



第三节 涂料的配制
涂料是指型腔和型芯表面的涂覆材料,有液态、稠体或粉状之分,它可以提高铸型表面的耐火度、表面质量、化学稳定性等。在砂型(芯)表面刷涂料可提高表面强度和防止铸件粘砂、夹砂,减少清砂的劳动量。
一、涂料的制备
1.涂料的组成
涂料的组成主要包括:防粘砂的耐火材料、粘结剂、悬浮稳定剂和稀释剂。
(1)防粘砂的耐火材料。一般铸铁件用石墨粉;铸钢件用硅石粉、铬铁矿粉、镁砂粉、锆石粉等;有色金属件用滑石粉。
铸铁件防粘砂材料石墨分为鳞片状和粉状两种。鳞片状石墨耐火度高,但不易涂刷均匀,只用于较大型的铸铁件;一般铸铁件都使用黑色粉状石墨粉,或两种混合使用。
铸钢件防粘砂材料常用的是硅石粉。硅石粉分天然和人造两种,常用的是人造硅石粉,其SiO2含量的质量分数应高于96%~98%。对于耐热钢、不锈钢等高合金钢铸件和厚大铸件,常用锆石粉、铬铁矿粉、镁砂粉、刚玉粉等。
(2)粘结材料。涂料中加入粘结剂可以提高涂料层的强度和涂料层与砂型表面的结合强度。常用的粘结剂有粘土、糊精、纸浆残液、糖浆、干性植物油、聚乙烯醇水溶液。一般根据所刷涂料的砂型(芯)的烘干温度来选择粘结剂。如烘干温度在200℃左右,可用糊精、糖浆、纸浆残液;烘干温度在250℃以上,则要加入粘土、干性植物油、水玻璃等粘结材料。
(3)悬浮稳定剂。其作用是促使防粘砂材料在水中呈悬浮状态,使涂料成为均匀的悬浊液,防止沉淀,并易于涂刷均匀。一般常用膨润土作悬浮稳定剂。涂料中含膨润土多,则悬浮稳定性好,但涂料在烘干和浇注时容易开裂,因此,要选用胶质价高的膨润土或活化膨润土,以保证涂料有足够的稳定性而加入量最少。
(4)稀释剂。用来使涂料保持一定的粘度和密度,便于涂刷或喷射。涂料过分粘稠,不易涂刷均匀,过稀又使涂料层太薄,防粘砂效果不好。生产中一般根据涂料的密度要求来决定稀释剂的加入量。常用的稀释剂是水,称为水基涂料;也有用工业酒精、汽油、煤油作稀释剂的,称为快干涂料。快干涂料容易挥发或者涂后点火即可燃烧,因此涂料层干燥快,并能起到一部分表面烘干作用,但成本高。
2.涂料的配制
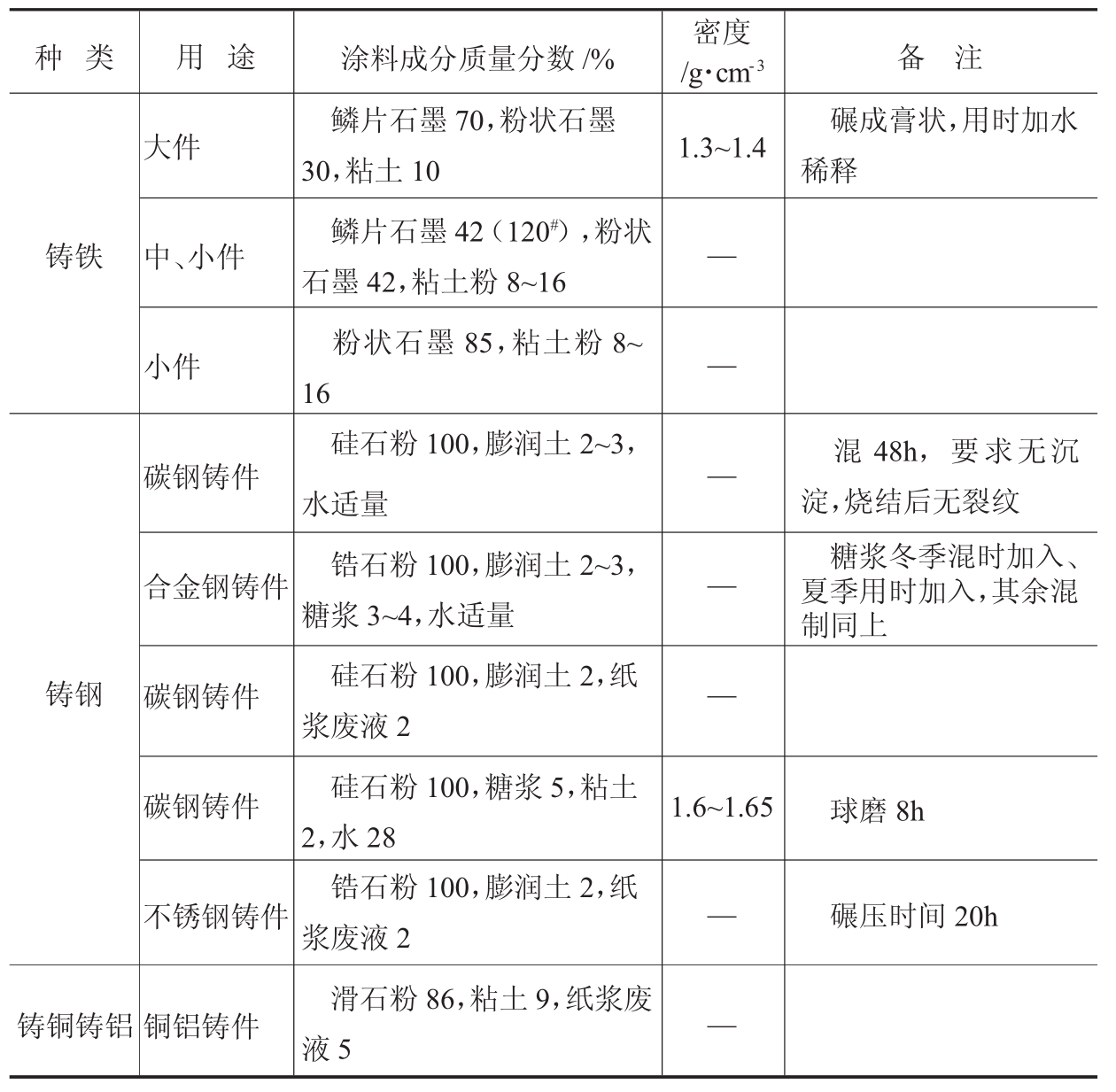
常用涂料的配方见表1-14。
表1-14 常用涂料的配方
涂料的混制工艺可根据工厂的具体条件决定,常用的有搅拌机搅拌、人工搅拌、碾压成膏状备用。膏状涂料混制时,一般先将粉状干粉干混0.5h左右,再加水碾压,碾压时间可达几小时,待其成为均匀的涂膏后方可出碾。使用前将涂料置于叶片式搅拌机中,加水即制成可直接使用的涂料。
为防止加入糊精、糖浆等的涂料发酵,可在涂料中加入防腐剂福尔马林,加入量为每100kg涂料加入40ml福尔马林。
本章小结
本章论述了砂型铸造生产铸件型砂的配制及应用;配制型(芯)砂的原材料以及涂料的配制。
读了本章内容,就可以掌握生产不同合金铸件应选用什么样的型砂。更重要的是针对不同材质的铸件在配制型砂时,能制定型砂配方,并且会混制。
本章主要内容如下:
论述砂型铸造配砂所用的原材料以及每种原材料适用于生产哪种合金的铸件。
论述粘土砂的配制及应用。铸铁件粘土砂的配方及配制方法;铸钢件型(芯)砂的配方及配制方法,有色合金粘土砂的配方及配制方法。型(芯)砂的种类有粘土砂、石灰石砂、水玻璃砂、合脂砂、油砂、树脂砂等。每种型砂应该应用在哪种合金的铸件生产上。
论述了砂型和砂芯使用的涂料的种类以及涂料的组成、性能和涂料的配制。湿型、干型、表干型各应选用哪种涂料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










