



任务1 了解不落轮镟床
【活动场景】
使用多媒体展示不落轮镟床的使用与生产。
【任务要求】
掌握不落轮镟床设备的功能、用途、组成及特点。
【知识准备】
1.设备的用途
电客车在长时间运行后,与钢轨接触的轮缘踏面会产生磨损和变形,需要进行车削加工恢复尺寸,不落轮镟床是地铁车辆轮对加工的专用设备,主要用于城市轨道列车在不进行解编、不需要任何拆卸的情况下,对受损的车轮踏面、轮缘进行切削加工、修复的工作,一般设置在城市轨道交通车辆检修基地内的专用镟轮轨道线路上,安装于地面以下的基坑中。
2.设备的功能
不落轮镟床是用于加工具有外置轴箱轮对的车辆,通过遥控公铁两用车牵引或者牵车器牵引地铁列车、车辆,使待镟修的车辆轮对运行到机床上,待被加工轮对与机床对位后,机床顶轮机构将被加工轮对两轴端顶起使之悬离轨道,将机床上方的一段活动轨道取下,由机床电机经传动齿轮带动被加工轮对转动,机床刀具即可对轮对轮缘踏面进行加工。新一代的数控系统、结构紧凑的液压系统,在加工车削时可以同时加工两侧车轮,并且通过先进的测量装置对车轮的轮缘和轮对的踏面预加工自动测量和最终加工完成的数据测量,即同时测量、加工、采集加工数据。
其设备主要功能如下(见图3.2)。

图3.2 不落轮镟床的主要功能
①在列车整列编组不解列、转向架轮对不落轮的条件下,对车辆单个轮对受损或擦伤的车轮踏面和轮缘进行镟削加工。
②对已落架的转向架上的单个轮对进行不落轮加工;或对已落轮的单个轮对的踏面及轮缘进行镟削加工。
③在不落轮条件下,对工程轨道车辆(如内燃机车、接触网作业车等)单个轮对踏面和轮缘进行镟削加工。
3.设备的组成
不落轮车床有两套数控系统及机械装置对称布置,可同时或分别加工轮对的两个车轮。主要由数控系统、机械传动机构、垂直顶轮机构、液压系统和防窜装置、整流电源、机床电控系统等部分组成,见图3.3。数控系统根据加工程序和操作指令控制刀具的运行轨迹,完成轮缘曲线的加工;机械传动机构由齿轮变速箱、滚珠丝杆传动装置构成,将两个垂直方向的由数控系统的电机动力传递给刀具;垂直轮机构由蜗轮蜗杆构成,将被加工轮对顶起,使之悬空转动;整流电源作为机床的辅助设备,为被加工机车轮对牵引电机提供动力,驱动轮对转动;液压系统为45°斜向液压顶轮装置提供动力,斜向顶轮装置在加工中对被加工轮对水平方向定位,防止车削加工时轮对产生横向窜动;机床电控系统对以上各部分进行电气控制,并实行安全联锁。
4.设备的特点
不落轮镟床与普通车床相比,无论从结构上,还是控制上都有很大的差别,具有以下特点。
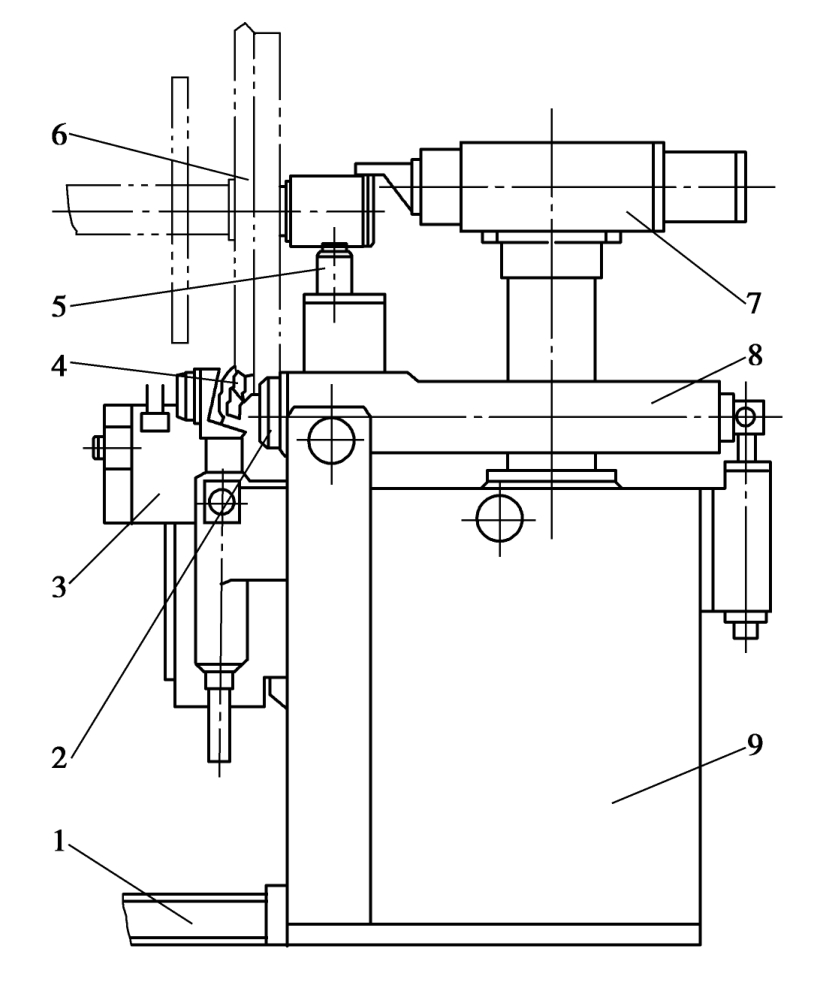
图3.3 不落轮镟床设备构成
1—床身连接梁;2—摩擦滚轮;3—刀架;4—轴向控制轮;5—外轴箱支承;6—工件(被加工的轮对);7—增力压下装置;8—摩擦轮支承架;9—床身
(1)设备结构对称布局
不落轮镟床设备的立柱式床身、主传动系统、刀架、定心定位装置、测量系统等部件,均采用左右对称的布局方式,即左右各1套。这样的布局形式,既便于轮对的装夹,满足轮对左右同时切削加工的需要,又提高了轮对加工的工作效率,同时有利于机床运行时的整体稳定性。

图3.4 不落轮镟床传动方式简图
1—轮对;2—摩擦驱动轮;3—摩擦轮;4—床身;5—抬升油缸
(2)装夹方式以工件定心
不落轮镟床不同于普通车床,具有唯一确定的回转中心,它是一种无心车床,要以每一工件(被加工轮对)的回转中心作为机床的回转中心。而每一轮对在机床上装夹的回转中心变化不定,因此不落轮镟床必须设置可调整的轴箱支撑定心装置。同时,为了保证切削加工中工件不产生轴向移动,不落轮镟床上还要设置轴向定位装置。
(3)采用摩擦传动的方式
不落轮镟床没有卡盘,带动工件(轮对)旋转和切削的转矩由摩擦方式产生。摩擦传动链为主电动机→皮带轮→传动齿轮箱→传动轴(两根)→摩擦滚轮(两个)→工件(车轮),除主电动机安装在床身上外,其余传动件均安装在摩擦轮支承架上,见图3.4。摩擦传动中为了保证每个轮对始终与两个摩擦滚轮相接触,不致在切削过程中或因车轮不圆时发生脱离,摩擦轮支承架要处于恒压浮动状态。摩擦力的大小与正压力成正比,当车辆轮对的轴负重较轻而不能产生足够的摩擦转矩时,可通过增力压下装置来增加轴负重。
(4)刀架垂直布置
不落轮镟床的左、右刀架均为垂直布置,这样既充分利用了有限的空间又便于排屑。同时垂直布置的刀架其主切削力在水平方向内,不会与垂直方向内的轴负重力相抵消而减小摩擦转矩。由于被车削的轮对宽度有限并考虑到刀架立柱的支承刚性,刀架纵向有效行程一般设计在230mm以内;刀架结构一般设计为下层为横向(径向即垂直方向:X轴)滑板,上层为纵向(轴向即水平方向:Z轴)滑板。
(5)两侧切削同时进行
车辆的轮形有多种,由多段直线及不同圆弧所组成,因此需要刀架在两个方向(X轴、Z轴)的合成运动来完成切削加工。早期的不落轮对车床一般采用液压仿形,其中纵向为电液比例控制,横向为机液伺服控制。现在的不落轮对车床基本上为数控型,其中中低档次的数控不落轮对车床采用两套车床数控系统分别控制左、右刀架;而高档次的数控不落轮对车床则由一个多通道的具有较完善PLC功能和较强计算、通信功能的数控系统来完成两个刀架的控制及所有测量数据的采集与集中处理。
(6)多种测量方式
一方面由于每个被加工工件(轮对)在不落轮对机床上的位置要随机调整和确认;另一方面在保证车辆运行安全、贯彻好相关标准和规程的前提下,轮对在切削加工中要以最少的金属去除量来保留最大的踏面直径以便获取最大的经济效益。因此,要对工件机床绝对坐标系中的位置、加工前的直径及磨损状况、加工过程中直径的变化等随机参数进行自动测量,以便控制系统计算、比较后自动形成最佳切削参数。上述功能是高档次数控不落轮对车床必须具备的功能。目前的不落轮对车床具有定位测量(也称对刀测量)、直径测量及轮形磨损测量等测量功能。
【任务实施】
不落轮车轮机床是地铁车辆段车辆维修的主要设备之一,国内的生产厂家主要有青海重型机床厂、江西重机(与德国Hegenscheidt公司合作生产)、武汉善福等。在国际上生产不落轮机床比较著名的有德国Hegenscheidt公司、美国的Simmons公司,以及欧洲的Hoesch公司和Talgo公司在这一领域也占有一席之地。可以这样说,这些公司在生产车辆不落轮车轮成形机床方面,融合了最现代化的技术,代表了当今世界计算机数控切削机床的最高水平。
不落轮镟车床的技术条件需符合枟机床数控系统通用技术条件枠(JB/T8832—2001)、枟金属切削机床通用技术条件枠(GB/T9061)、枟机械电气设备通用技术条件枠(GB5226.1—2002)、枟液压系统通用技术条件枠(GB/T3766—2001)、枟金属切削机床安全防护通用技术条件枠(GB15760)等技术规范及标准的要求。
【知识链接】
不落轮加工车辆轮对的方式主要有车削和铣削两种。
①车削的刀具是车刀,一般刀头上有2个刀片(但处于工作状态的只有l片),一片切削踏面和相邻的轮缘面,另一片削轮缘的另一侧面。车轮在驱动托轮的带动下快速转动,刀片则仿照轮缘踏面的形状运动——可直接按仿板型或按计算机程序仿型切削。
②铣削的刀具是铣刀,每组全轮廓仿形铣刀有多个环绕交错嵌入的硬质合金刀片,铣削时依次接触整个轮缘踏面。铣刀轮盘上有10~16个切削刃片,每个刃片上嵌入12个左右的硬质合金刀片,非线形切削长度可保持低负荷和高切削量的切削状态。
【效果评价】
评价表

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









