



4.2 套类零件内孔的精密加工
4.2.1 孔的磨削加工
孔的精密加工主要是磨削。内圆磨削和外圆磨削一样,也分为一般磨削、精密磨削、超精密磨削和镜面磨削。但内圆磨削的工作条件较差,镜面磨削比较困难,所以很少采用。
精密套类零件磨削时的关键问题,是如何保证内孔和外圆的同轴度。一种方案是以外圆表面作为定位基准,来磨削内孔;另一种方案是以内孔表面作为定位基准,来磨削外圆。可根据工件的形状和大小,以及加工精度的不同,来选择不同的加工方案。
1)以外圆表面作为基准磨孔
(1)用四爪单动卡盘装夹
较短的套可用四爪单动卡盘装夹,用百分表校正外圆和端面的圆跳动,调整卡盘使其跳动量在公差范围内,再磨削内孔。
(2)用中心架支承
较长的套一端用四爪单动卡盘装夹,另一端须搭中心架支承(图4.2),才能保证磨削精度。但此时须用百分表分别校正工件在卡盘端和中心架处的圆跳动,调整四爪单动卡盘和中心架的位置,使工件外圆的轴心线与头架主轴的轴心线相重合,才能磨削内孔。
这类套也可用两只中心架来支承外圆,用百分表校正好中心架的位置,工件通过万向接头与磨床头架主轴相连(图4.3)。这种安装方法不受磨床头架主轴误差的影响,故定位误差小,加工精度较高,但调整中心架很费时,质量也不稳定。
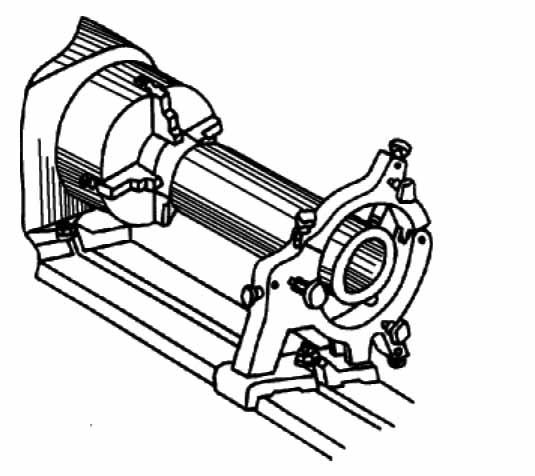
图4.2 用卡盘和中心架安装工件
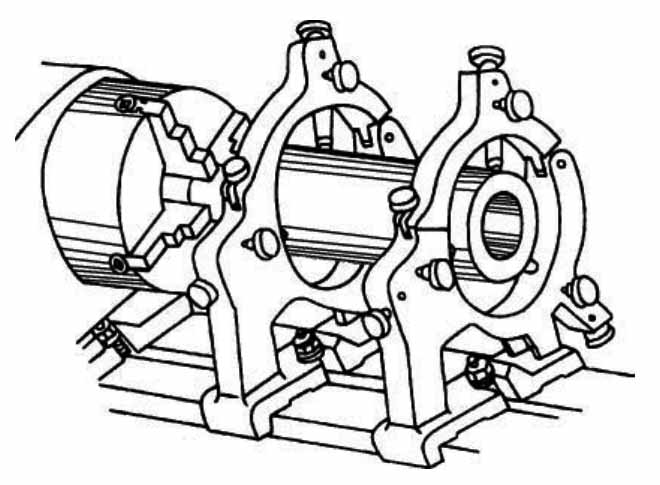
图4.3 用两只中心架安装工件
(3)用顶尖和中心架装夹工件
当工件一端有中心孔,外圆表面已磨削加工时,可用图4.4所示的方法来装夹工件。安装时由于弹簧的压力,将工件左端的中心孔始终紧靠并支承在头架的顶尖上,而右端的支承轴颈用中心架支承,并用百分表校正轴颈外圆,来调整中心架的中心位置。使用这种方法装夹时,要注意工件的支承轴颈与中心孔应有较高的同轴度。由于只需校正工件靠中心架一端,所以比较简便,加工精度也较高。
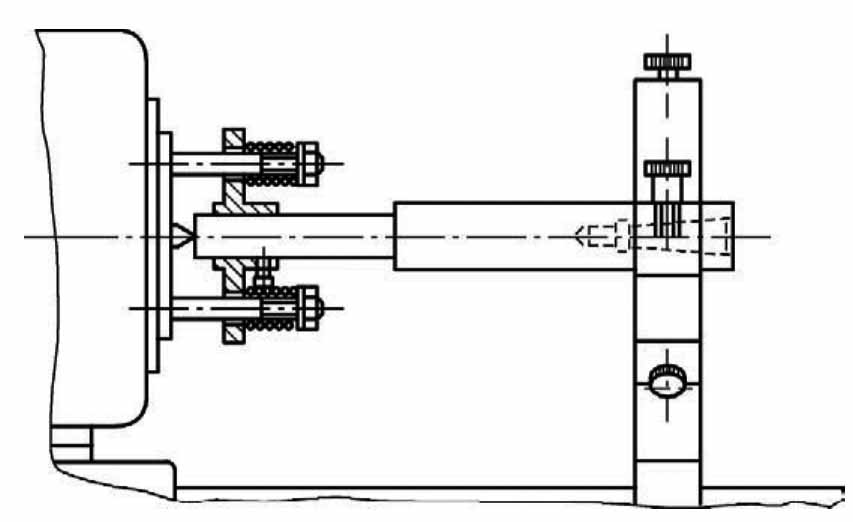
图4.4 用顶尖和中心架装夹工件
(4)用V形夹具装夹工件
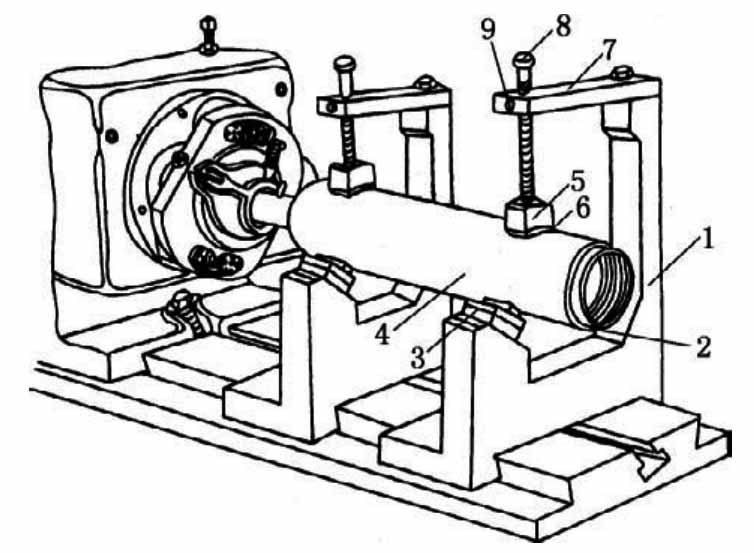
图4.5 用V形夹具装夹工件
工件在V形夹具上装夹方法如图4.5所示。V形夹具的支承架1,以侧面紧靠工作台并用螺钉固定,工件4安放在四块镶有硬质合金块2的V形架3上,上方有压板7通过螺杆8将装有羊毛毡6的压块5压住工件外圆,调整合适后用螺钉9紧固。磨削时,为了防止划伤工件表面,需在羊毛毡上注入少量润滑油。
V形夹具与磨床头架主轴间的传动夹头要能浮动,既能达到传递动力的目的,又能保证工件在V形架上转动自如。
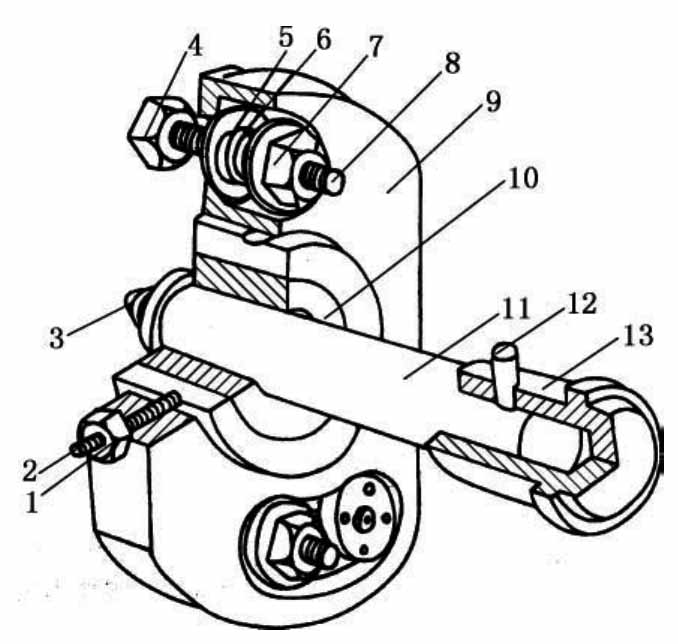
图4.6 传动夹头
传动夹头的结构如图4.6所示。传动轴11穿过浮动套10(轴和套有很大间隙),拧紧螺母7压缩弹簧6,并通过垫圈5使浮动套10紧靠在传动轴的端面上,迫使传动轴11向左顶。传动轴11经圆锥销12联接在套13上,套用螺纹与工件相联接,于是工件经传动轴上的钢球3顶在平头前顶尖前端的平面上,从而消除了工件的轴向窜动。
浮动套10空套在传动夹头本体9内,外圆上有两只对称的凹坑,与两只螺钉2的圆头相配,螺钉2可调节浮动套与本体内孔间的间隙,并用螺母1紧固。这样使浮动套在任何方向都能浮动。
螺钉8用螺母4固定在头架拨盘上,当拨盘转动时,通过螺钉8带动本体9转动,然后通过装在传动轴11上的鸡心夹头,使传动轴转动,从而带动工件转动。
用V形夹具装夹磨削工件,可使内孔与外圆的同轴度稳定在0.005mm内,最高可达0.002mm。而前面几种用卡盘或顶尖和中心架装夹工件,磨削后的同轴度由百分表校正时的调整精度而定,一般只能达到0.01mm。
2)以内孔表面作为基准磨外圆
以外圆表面作为基准磨孔时,除用夹具装夹外,其它方法效率都不高,只能用于单件或小批量生产,并且加工精度也不高。所以在大批量生产或要求孔与外圆同轴度较高的情况下,都采用以内孔表面作为基准来磨削外圆。
(1)用阶台式心轴装夹工件
阶台式心轴如图4.7所示。它利用工件的内孔和端面定位,用螺母拧紧即可。这类心轴的外圆定位通常按g5级公差制造,阶台端面与圆柱面的垂直度误差要小于0.01mm。这类心轴也可以做得较长,可以同时装夹几个工件一起磨外圆,如图4.8所示的心轴同时装夹了5个工件,为了防止螺母拧紧时,因工件端面与心轴轴线不垂直而产生歪斜,可在工件和螺母间加一个十字垫圈,即可保证安装精度。
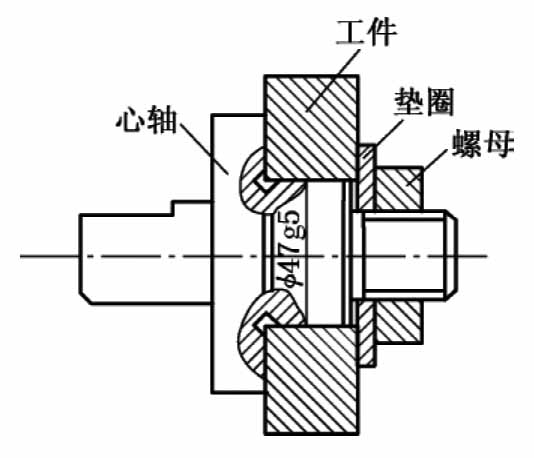
图4.7 阶台式心轴
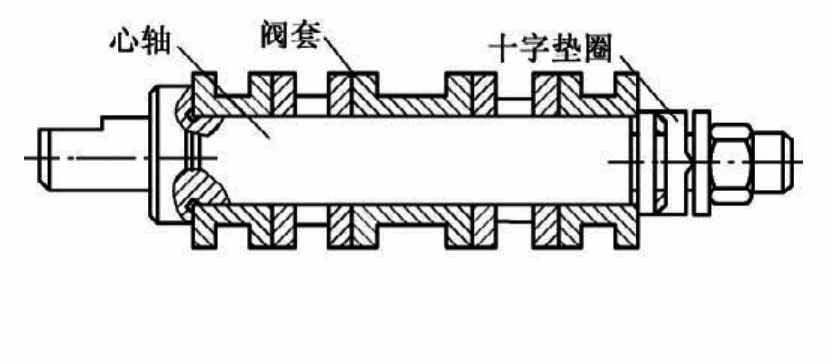
图4.8 带十字垫圈的阶台心轴
(2)用微锥心轴装夹工件
微锥心轴的锥度在1/5000~1/7000之间,如图4.9所示。由于心轴的定位面锥度极小,因此当工件内孔与心轴配合时,有很大的接触面,从而获得很高的定位精度。
(3)用专用心轴装夹工件
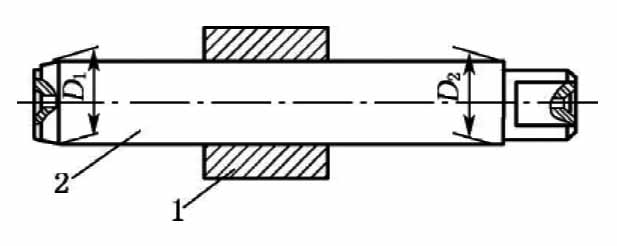
图4.9 微锥心轴1—工件;2—心轴
专用心轴有很多种类,根据工件内孔的形状和长度而制成不同形式。图4.10所示为顶尖式心轴,这种心轴带有两个60°锥套,像顶尖一样支承在工件孔口60°倒角上。装拆工件时,一端的锥套可以从心轴上卸下。
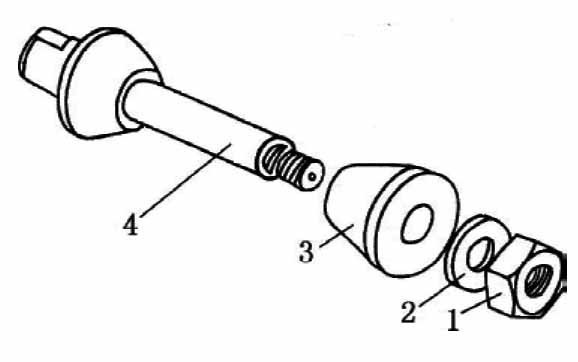
图4.10 顶尖式心轴1—螺母 2—垫圈;3—60°锥套 4—心轴体
图4.11为磨钻床主轴套筒外圆的专用心轴。它是以工件两端 孔定位,心轴的两段φ40mm外圆略带锥度,其小端直径为φ39.985mm;大端直径为φ40.020mm,以保证与工件内孔紧密接触。右端套有孔与心轴精密配合,其配合间隙为0.002mm,用这种心轴装夹磨钻床主轴套筒,其内孔与外圆的同轴度可控制在0.01mm内。
孔定位,心轴的两段φ40mm外圆略带锥度,其小端直径为φ39.985mm;大端直径为φ40.020mm,以保证与工件内孔紧密接触。右端套有孔与心轴精密配合,其配合间隙为0.002mm,用这种心轴装夹磨钻床主轴套筒,其内孔与外圆的同轴度可控制在0.01mm内。
若套类零件有更高的精度和同轴度要求(如同轴度要求在0.005mm内),则可采用密珠心轴。密珠心轴所用的密珠套和密珠心轴的工作状况如图4.12所示。密珠套可以制造滚珠尺寸稍有差异的几套,以供选择配用,但每套滚珠的尺寸必须相同。密珠套上孔中心连线制成螺旋形,以便装入时可慢慢旋入。要求滚珠与工件孔径和心轴直径尺寸间有0.002mm的过盈,并对滚珠的圆度和直径等都有很高的要求,以保证加工后工件的内外圆达到很高的同轴度。
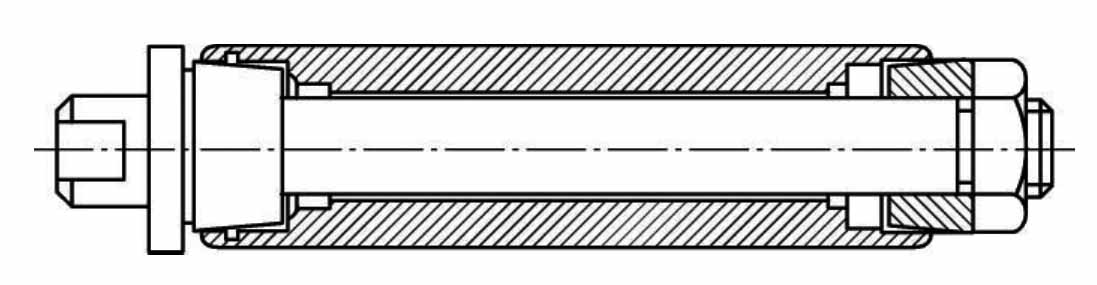
图4.11 用专用心轴磨套筒外圆
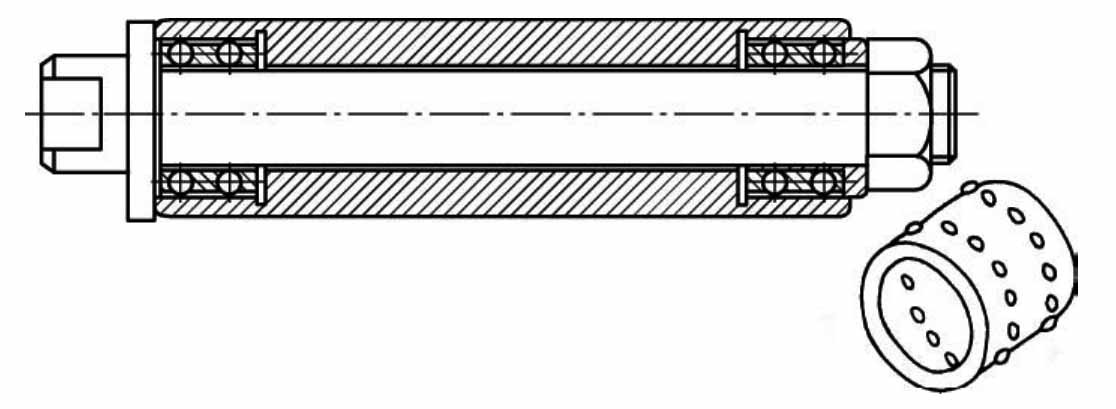
图4.12 密珠心轴
4.2.2 孔的珩磨
珩磨是低速大面积接触的磨削加工,是磨削加工的一种特殊形式。它不仅能切除较大的加工余量,而且是一种提高工件尺寸精度、形状精度和获得较细表面粗糙度的有效加工方法。
1)珩磨的加工原理
珩磨是采用细粒度砂条(油石)组成的珩磨头作回转和往复运动,以实现对工件孔进行低速微量磨削和摩擦抛光加工。
珩磨头的回转运动和往复运动(图4.13(a))使砂条上的磨粒在工件孔的表面上的切削轨迹成交叉网纹(图4.13(c)),因而容易获得粗糙度较细的加工表面。
径向加压运动是通过珩磨头的中间推杆,当推杆向下时,前端两个圆锥使顶销将砂条向外胀开,以一定压力压向工件孔壁。图4.13(b)为珩磨机的简图。
珩磨头与珩磨机主轴采用浮动联接,珩磨头以工件孔壁导向,可以保证余量均匀。由于砂条很长,珩磨时工件表面的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。由于接触面积不断增大,砂条的磨削作用不断减弱,摩擦抛光作用不断增强,被加工孔的圆度和圆柱度逐步提高,最后完成孔表面的加工要求。
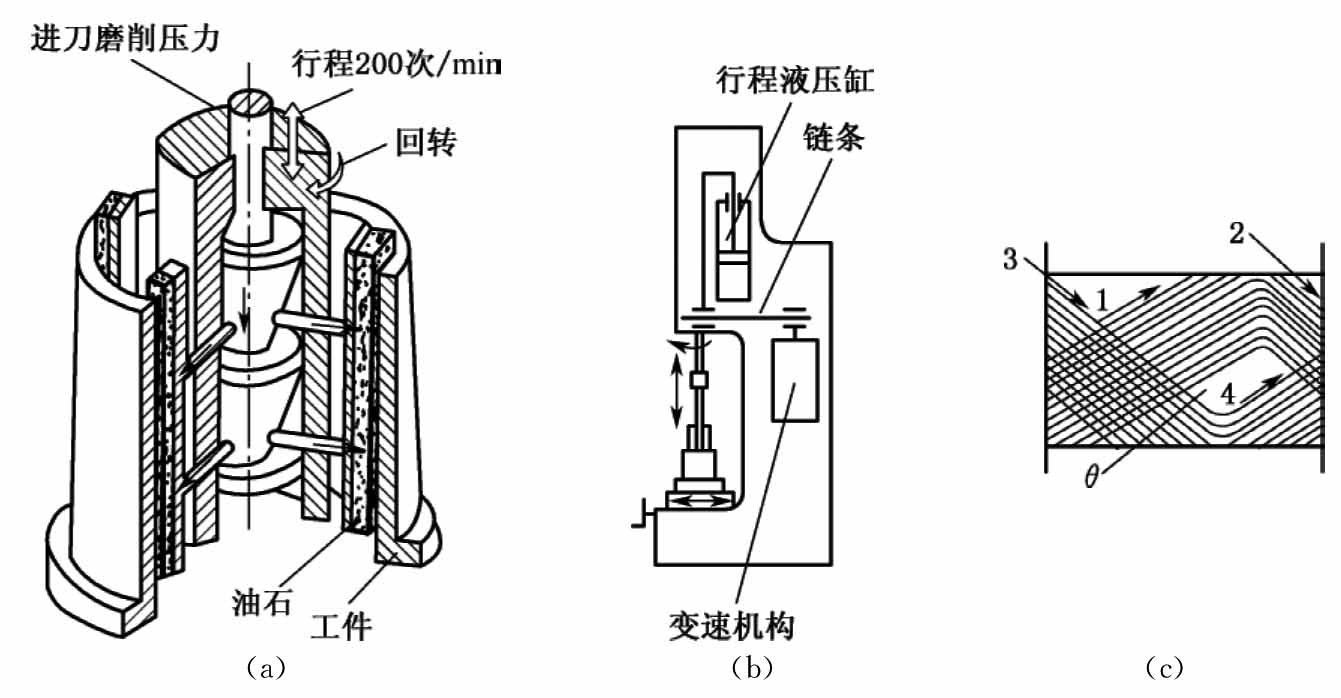
图4.13 珩磨的加工原理
(a)珩磨原理 (b)珩磨机 (c)切削轨迹
2)珩磨加工的特点
(1)加工精度高
珩磨能获得很高的尺寸精度和形状精度,尺寸公差等级可达IT6,圆度和圆柱度可达0.003~0.005mm。但珩磨不能修正被加工孔的位置偏差,孔的位置精度和轴心线的直线度应由前道工序保证。
(2)表面质量高
由于珩磨速度低(一般在100m/min以下,仅为磨削的1/30~1/100),而且砂条与孔壁是面接触,因此每一颗砂粒的平均磨削压力很小,工件发热少,孔的表面不会烧伤,变形层也极薄,从而可以获得表面质量很高的孔。
珩磨后的表面有交叉网纹,有利于润滑油的贮存及油膜的保持,从而延长了零件的使用寿命。珩磨后孔的表面粗糙度值一般为Ra0.2~0.4μm,最高可达0.02μm。
(3)生产率较高
珩磨时虽然珩磨头的转速较低,但往复速度高,参加切削的砂粒数目多,所以能很快地切除加工余量。
(4)应用范围广泛
珩磨的应用范围很广,可以加工的孔径范围为5~500mm,孔的长径比可达10。珩磨在大批、大量生产中用得最为普遍,例如,发动机的气缸孔、连杆孔、液压油缸孔等,珩磨已成为典型的加工方法。
珩磨可以加工铸铁、淬硬或不淬硬的钢件,但不宜加工易堵塞砂条的韧性金属材料。珩磨不适用于加工带键槽的孔和花键孔等断续表面。
4.2.3 孔的研磨
1)研磨孔的方法
研磨孔的原理与研磨外圆相同。研具常用可调节直径的研磨心棒,它由研磨心轴1、研磨套3和调节螺母2、4组成(图4.14)。研磨心轴的中间部分是1∶50的外圆锥和研磨套的内圆锥相配合,两端有螺纹与螺母相配。研磨套用铸铁制成,外圆表面开有大的螺旋槽,以便于贮存研磨剂,轴向开有直槽,使套在胀缩时具有一定弹性。当研磨套装入心轴后,调节两端螺母,使心棒伸入工件孔中,再在研磨套上涂一层均匀的研磨剂,调节螺母使研磨套产生弹性变形,给工件以适当的研磨压力。然后将研磨心棒装在车床上,使心棒缓慢转动,并用手握住工件(或用工具夹住工件),将工件在研磨套全长上来回移动,对工件内孔进行研磨。
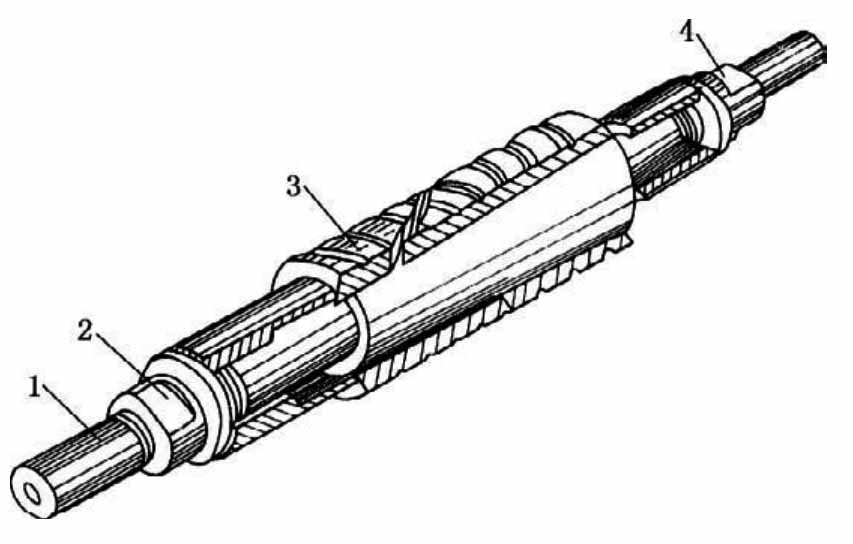
图4.14 研磨心棒
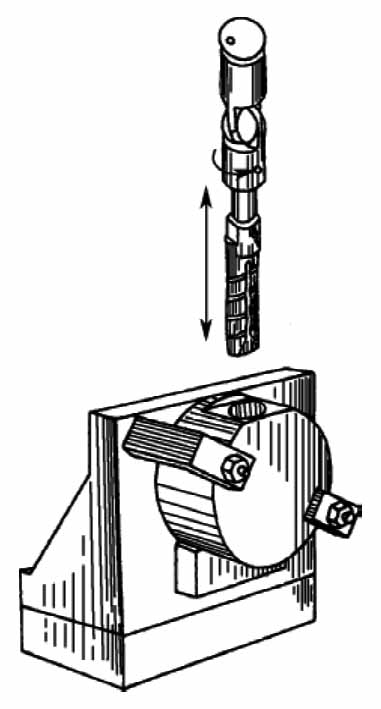
图4.15 在珩磨机上研磨内孔
当工件的孔较大、重量较重时,可将工件装夹在夹具上,在珩磨机或钻床上研磨。图4.15为在珩磨机上研磨内孔的情况,研磨心棒用圆销装在浮动联轴器上,联轴器的另一端则通过圆销装在珩磨机或钻床上。研磨心棒作低速缓转,并作上下移动。研磨时要注意经常保持研磨心棒对内孔表面有适当压力,以避免因研磨心棒在工件孔内太松,研磨后内孔产生喇叭口。
在单件或小批生产时,可使用比较简单的整体式研磨棒,一般要用4~5根研磨棒。研磨棒的尺寸以递增0.01mm为宜,最后一根研磨棒与工件孔的配合间隙为0.005mm,这样可以保证内孔不会产生喇叭口,同时圆度也能控制在0.005mm内。
2)内孔研磨的特点
(1)工件孔的尺寸公差等级可达IT6以上;表面粗糙度值为Ra0.2~0.05μm。
(2)不能纠正孔的位置精度,只能由前道工序来保证。
(3)生产率较低,研磨前孔必须经过磨削、精铰或精镗等工序。研磨余量不能太大,对于中小尺寸的孔,研磨加工余量约为0.025mm。
4.2.4 孔的挤压加工
孔的挤压加工如图4.16所示。挤压时,工件固定不动,挤压工具(钢球或心轴等)仅做轴向移动,强行推(拉)过具有过盈的孔,工具通过内孔后孔被挤压胀大。用钢球挤压时,孔径不大于50mm;用心轴挤压时,孔径不大于100mm。心轴后端为硬质合金挤压头,外圆表面经精密磨削。图4.16(c)为用滚柱对锥孔进行挤压加工。
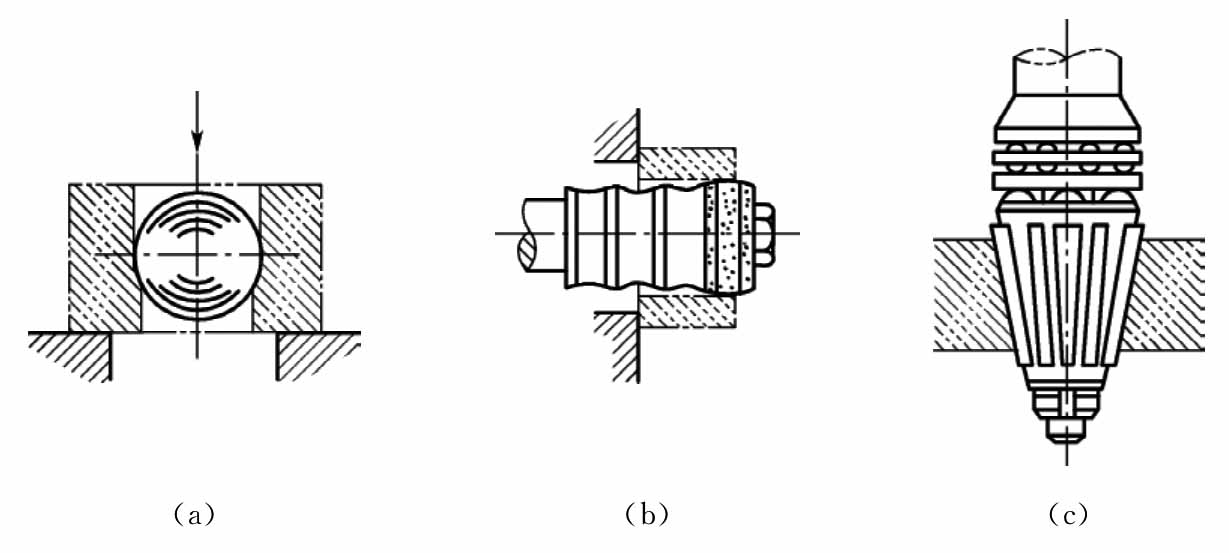
图4.16 孔的挤压加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









