



第三节 水喷射加工
几千年来,成语“滴水石穿”体现了在人们眼中秉性柔弱的水本身潜在的威力,能够以柔克刚。然而,作为一项独立而完整的加工技术,高压水喷射加工的产生却才是最近几十年的事。利用高压水为生产服务始于19世纪70年代左右,用来开采金矿,剥落树皮。20世纪50年代,高压水喷射切割源于前苏联,但第一项切割技术专利却在美国产生,即1968年由美国密苏里大学教授诺曼·弗兰兹博士获得。在最近十多年里,水喷射切割技术和设备有了长足进步,并逐步应用到工业生产中。
一、基本原理
水喷射加工(图7-12)是利用从喷嘴中高速喷出的水流的冲击力破碎和去除工件材料的特种加工。
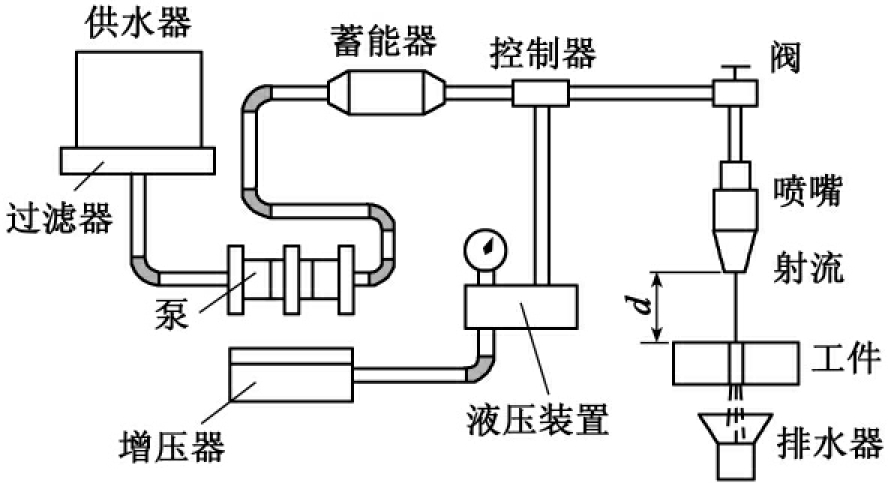
图7-2 水喷射加工原理图
20世纪50年代末开始应用,它是利用压力为200~400MPa(最高可达1500MPa)的高压水,从孔径为0.05~0.4mm的蓝宝石或金刚石喷嘴孔中以每秒数百米至一千米以上的高速喷出,形成一股高能量密度(流速的功率密度达106W/mm2)的射流冲击工件,代替金属刀具作精密加工或切割,使材料破碎而去除,“切屑”进入液流排出。人们把它称为“水刀”。
水喷射加工主要用于切割各种非金属材料如塑料、橡胶、石棉、石墨、木材、胶合板、石膏、水泥、皮革和纸板等。切割厚度为几毫米至几十毫米,取决于使用的喷射压力和材料的性质。
根据不同需要,高压水喷射加工有以下三种形式:
①纯水射流。只用水作介质,可切割软材料,如纸张、橡胶、塑料、毛毯、玻璃钢、石棉板、木材和纤维制品等,但切割力较小。
②磨料水射流。向水中加入固体磨料颗粒,常用60~100目的石榴石、石英砂和氧化铝等,可成倍提高切割力,几乎可切割所有的硬质材料,如金属、非金属、金属基及陶瓷基复合材料等,是应用最广的射流切割方法。
③聚合物水射流。向水中加入少量高分子长链聚合物,如聚乙烯酰胺等,可提高射流密集度及射程,能切割较软或稍硬材料。
水液体喷射切割的主要特点是:
①切缝小,一般为0.08~0.4mm;
②切割速度高,如切割厚度为6.4mm胶合板的切割速度达1.7m/s;
③切屑被液体带走,不致粉尘飞扬,因而能避免环境污染。液体喷射还可用于穿孔、切割薄金属材料、金属零件去毛刺和表面清理等。
④加工时对材料无热影响,工件不会产生热变形和热损伤,对加工热敏感材料尤为有利。
⑤可由计算机控制,实现CAD/CAM一体化。
二、材料去除速度和加工精度
切割速度主要由工件材料决定,并与所用的功率大小成正比,和材料的厚度成反比。不同材料的切割速度如表7-3所示。
表7-3 某些材料水射流加工的切割速度
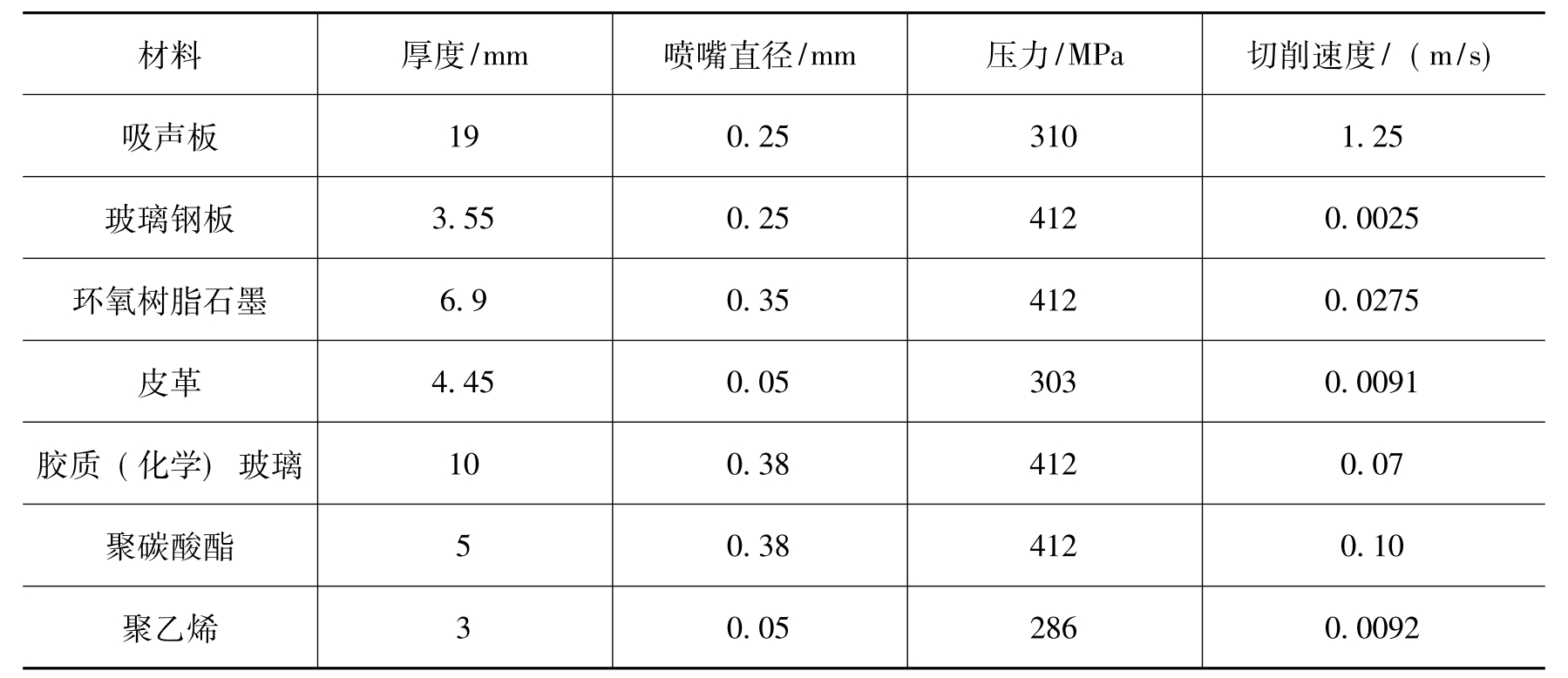
切割加工精度主要受喷嘴轨迹机床精度的影响,切缝比所用喷嘴孔径大0.025mm。加工复合材料时,采用的射流速度要高,喷嘴直径要小,并具有小的前角,压射距离小。喷嘴越小,加工精度越高,但材料去除速度降低。切边质量受材料性质的影响很大,塑性好的材料可以切割出高质量的切边。液压过低会降低切边质量,尤其对复合材料,容易引起工件表面起鳞。进给速度低可以改善切割质量。
水中加入添加剂(丙三醇、聚乙烯、长链形聚合物)能改善切割性能和减少切割宽度。另外,压射距离对切口斜度的影响很大,压射距离愈小,切口斜度也愈小。高能量密度的射流束将引起温度的升高,进给速度低时有可能使某些塑料熔化,但温度不会高到影响纸质材料的切割。
三、设备
水射流加工设备和元件,主要是要能够承受的系统压力达到400~800MPa,液压系统通过小的柱塞泵使液体增压到1500~4000MPa。增压后的水,通过内外径之比达5~10的不锈钢管道和特殊的管道配件,再经过针形阀通过喷嘴进行加工。喷口直径为0.05~0.4mm的喷嘴,喷射时会产生一股长达30~40mm的聚合射流。
把高压液体转变成高速射流的喷嘴,对设计者提出了苛刻的要求。为了使侵蚀最小,喷嘴材料应是耐腐蚀的,同时为了有光滑的轮廓结构,材料还应具有一定的韧性和易于机械加工。常常利用粘结的金刚石或蓝宝石作成喷嘴,并可把它们放进钢套里作为镶嵌件使用,以满足强度和韧性的综合需要。金刚石、碳化钨和特种钢,也已经成功地用于制造优质的喷嘴。
四、实际应用
水喷射加工的液体流束直径为0.05~0.38mm,可以加工很薄、很软的金属和非金属材料,例如铜、铝、铅、塑料、木材、橡胶、纸等七八十种材料和纸品。水喷射加工可以代替硬质合金切槽刀具,而且切边的质量很好。所加工的材料厚度少则几毫米,多则几百毫米,例如切割19mm厚的吸声天花板,采用的水压为310MPa,切割速度为76m/min;玻璃绝缘材料可加工到125mm厚。由于加工的切缝较窄,可节约材料和降低加工成本。
由于加工温度较低,因而可以加工木板和纸品,还能在一些化学加工的零件保护层表面上画线。图7-3为水喷射加工的加工过程。
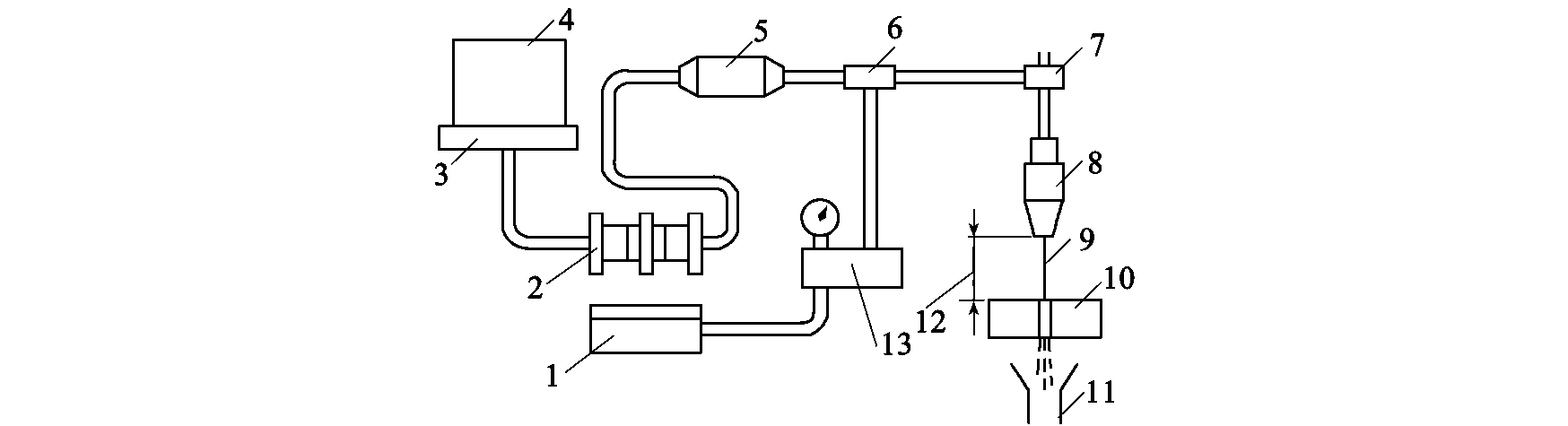
1—增压器2—泵3—混合过滤器4—供水器5—蓄能器6—控制器7—阀8—蓝宝石喷嘴9—射流10—工件11—排水道12—喷口至工件表面的间距13—液压装置
图7-3 水喷射加工过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











