



18.3.2 LNG船围护系统制造工艺
LNG船和常规运输船舶相比,除主货舱围护系统及与围护系统相关的部分外,其制造工艺基本相同,故下面主要介绍围护系统及与围护系统相关部分的制造工艺。
18.3.2.1 液货舱围护系统制造工艺
1)液货舱围护系统制造工艺流程
液货舱围护系统制造工艺流程见图18.3-6。

图18.3-6 液货舱围护系统制造工艺流程
2)液货舱围护系统制造工艺
(1)船体分段建造和货舱平整度检查。LNG船分段建造方法和其他类型的船没有大的区别,但货舱区的最终尺寸及平整度要求必须满足其精度要求,详见图18.3-7。

图18.3-7 船体平整度检查
(2)船体上基准线和网络线确定。划线操作的准确性关系到绝缘材料的安装质量。在定位时可采用高精度激光水准仪,各基准线定位要求误差不超过0.5mm。可以连接杆座套为绝缘箱的安装基准,网络线的各连接杆座套的定位误差不超过1mm。在建造过程中,可采取先划线,然后检查对角确保各点的正确,各基准线的误差控制在0.3mm以内,网络线的误差基本控制在0.5mm以内。
(3)基准垫块的设置。利用激光水准仪等仪器测量各连接杆座套网络点的高度,据此来选配基准垫块。基准垫块精度也是一个非常重要的环节,如果这里的精度控制得好,可以确保以后第二层绝缘箱表面平面度,减少磨平的工作量。
(4)连接杆基座的定位和焊接。采用专用模板放入基座,用磁铁把模板固定在舱壁上,使模板的四条基准线贴合网格线的十字线,点焊定位之后拿去模板,全面焊接基座。焊接之后要全部做着色检验,确保质量,见图18.3-8基座定位图。
图18.3-8 连接杆基座图
(5)安装焊接定位板。先根据图纸划线,之后依据所划线和模板双重标准放好定位板(参阅图18.3-8(a)),开始间隔1m点焊,然后再用模板和水平杆逐渐缩小点焊间隔,固定定位板。定位好以后,开始焊接。焊接之后再用模板和水平杆检查,标准为各点误差不超过±3mm。
(6)安装次层绝缘箱。
①安装平面区域次绝缘箱。在安装时,绝缘箱依靠连接杆基座和基座定位时所打的样冲点来定位,且标准要求两相邻绝缘箱的T形坡口的偏差不能超过1.5mm,两相邻但不接触绝缘箱之间的间距在58mm和62mm之间(见图18.3-9),两相接触的绝缘箱之间的间隙小于3.5mm。
图18.3-9 次层平面区域不接触绝缘箱间距
②安装三面角处的绝缘箱及三面体。所谓三面角区及横向二面角区和纵向二面角区都属于货舱边角区域,参见图18.3-10。
图18.3-10 货舱边角区域
可先根据模板把绝缘箱安装到位,再摆上殷瓦钢三面体,安装时先用花篮螺栓固定,之后根据定位板和专用模板定位调整,点焊固定。点焊结束,再用模板检查确认位置正确。之后拆除花篮螺栓,进行不锈钢填料氩弧焊。为了在焊接时保证三面体的位置没有移动,只能拆除所焊接一侧花篮螺栓,另一侧的暂时不动,等一边焊完之后再拆除。在焊接的时候,为了减少温度的影响,可用紫铜压紧。焊接完成后,全面做着色检验,确保没有焊接缺陷,否则,必须补焊。图18.3-11为三面角处绝缘箱模拟舱。
图18.3-11 三面角处绝缘箱模拟舱
③安装横向二面角处的绝缘箱。横向二面角处的绝缘箱的一个直角R将是它上面的殷瓦(低温不胀钢)管的基准。安装要求为比定位板低1~2mm,同一殷瓦管下绝缘箱的不平度不大于(0~-2mm)∕3m,不同殷瓦管下绝缘箱的不平度最大为±2mm/m。
④安装横向二面角处的殷瓦管。殷瓦管与二面体焊接时需要注意的是,在垂直方向,由于受到船体变形所产生的应力较小,焊接时可以在连接板的两边各留下10mm不焊,而在水平方向,既要受到船体所产生的应力的影响,又要受到货物的压力,因而必须在连接板的两边各进行10mm的包边。
⑤安装纵向二面角处的绝缘箱及组合梁。组合梁和边上相邻绝缘箱的安装要求为高差小于1.5mm,组合梁和下面绝缘箱的间隙小于1mm,两组合梁之间的间隙小于10mm。
(7)安装卡舌和次层殷瓦板。殷瓦板末端均采用手工焊,在其和殷瓦板的连接处用专用的剪切机剪出一直径R100mm的圆弧,在圆弧处采用手工氩弧焊间断焊。圆弧之外高出殷瓦板的殷瓦末端部分的卡舌(用于固定殷瓦板而在绝缘箱上安装的殷瓦材料)用剪刀剪去,之后要边点焊边磨平,打磨时不要损坏点焊,并用吸尘器清洁打磨区域。要确保在两块殷瓦板的凸边和卡舌之间没有间隙,防止灰尘进入。
(8)安装主层绝缘箱。把绝缘箱的坡口放入第二层殷瓦板卡舌,放好之后,检查各绝缘箱表面,要求不平度小于1.5mm/m,两绝缘箱表面的高差小于0.5mm,两相邻绝缘箱的间隙小于0.7mm,绝缘箱和横向角的高差不能大于1.5mm,绝缘箱和组合梁之间的高差不超过±1.5mm,如果不符合要求,须用机器磨平。
(9)安装主层殷瓦板。按照安装次层殷瓦板的工艺和步骤进行。
18.3.2.2 泵塔制造工艺
泵塔是人员进入液货舱内的唯一通道,也是所有经液体穹顶进入液货舱的管子的唯一支撑,它是LNG船货舱区非常重要的功能部件之一。泵塔的结构是以两根液货泵排出管和一根应急液货泵通道为基本骨架,组成一个自下而上的三角形构架。三根管子之间用结构件连接起来,中间还设有平台以及上下的梯子,其他的管子都沿着它敷设,两台液货泵和一台扫舱泵安装在它的底部,形成一个整体。图18.3-12为泵塔图。两根液货泵排出管的下部装有两台液货泵,用于将液货舱内的液货输送至岸上。应急液货泵通道下部装有根阀,在应急情况下可以用手提式液货泵抽吸舱内的液货。扫舱泵排出管用于扫舱和液货舱冷却时为喷淋管提供液化天然气。注入管既可用于岸上液态天然气的注入管,也可用于液货舱升温时,常温天然气的注入管。雷达导管用于测量液舱内的液位、温度和压力等。手动浮子式液位测量仪机座及浮子导管是根据IMO(国际海事组织)规定设置的第二套液位测量系统。

图18.3-12 泵塔
1)泵塔制造工艺流程
泵塔制造工艺流程见图18.3-13。
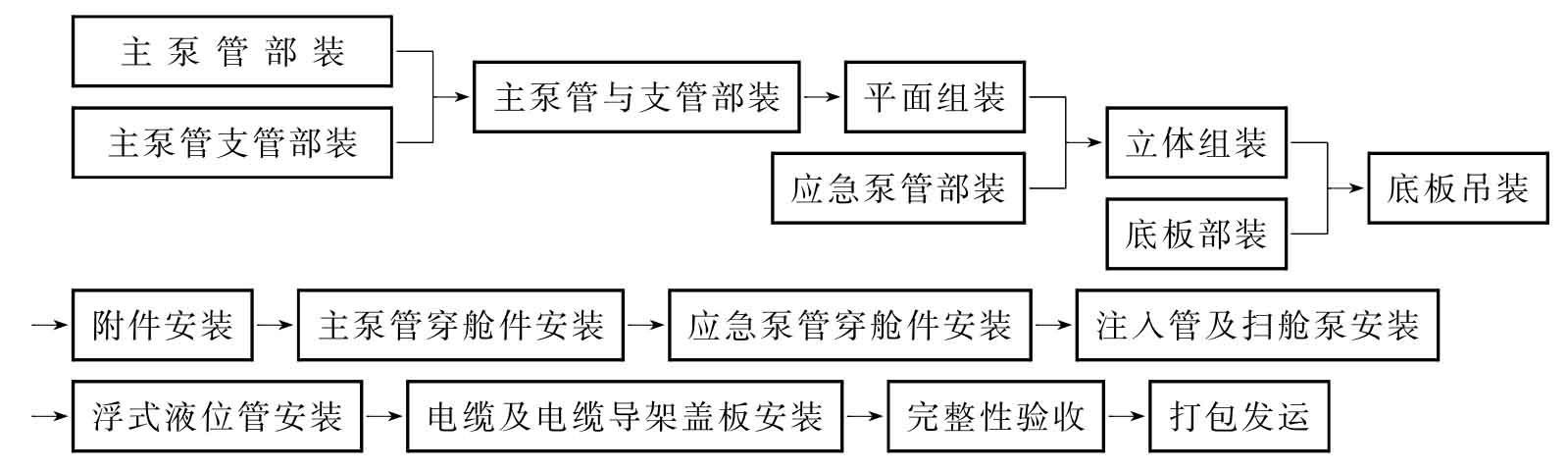
图18.3-13 泵塔制作基本流程图
2)泵塔制造工艺
整个泵塔是在车间内预先制造完工后,再整体吊入舱内。泵塔的材料一般为低温不锈钢SUS304L以及少量的低温不锈钢SUS316L和Invar M93不胀钢。整个泵塔重量达30~40t,长度约30m。
泵塔制造工艺要点:
(1)泵塔主管(主泵管和应急泵管)的直线度控制:按GTT图纸要求,总长约30m的构件直线度公差要求控制在±5mm,需要考虑各方面的因素,如原材料不锈钢管的直线度、主管对接过程中直线度、组装过程中直线度的控制都直接影响泵塔的直线度。
(2)部件的平面度控制:按经验和要求,在底部部件装焊结束后的平面度控制在4mm范围内,在装配和焊接的过程中要严格控制,必要时应采用一些专业工具。
(3)不锈钢零件下料、加工及机加工的精度控制:由于不锈钢的特性,很难按常规工艺进行返修处理,每个零件的每一工序步骤均应严格控制其精度,以便后续制作。
(4)焊接及焊接变形控制:泵塔中所有的管子对接均采用TIG焊单面焊双面成形焊接工艺,100%X光拍片。由于不锈钢线膨胀系数大,受热后非常容易变形、且变形量大,而且发生变形后很难进行校正处理,在零部件的装焊过程中应采取一定的措施来减少焊接变形。
(5)氦气试验:装焊工作完成后,对主泵管、应急泵管及注入管等殷瓦套圈部位进行氦气密性试验。
(6)不锈钢酸洗钝化:在整个制作工作全部结束后,应对泵塔进行酸洗钝化。
18.3.2.3 绝缘箱制造工艺
绝缘箱是LNG船围护系统两大主要部件之一。绝缘箱不仅要承受与传递液货舱内的超低温液化天然气货物产生的压力和载荷到双壳船体结构上,而且还要以其良好的隔热性能以满足规定的液化天然气蒸发率(BOR)。由此,对绝缘箱的制造精度就提出了相当高的要求。就标准箱的外形尺寸来说,它的长宽尺寸公差±1.0mm,高度尺寸公差±0.5mm。
1)绝缘箱制造工艺流程(见图18.3-14)

图18.3-14 绝缘箱制造主流程图
通常分为标准绝缘箱和非标准绝缘箱两条生产线进行组装。
2)绝缘箱制造工艺
绝缘箱的箱体为桦木胶合板,箱体的板厚通常顶板12mm,底板6.5mm,箱子四周侧板和箱内的分隔板均为9mm。每只箱子的前后两块侧板和箱内与其平行的分隔板上有直径30mm的贯穿孔,箱子前后两块侧板上的孔需粘贴70mm×70mm见方的玻璃纤维布。一艘147 000m3 LNG船所需要的绝缘箱数量大概在55 000只左右,其中约60%是标准箱,约30%是半标准箱,其余10%是非标箱。
标准绝缘箱的长约1 140mm,宽999mm,主绝缘层标准箱厚约230mm,次绝缘层标准箱厚约300mm。绝缘箱内充填的憎水膨胀珍珠岩,是构成绝缘箱的主要材料之一,是液货舱维持-163℃低温的主要隔热材料。根据GTT要求该材料要获得认可,通常要做出四份报告,即粒度大小分布、化学分析、比重试验和憎水试验。
绝缘箱的箱体和箱内加强隔板为全桦木或桦木与云杉木交替结构形式胶合板材料,这种专用的胶合板结构必须由等厚的木层组成,木层相互成直角,与基准面对称并平行于表面。绝缘箱的形状大多数为平行六面体,其他的为棱柱体或多面体。箱体各元件用胶水粘合后再钉卡钉,卡钉桥形部分陷入胶合板表面的深度以及卡钉之间的间隔距离都用手工操作,尺寸不易控制。箱内充满珍珠岩后的绝缘箱需放到一个振动工作台上在规定的振动参数下作密实振动,通常振动时间太短会导致密实性差,使得在船舶寿命期内珍珠岩的塌落量过大。振动时间过长又会导致过分密实(密度高),会降低绝缘箱的导热系数,而影响绝缘物的隔热效率。因此,选择最恰当的振动持续时间是绝缘箱制造的技术要点。
绝缘箱生产线通常有两部分组成:一部分是常规和专用的木工机械设备组成,其主要功能是将尺寸为:1 000mm×2 400mm/1 500mm×3 000mm的标准胶合板根据输入的数据预切割成箱体元件,同时在次绝缘箱内24mm厚的加强隔板上和主绝缘箱12mm厚的面板上铣出因上下两层绝缘箱连接所需的特殊形状长槽。
绝缘箱生产线的另一部分是箱子的总装部分,即绝缘箱组装自动流水线及珍珠岩装填,这一部分同时还配有夹具存储传送带和夹具、珍珠岩进料系统,以及绝缘箱包装设备。这条线的作用就是箱子的组装、珍珠岩填充和进行密实振动。最终输出完整,合格的绝缘箱。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











