



任务2 酸乳的发酵生产
一、工艺流程
酸乳生产的工艺流程如图4-5所示,搅拌型酸乳和凝固型酸乳的预生产步骤相同,对每一步将进行具体操作。

图4-5 酸乳的生产步骤
二、操作步骤
1.准备原料乳
用奶罐从农场或收奶站收集到的牛乳,必须符合酸乳生产的卫生标准:原料乳必须新鲜,细菌含量低,酸度不超过18°T,酒精实验中没有凝固现象;通过微生物、生化免疫或现代仪器等方法检测分析,不含有抗生素;原料乳中不得含有噬菌体、CIP清洗剂残留物和有效氯等杀菌剂等;脂肪含量在3.2%以上,非脂干物质含量在8.5%以上,脱脂乳的非脂干物质应在8.3%以上。
通常情况下,运输途中不可避免奶温会略高于4℃,因此牛乳在储存等待加工前,通常经过板式交换器冷却到4℃以下。未经处理的原乳储存在大型立式储奶罐中,通常容积范围为50000~100000L。牛乳在加工之前,进行1~2h自然脱气,脱气结束前5~10 min,进行搅拌,保证牛乳质量均一。
2.标准化和配料
(1)标准化
酸乳生产所用的原料乳需先经过标准化,目的是使产品符合要求。在食品法规允许范围内,根据所需酸乳成品的质量要求,对乳的化学组成进行改善,从而使其不足的化学组成得到校正,保证各批成品质量稳定一致;标准化也加强了原料乳用量的合理性,以尽量少的原料乳生产出符合质量标准的产品。
目前标准化的工艺方法一般有三种途径,即添加原料组成、浓缩原料乳和重组原料乳(复原乳)。添加原料乳:在原料乳中直接加混全脂或脱脂乳粉或强化原料乳中某一乳组分(如乳清粉、酪蛋白粉、奶油、浓缩乳等)达到原料乳标准化目的。浓缩原料乳有三种方式:蒸发浓缩、反渗透浓缩和超滤浓缩。重组原料乳(复原乳):以脱脂乳粉、全脂乳粉、无水奶油为原料,根据所需原料的化学组成,用水配制而成的标准原料乳。
原料乳标准化方法举例说明:乳制品中的脂肪和非脂干物质的含量保持一定的比例关系,当原料乳中脂肪含量不足时,应添加稀奶油或分离一部分脱脂乳,当原料乳中脂肪含量过高时,可添加脱脂乳或提取部分稀奶油,目的是调整原料乳中的脂肪含量(F),使乳制品中的脂肪含量(F)和非脂乳固体含量(SNF)保持一定的比例关系。
标准化计算方法如下:
成品中R1=F/SNF
原料乳中R2=F/SNF
比较R2和R1:
若R2<R1,增加F;
若R2>R1,增加SNF。
[例4-1] 某厂用3800kg含脂率为3.0%和非脂乳固体含量为8.3%的原料乳,制造脂肪含量为8.8%和非脂乳固体含量为22.7%的甜炼乳时,原料乳中应添加多少脂肪含量为40%、非脂乳固体含量为5.2%的稀奶油?
解
R1= =0.3877
=0.3877
R2= =0.3614<R1
=0.3614<R1
设需添加xkg稀奶油,令R1=R2,则
R2= =0.3877
=0.3877
x=21.79
所以需要添加21.79kg稀奶油。
(2)配料
国内生产酸乳一般都要加糖,加糖量为4%~7%。加糖方法是先将溶解糖的原料乳加热至50℃左右,加入砂糖,待完全溶解后,经过滤除去杂质,再加入到标准化乳罐中。
3.预热、均质、热处理、冷却
一般来说,预热、均质、热处理、冷却都是由预热、热处理、保持、冷却段组成的板式热交换器和外接的均质机联合完成的。
(1)预热
物料通过泵进入杀菌设备,预热至55~65℃,再送入均质机。
(2)均质
在发酵过程中及最后的储藏和运输中都必须防止脂肪分离,这一点对脂肪含量相对较高的产品尤为重要,对于凝固型酸乳的生产也特别重要,因为凝固型酸乳不会再进行搅拌。
酸乳是一种水包油型乳浊液,均质机在这方面的作用是减小不连续相——脂肪球的体积,从而有助于形成一个稳定的乳浊液体系。在牛乳中,脂肪球的直径范围为1~20μm,均质的作用是将脂肪球的平均直径降低到2μm以下,在均质阀芯和出口间的空间所产生的高速作用以及通过均质阀芯的泵送通道所产生的强剪切作用下进行破碎脂肪球,如图4-6所示,常用两级均质的第一级和第二级的均质压力分别为15MPa和4MPa。由于脂肪需要保持液态,均质温度就需要在50℃以上,有时可能接近65℃。经均质的乳脂肪的表面积增大,浮力下降,如图4-7所示。此外,经均质后的牛乳脂肪球直径减小,易于消化吸收。一般来说,一级均质适用于低脂肪产品和高黏度产品的生产,二级均质适用于高脂、高干物质产品和低黏度产品的生产。
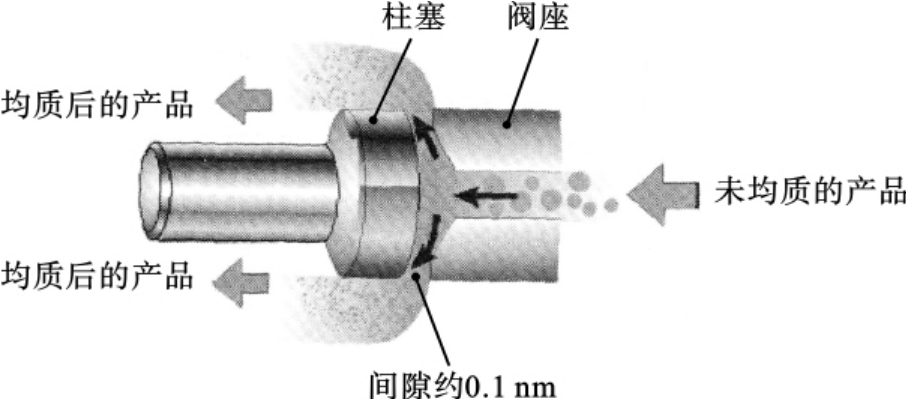
图4-6 脂肪经过均质的示意图
(3)热处理
热处理的目的如下。
a.杀灭营养食品中的有毒微生物。
b.杀灭和减少食品腐败微生物至可以接受的水平。
c.减少微生物总量至不会危害发酵剂微生物生长的水平。
d.为了使乳清蛋白变性,改善最终产品的质构,保证在货架期内不出现乳清分离现象(在凝固型酸乳的制造过程中,这一点尤为重要)。
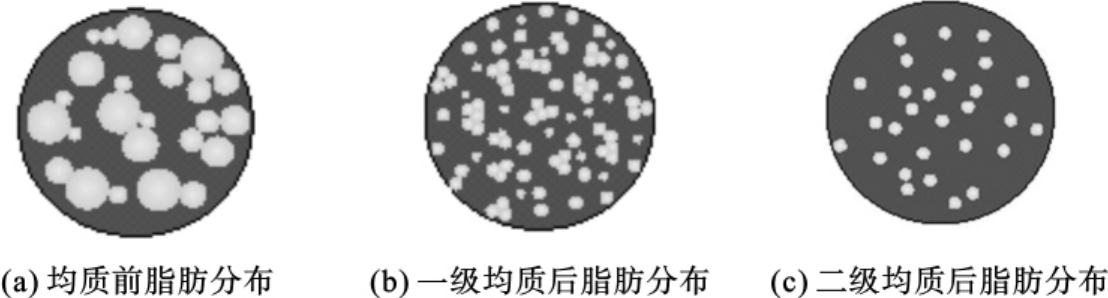
图4-7 均质前后乳中脂肪球的变化
e.需热溶的水合稳定剂。
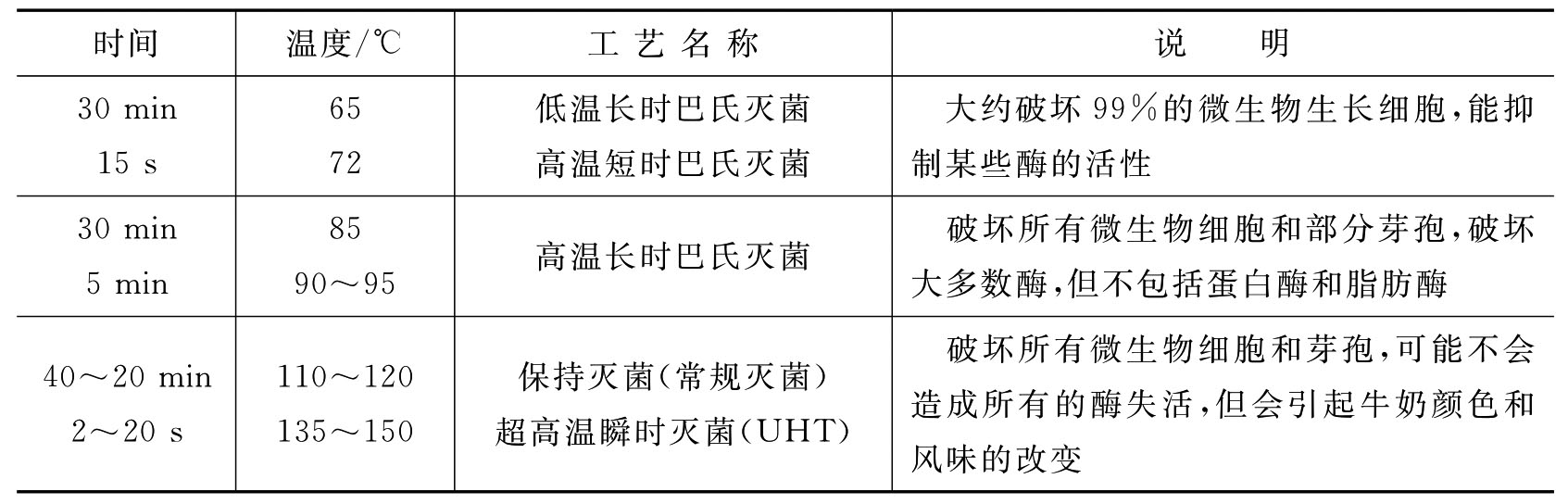
可以通过板式或管式换热器的加热段来实现,而且在不同的温度与时间组合下,不同的蛋白质之间会发生反应。当牛乳经85℃/30min处理后,蛋白质会表现出最佳亲水性,因此牛乳才会凝固而制得酸乳,这也是蛋白质水合作用最强的时候。实际生产中,应用于奶制品的热处理多种多样,从小于65℃几秒钟到150℃几秒钟杀菌(UHT)。制作酸乳的牛奶基料的杀菌方式(包括液态奶的杀菌)如表4-3所示,工厂可根据设备情况和产品品质要求自行选择,通常选用90~95℃,3~6min。
表4-3 液态乳与酸乳基料的热处理工艺
(4)冷却
经过热处理的牛乳需要冷却到一个适宜的接种温度。在很多情况下,冷却可以在板式换热器的热回收段里完成,在间歇的储罐或搅乳器里制作酸乳,允许通过冷水夹套或储罐冷却(有效的水浴)。如凝乳时间较短,其接种温度在42℃左右,如果需要延长发酵时间,温度可以降低一些(为30~32℃)。考虑到接种罐罐壁的温度、冷发酵剂的加入和潜热的影响,测得的冷却段的实际温度很可能会比所需要的高1~2℃,这主要取决于容量、搅拌方式、输送距离等。
如凝乳时间较短,获得一个精确的接种温度至关重要,因为温度太高会抑制并杀死发酵剂培养物,而温度太低会导致发酵时间不必要的延长。
4.接种
接种是指在物料基液进入发酵罐的过程中,通过计量泵将工作发酵剂连续地添加到物料基液中,或将工作发酵剂直接加入物料中,搅拌混合均匀。
(1)接种量
接种量有最低、最适和最高三种,最低接种量一般为0.5%~1.0%,最适接种量在2.0%~3.0%,最高接种量在5.0%以上。经实验证明:当接种量超过3%时,达到滴定酸度100°T所需的时间并未缩短,而酸奶风味因发酵前期酸度上升太快反而变差;反之,接种量过小,达到所要求的滴定酸度所需时间就会被延长,且酸奶中杆菌数少于球菌,乳酸含量较低,酸奶的酸味不够。
(2)接种方法
接种前应将发酵剂充分搅拌,使凝乳完全破坏;接种时应严格注意操作卫生,防止霉菌、酵母、细菌噬菌体及其他有害微生物的污染;接种后,要充分搅拌10min,使发酵剂菌体与杀菌冷却后的牛乳充分混合均匀。此外,还应注意保温。
目前多采用特殊装置在密闭系统中以机械方式自动添加发酵剂,如无此类装置,亦可以用手工方式将发酵剂倾入发酵罐中,但一定要注意操作卫生,防止杂菌污染。有的酸乳加工厂使用直接入槽式冷冻干燥颗粒状发酵剂,按比例将发酵剂加入发酵罐,或者洒入工作发酵剂乳罐中扩大培养一次,即可作为工作发酵剂使用。
5.发酵
在现代的自动化工厂里,搅拌型和凝固型酸乳都是连续化生产的。在搅拌型和液态/饮用型酸乳的生产中,大罐培养是在热水夹套式的大培养罐(比如5000~10000L)内完成的。而凝固型酸乳则是在零售容器中进行发酵的,其培养温度取决于所用的发酵剂微生物和计划培养的时间。零售容器中凝固型酸乳的发酵一般是在热风培养室内进行的。
发酵温度一般控制在42~43℃,这是嗜热链球菌和保加利亚乳杆菌最适温度的折中温度,实际上培养温度大都控制在40~45℃,发酵时间一般在2.5~4h。发酵终点判断是制作凝固型酸乳的关键技术之一,如果发酵终点确定得过早,则酸乳组织软嫩、风味差,确定得过迟则酸度高、乳清析出过多,风味同样不佳。发酵终点判断有以下几种方法:①发酵一定时间后,抽样观察,打开瓶盖,观察其凝乳情况,如已基本凝乳,立即测定酸度,酸度达到65~70°T,可终止发酵;②抽样观察,打开瓶盖,缓慢倾斜瓶身,观察酸乳流动性和组织状态(如流动性变差,酸乳中有微小颗粒出现,可终止发酵,如不够则适当延长发酵时间);③详细记录每批发酵时间和发酵温度等,供下批发酵判断终点时参考。
搅拌型酸乳发酵通常在专门发酵罐中进行。发酵罐带有保温装置,利用罐体四周夹层里的热媒体来维持一定温度,发酵罐装有温度计和pH计。pH计可控制罐中的酸度,当酸度达到一定数值时pH计就传出信号。发酵温度为41~43℃,经过2~3h,pH降至4.7左右,乳在发酵罐中形成凝乳。如图4-8所示为搅拌型酸乳的发酵和灌装典型的生产线。
在实际生产中,对于非连续灌装工艺或采用效率较低的灌装手段,持续时间较长,应注意温度的保持;确定发酵时间时还应考虑后面的冷却过程,在冷却过程中酸乳酸度还会继续上升。
6.搅拌
这一过程在搅拌型和液态/饮用型酸乳生产中采用,且在破坏热凝乳的凝胶结构和乳清蛋白的结合中是必不可少的。2~4r/min缓慢搅拌5~10min,通常可获得均匀的混合物。搅拌能抑制发酵剂活性和降低产酸速率。
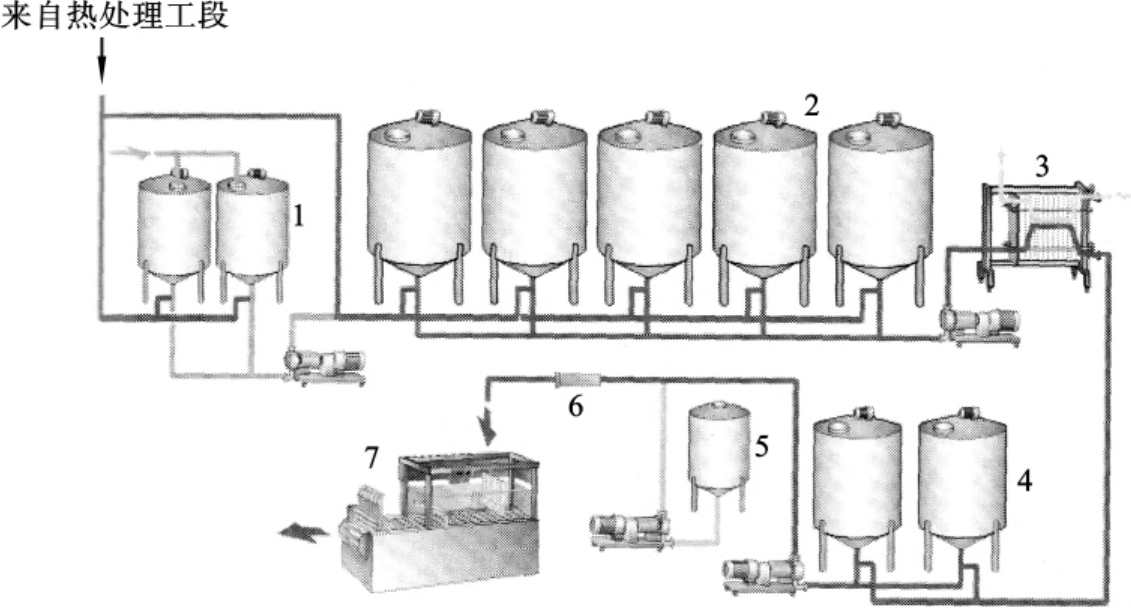
图4-8 搅拌型酸乳发酵和罐装工段
1—生产发酵剂罐;2—发酵罐;3—片式冷却器;4—缓冲罐;5—果料/香料罐;6—混合器;7—包装
7.添加果料
果料的添加可以采用一系列不同的系统,包括在线内定量地将果料添加到已离开中间储罐即将灌装的酸乳中,或者在一个特殊的混合罐中添加果料与定量的酸乳混合。
往搅拌型酸乳中添加果料通常是用一个可调速的计量泵连续进行的,这种计量泵将果料泵入装有酸乳的果料混合装置中,并保证果料在进入酸乳后能被均匀地混合。
许多厂家认为,在这一阶段用泵输送酸乳对其质构和黏度都是有害的,因此要选择特别设计的系统。在这一系统中,果料是用剪切力小的柱塞或类似的装置来输送并与酸乳混合的。果料包括水果、糖类、稳定剂、色素和香精等,具体用量由生产者考虑。水果的实际用量的变化是很大的,一般指导原则是水果浓缩物的添加量为最终产品的15%~25%,这主要取决于配料中水果的含量。最终产品中水果的实际含量很可能为6%~10%,国外一般为12%~18%。
无论采用何种方式添加果料,都应确保终产品获得均一的色泽和风味,不出现任何缺陷。确保果料的有效添加是很有必要的。
8.冷却和冷藏
冷却的目的是终止发酵过程,抑制酸乳中乳酸菌的生长,使酸乳的质地、口味、酸度等达到规定要求。
凝固型酸乳发酵结束,应将酸乳从保温室转入冷却室,用冷风迅速将酸乳冷却至10℃以下,此时酸乳中乳酸菌生长活力很有限,在5℃左右时几乎处于休眠状态,因此酸乳酸度变化微小。
在搅拌型和液态酸乳的生产中用温和的正位移泵将酸乳泵送到板式或管式冷却器中进行冷却,这样做的目的是达到足够低的能抑制发酵剂活性的温度。为了保证产品质量的均一性,泵和冷却器应在20~30min内排空发酵罐。传统的连续生产是一步冷却到10℃以下,储存在一个缓冲罐内,并与预先准备好的果料等配料混合。二步冷却是指先将酸乳从发酵温度(30~45℃)冷却到15~20℃,接着添加风味物质、果料等其他配料,然后灌装到零售容器中,将酸乳冷却到10℃以下,进行冷藏保存。由于二步冷却对酸乳黏度提高有一定的作用,在工业化生产中得到广泛应用。不管采取什么冷却工艺,必须注意的是,酸乳凝乳开始冷却时处于相对比较高的pH,而冷却的速率(快或慢)会影响到产品的最终酸度。冷却速率还会对凝固型酸乳的质构产生影响,快速冷却可能会加剧乳清析出,这是因为快速冷却可能会导致蛋白质网络结构剧烈收缩,从而影响相应的保水性能。
在10℃以下的冷藏过程中,酸乳还能促进产香物质的生成,改善硬度。冷藏温度一般控制在2~5℃,最好是在-1~0℃的冷藏室中保存,长时间储藏时温度可控制在-1.2~-0.8℃。
9.灌装
凝固型酸乳接种后应立即连续灌装到零售容器中,搅拌型酸乳在和果料混合均匀后,直接流入灌装机进行灌装。灌装方式有手工灌装、半自动灌装和全自动无菌灌装等。酸乳容器一般有玻璃瓶、塑料杯、纸盒、陶瓷瓶等。玻璃瓶因能很好地保持酸乳组织状态,容器本身又无有害浸出物质,适合于灌装凝固型酸乳,但运输比较沉重,回收、清洗、消毒等比较麻烦。整个灌装过程要迅速,这样乳液温度下降少,与所设定的发酵温度接近,整个发酵时间就不会延长。在灌装过程中,容器上部留出的空隙要尽可能小,其中内容物晃动幅度小,酸乳形态容易保持完整,此外减少空气也有利于乳酸菌的生长。塑料杯和纸盒等容器在凝固型酸乳“保形”方面不如玻璃瓶,主要用来灌装搅拌型酸乳。
典型的凝固型酸乳的加工路线如图4-9所示。
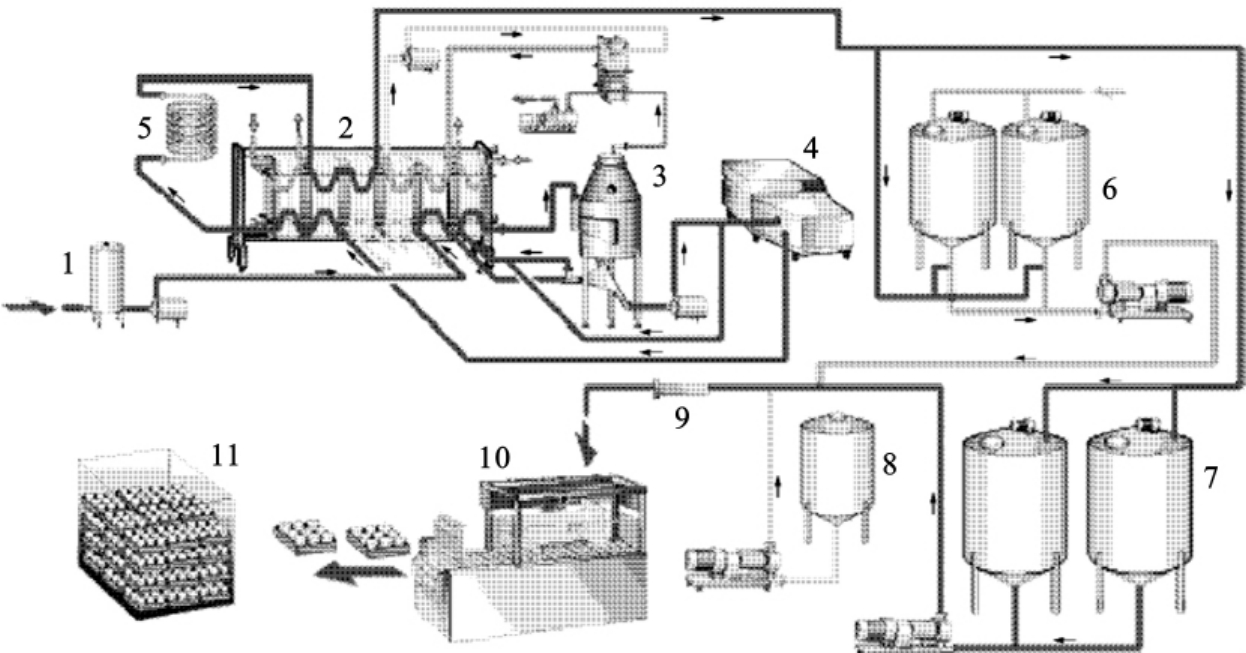
图4-9 典型的凝固型酸乳生产流程示意图
1—平衡罐;2—片式热交换器;3—真空浓缩罐;4—均质机;5—保温管;
6—生产发酵剂罐;7—缓冲罐;8—香精罐;9—混合器;10—包装;11—培养
三、质量标准
按照《食品安全国家标准 发酵乳》(GB 19302—2010)执行。
该标准适用于以生牛(羊)乳或复原乳为主要原料,经杀菌、发酵、搅拌或不搅拌,添加或不添加其他成分制成的发酵乳或风味发酵乳。
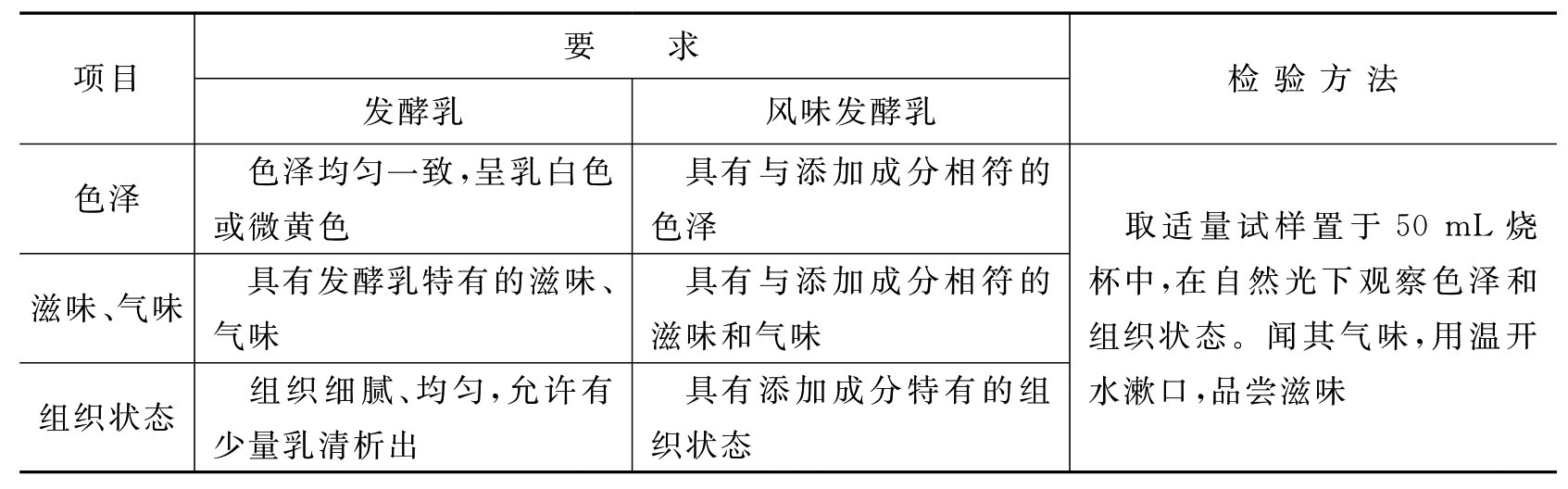
(1)感官指标
感官指标如表4-4所示。
表4-4 感官要求
(2)理化指标
理化指标如表4-5所示。
表4-5 理化指标
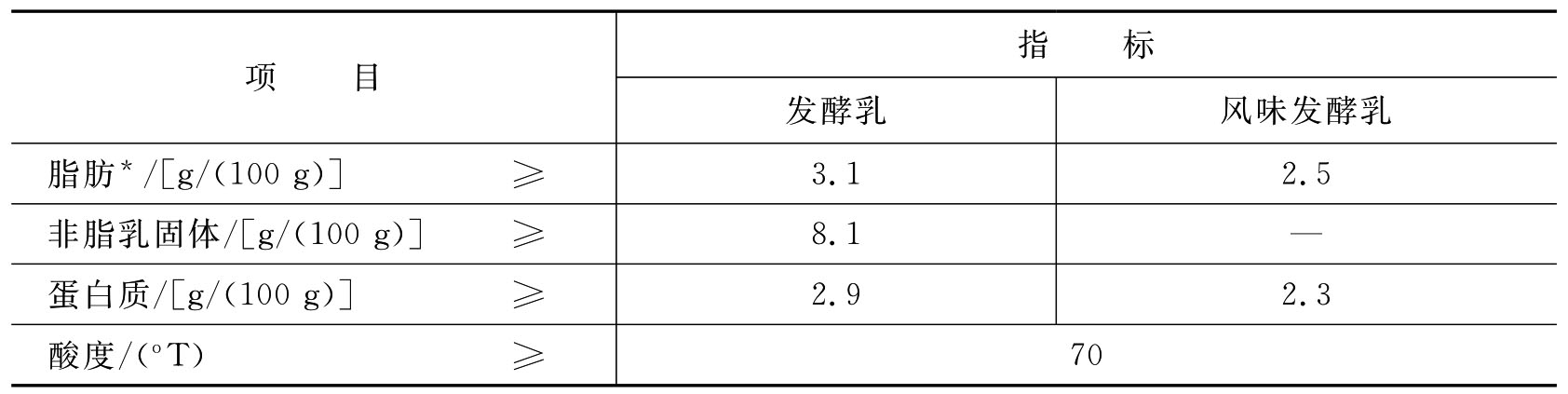
注:仅适用于全脂产品。
(3)微生物指标
微生物指标如表4-6所示。
表4-6 微生物限量
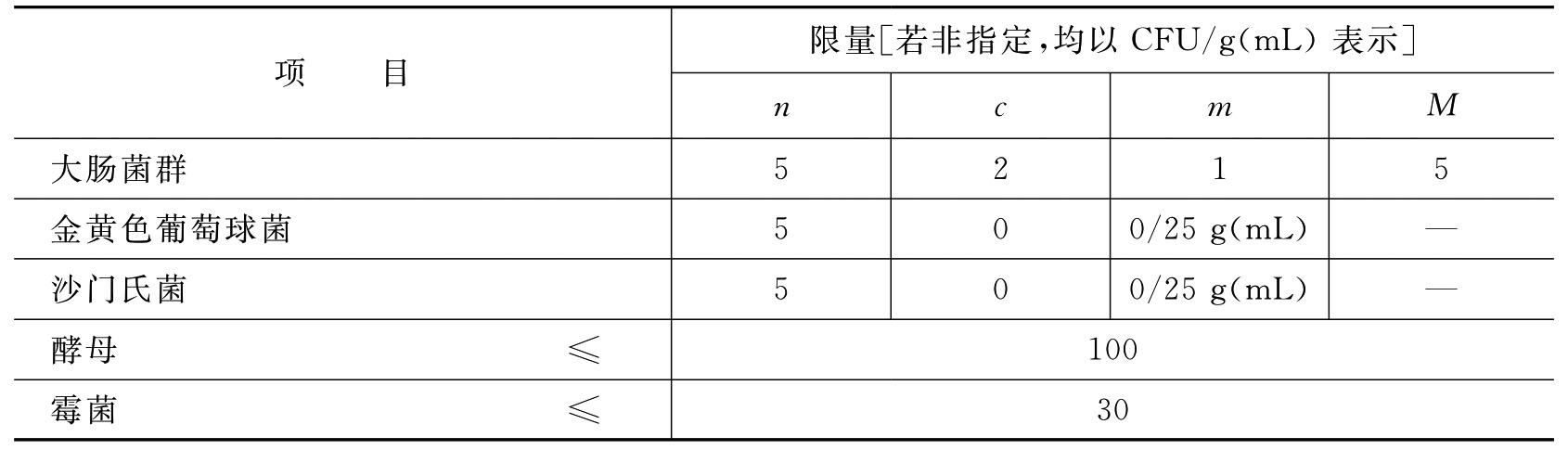
注:n为同一批次产品采集的样品件数。c为可允许超出m值的样品数。m为微生物指标可接受水平的限量值。M为微生物指标的最高安全限量值。按照三级采样方案设定的指标,在n个样品中,允许全部样品中相应微生物指标检验值小于或等于m值,允许有不多于c个样品其相应微生物指标检验值在m值和M值之间;不允许有样品相应微生物指标检验值大于M值。
(4)乳酸菌数
乳酸菌数如表4-7所示。
表4-7 乳酸菌数
![]()
注:发酵后经热处理的产品对乳酸菌数不作要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










