



【摘要】:工件的装夹是将工件定位后进行安装和夹紧的全过程。夹紧就是在加工过程中不使工件因切削力、重力、离心力等作用而偏离正确位置,将工件定位后把它压紧和夹牢。这种方法找正费时,定位误差较大,操作技术要求较高,只适用于单件、小批生产。此法快捷,定位误差小,适用于批量生产。
10.2.3 工件的装夹
工件的装夹是将工件定位后进行安装和夹紧的全过程。夹紧就是在加工过程中不使工件因切削力、重力、离心力等作用而偏离正确位置,将工件定位后把它压紧和夹牢。安装是从定位到夹紧的全过程。工件在加工时的安装方法有以下两种:
(1)直接安装法 直接安装法是将工件直接安放在机床上,按工件上某个表面作为找正用的基准面,或者先在毛坯上画出被加工表面位置线,然后按此线作为基准来找正的方法。如图10-9a所示,为了使φ50mm的被加工孔中心位置准确,可逐个调整四爪卡盘上的四个卡爪,以保证尺寸A和B,然后夹紧。这种方法找正费时,定位误差较大,操作技术要求较高,只适用于单件、小批生产。
(2)夹具安装法 夹具安装法是将工件安装在夹具中,以迅速找正的方法(见图10-9b)。此法快捷,定位误差小,适用于批量生产。
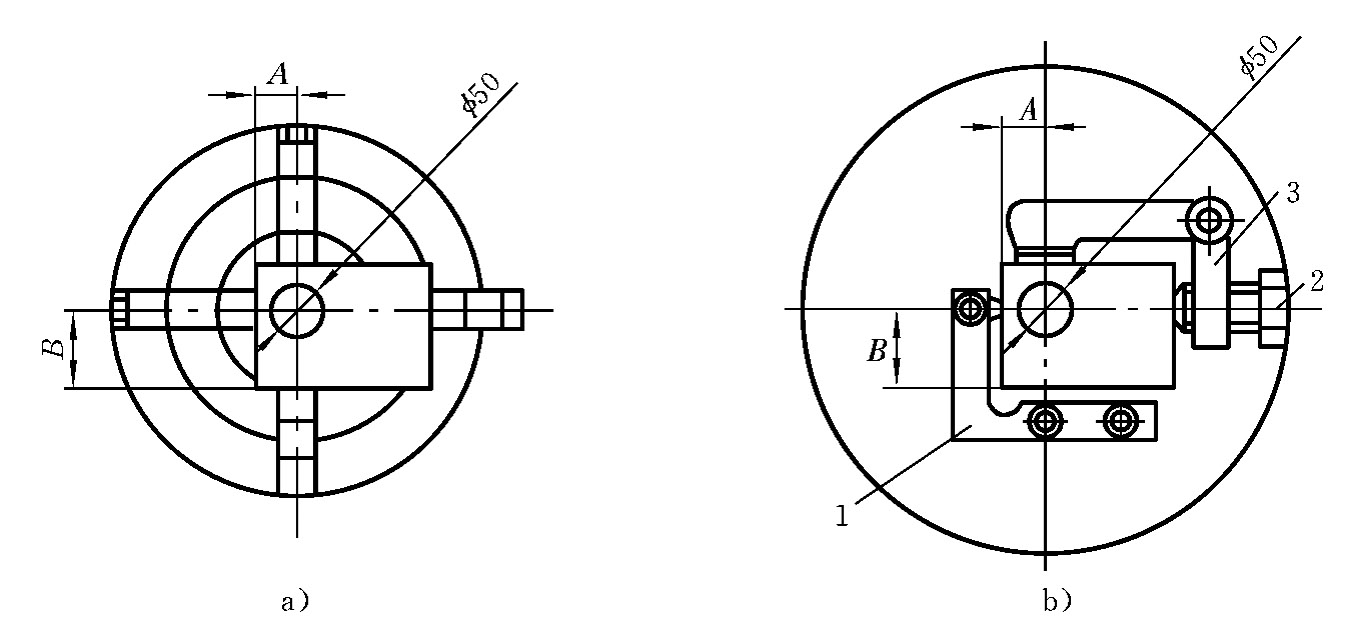
图10-9 两类安装方式
a)直接安装 b)夹具安装
1—支承板 2—拧紧螺钉 3—杠杆式压板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











