



二、型材的机械矫正
1.角钢的机械矫正
(1)用型钢矫正机矫正角钢。

图5-19 矫正角钢的滚轮工作示意图
型钢矫正机的工作原理与滚板机相同。在结构上不同的是,滚轮设在支架外面,呈悬臂形式,这样便于根据角钢的大小更换滚轮。角钢通过矫正机的滚压,就可以被矫正。图5-19即为矫正角钢时,选用不同滚轮的工作示意图。
(2)用压力机矫正角钢。
压力机配合规铁等工具,也常用来矫正角钢。其操作方法和注意事项如下。
①预制的垫板和规铁,应符合角钢断面内部形状和尺寸的要求,以防止工件在受压时歪倒或撤除压力后回弹,如图5-20所示。操作时,要根据工件的变形情况调整垫板的距离和规铁的位置。
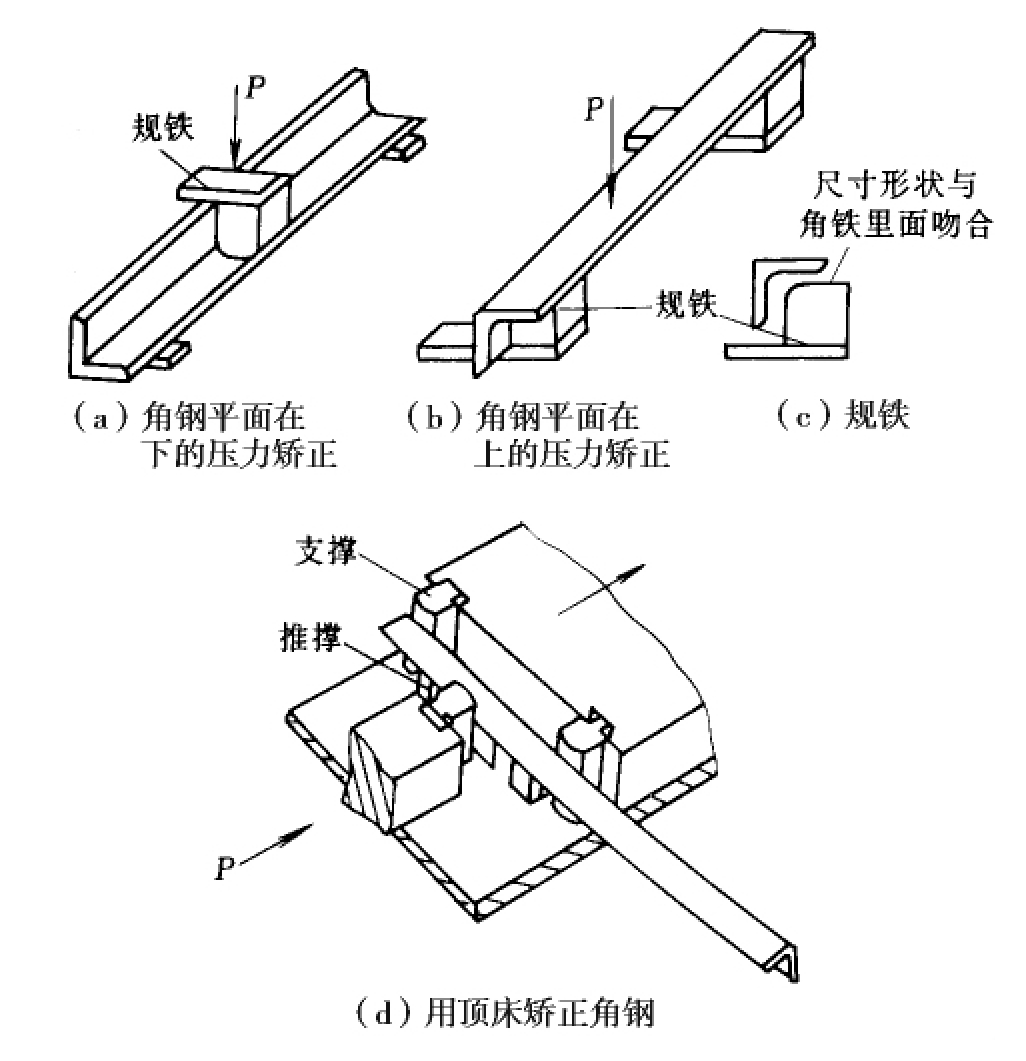
图5-20 在压力机上矫正角钢示意图
②用机械矫正角钢的两面垂直度时,常采用如图5-21所示的方法。
③对工件变形的矫正,要视具体情况,经过反复试验,以观察施加压力的大小、回弹情况等,然后再进行矫正。
2.槽钢的机械矫正
(1)用型钢矫正机矫正槽钢。
使用型钢矫正机之前,应备好与槽钢规格相应的滚轮,并装在型钢矫正机上,其操作方法与矫正角钢相同。

图5-21 角钢两面不垂直的压力矫正
1.上胎 2.垫板 3.规铁 4.工件 5.V形下胎
(2)用压力机矫正槽钢。
由于槽钢腹板的厚度较薄且偏于小面的一侧,受力时容易变形,因此,在机械矫正时,要在槽钢内的受力处加上相应形状的规铁。

图5-22 槽钢对角翘起的压力矫正
1.压铁 2.工件 3.垫铁
①槽钢对角上翘的机械矫正。矫正槽钢对角上翘(或称对角下落)时,应将接触平台的对角垫起,在向上翘的对角放置一根有足够刚性的压铁,再将机械压力施加在压铁中心位置上,使工件略呈反向翘曲,如图5-22所示。除去压力后,工件会有回弹,回弹量与反翘量相抵消,便可使槽钢获得矫正。回弹量的大小,要根据具体情况和实践经验来确定。如除去压力后仍有翘曲或呈反向翘曲,要以同样的方法再进行矫正。
②槽钢立面弯曲的机械矫正。槽钢以立面弯为主,并使两翼板平面也随之弯曲的叫做立面弯曲。矫正立弯时,将槽钢凸起处置于压力机顶压中心,在平台与工件之间的凹处两侧放置垫铁(支撑),在工件受压处的槽内放置相应的规铁,摆稳之后,在工件的凸起处施加压力,并使其略呈反变形,如图5-23所示,除去压力后反变形被回弹,从而得到矫正。

图5-23 槽钢立面弯曲的压力矫正
1.规铁 2.工件 3.支撑
③槽钢向里(或向外)弯曲的机械矫正。槽钢两翼板旁弯引起腹板随之弯曲的叫做向里(或向外)弯曲。具体矫正方法如图5-24所示,两者均应留出回弹量。

图5-24 槽钢弯曲的压力矫正
1.垫铁 2.工件 3.压铁 4.规铁
3.工字钢的机械矫正
(1)用型钢矫正机矫正。
使用型钢矫正机之前,应备好与工字钢规格相应的滚轮,并装在型钢矫正机伸出的轴上。滚压一侧翼板后再滚压另一侧翼板,直到将工字钢矫正。
(2)用压力机矫正工字钢。
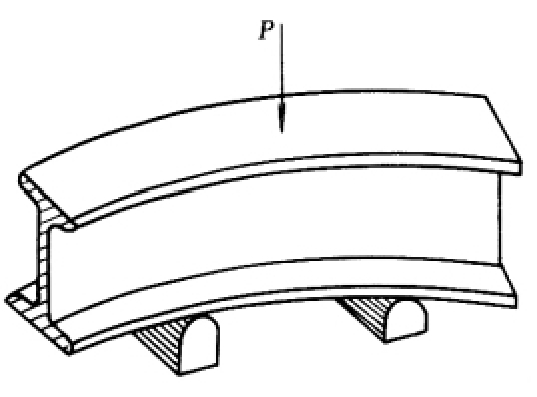
图5-25 工字钢立弯的压力矫正
①工字钢大面(或小面)弯曲的压力机矫正方法与槽钢的矫正方法相同,如图5-25所示。
②工字钢腹板的矫正。工字钢由于腹板慢弯而引起两翼板的不平行,其矫正方法如图5-26所示。图中,上垫铁的高度要大于翼板宽度的一半,宽度为腹板高度的2/3左右,由于腹板厚度较薄,因此,压力要适当,待其慢弯消除后,两翼板随之平行且垂直于腹板。
(3)工字钢翼板倾斜的矫正。
工字钢翼板倾斜,有内向倾斜和外向倾斜两种。翼板向内倾斜时,可采用如图5-27所示的方法进行矫正。
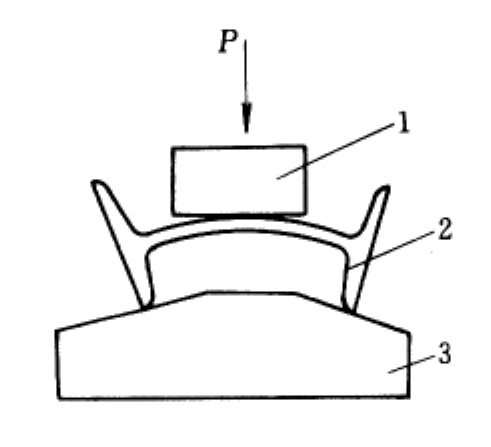
图5-26 工字钢腹板弯曲的压力矫正
1.上垫铁 2.工件 3.下垫铁
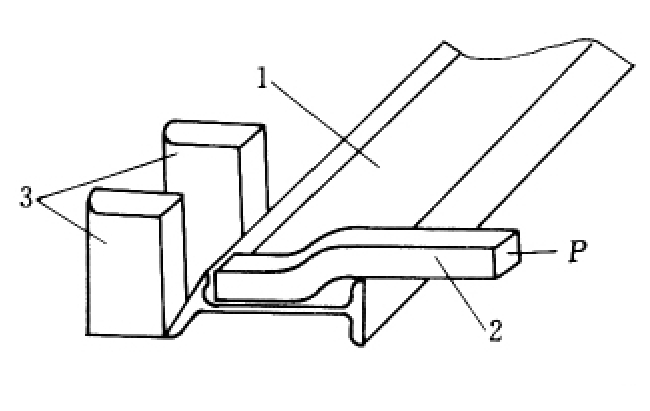
图5-27 工字钢翼板倾斜的机械矫正
1.工件 2.接杆 3.支撑
翼板向外倾斜时,可用压力机直接顶压倾斜处进行矫正。如果变形严重而不适于冷作矫正时,可在翼板与腹板相连的变形处用火焰加热,再施以机械压力矫正。
4.圆钢的机械矫正
圆钢弯曲变形,可用管子矫直机进行矫正。管子矫直机的关键部位是辊轮。辊轮成对排列,并与被矫直工件的轴线成一定的角度。辊轮两头粗、中间细,矫正时,先调好辊轮的间隙,机器开动后,输入的圆钢与辊轮接触,在滚动压力的作用下,斜置成对的辊轮迫使圆钢沿螺旋线滚动前进,圆钢经受辊轮的反复滚压,使其弯曲部位获得矫直。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












