℃~1250℃煅烧的坯中,莫来石量增加,石英由于溶解而逐渐减少;长石熔体粒子失去外形,随着黏度降低开始向基质扩散,坯体进一步致密。1250℃时粗石英颗粒变圆,外围有1~2μm厚的玻璃质称为熔蚀边。针状和细粒状莫来石两区域边界更加靠近,坯体开始均匀化,其中气孔几乎全为闭口形。

图4.3 瓷砖坯体的膨胀和收缩曲线(升温速度10℃/min)
经过烧结后的瓷质砖,冷却后的瓷质砖坯体存在着晶相、玻璃相,还有许多显微大小的气泡。晶相构成坯体骨架,玻璃相为骨架间隙中的填充物。玻璃相的数量一般为30%~50%左右,莫来石晶体一般约占10%~30%,其余为石英晶体和气孔,如图4.7所示。
1石英;2长石;3熔滴;4黏土矿物
图4.4 瓷坯烧至950℃后的组织结构示意图

图4.5 瓷坯烧至1000℃后的
组织结构示意图

*二次莫来石;△次莫来石;1残留石英;2长石玻璃;3石英熔蚀边;4三元低熔物;5气孔;6长石—高岭玻璃
图4.6 烧结瓷坯组织结构示意图

1残留石英;2石英熔蚀边;3针状莫来石;4次莫来石
图4.7 瓷质砖的相图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










