



第一节 机械加工工艺过程的组成和特征
一、机械加工工艺过程的组成
1.概述
生产过程是指产品由原材料转变为成品的各个相互联系的劳动过程的总和。生产过程包括产品设计,生产组织准备和技术准备,原材料购置、运输和保存,以及毛坯制造、零件加工、产品装配和试验、销售和服务等一系列工作。生产过程错综复杂,它不仅包括直接作用于生产对象上的工作,而且包括生产准备和生产辅助工作。生产过程一般分为三个阶段:生产准备过程、生产工艺过程、生产辅助过程。
工艺过程是指直接作用于生产对象的那部分劳动过程,它包括毛坯制造、零件机械加工、热处理,以及产品的装配和试验等。工艺过程在生产中占有非常重要的地位。
用切削的方法逐步改变毛坯的形状、尺寸和表面质量,使之成为合格的零件所进行的劳动过程,称为机械加工工艺过程。
从毛坯或半成品表面不断切除材料是机械加工工艺过程的主要特征。在机械制造业中机械加工工艺过程是最主要的工艺过程。
机械加工工艺过程(以下简称工艺过程)是由一系列按顺序排列的工序组成的。通过这些工序对工件进行加工,将毛坯逐步变为合格零件。
2.工序
工序是一个或一组工人,在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程。
工序是工艺过程的基本单元,也是编制生产计划和进行成本核算的基本依据。划分工序的主要依据是工件加工过程中的工作地是否变动。随着生产类型和选用的机床设备不同,工序的划分也不同。
图9-1所示台阶轴零件,按单件生产类型制定的工艺过程见表9-1;按成批生产类型制定的工艺过程见表9-2。单件生产时,所有车削内容与磨削内容分别集中在一台车床与一台磨床上进行,工艺过程中包含一个车工工序与一个磨工工序。成批生产时,车削内容被分配到三台车床上进行,三个外圆柱面的磨削也分别由三台磨床完成,由于工作地发生了变动,工艺过程中包含三个车工工序和三个磨工工序。
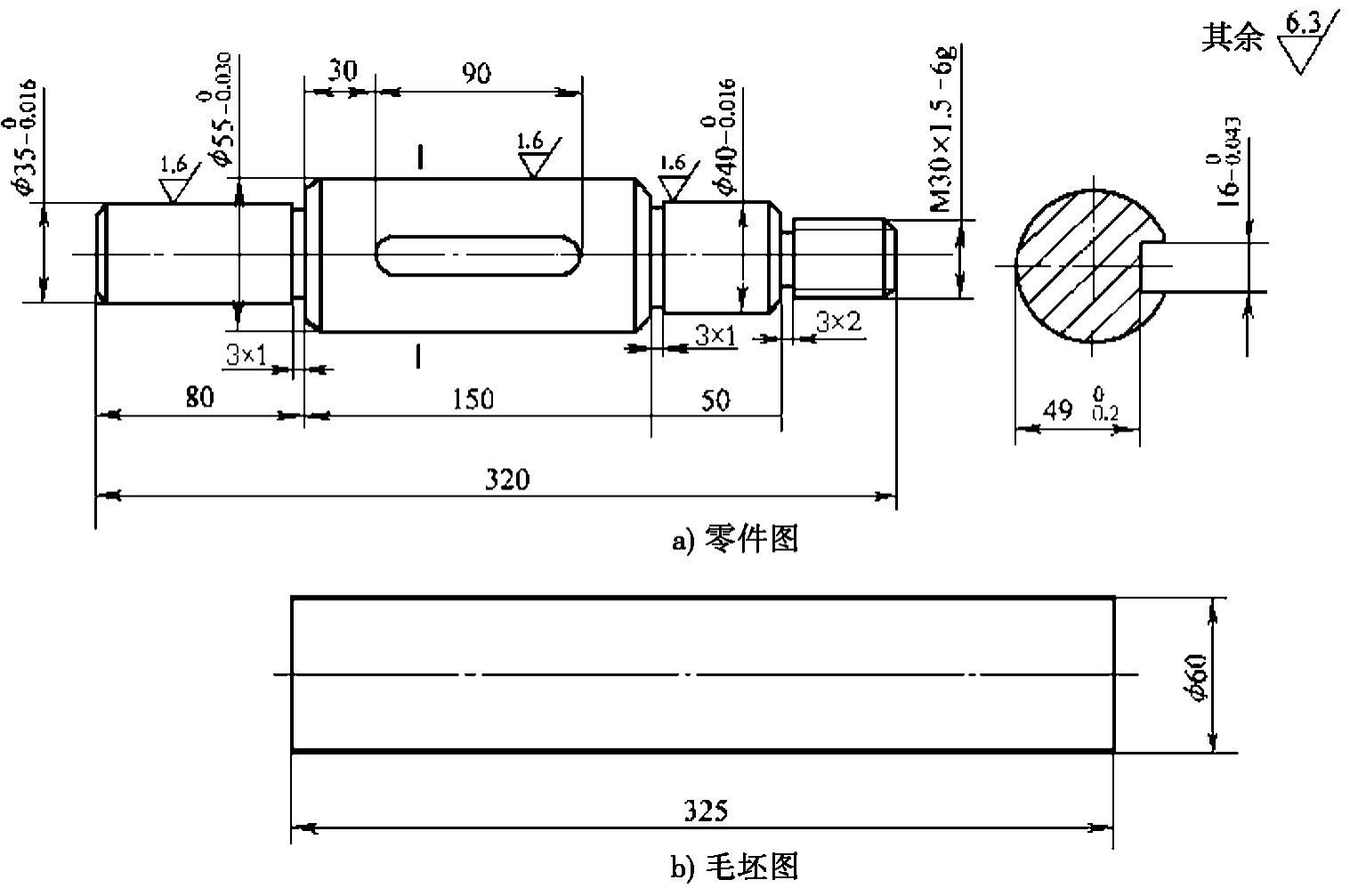
图9-1 台阶轴
表9-1 单件生产台阶轴的加工工艺过程
表9-2 成批生产台阶轴的加工工艺过程

3.工步
工步是工序的一部分。它是在加工表面、切削工具和切削用量不变的情况下,所连续完成的那一部分工序。一个工序可以只有一个工步,也可以包括若干个工步。例如,表9-1中的工序1,需要车削两个端面、两个中心孔、四个外圆表面、三个沟槽连倒角、两个倒角及车螺纹,共分14个工步。
构成工步的三要素是加工表面、切削工具和切削用量。改变任意一个要素,一般即成为另一个新的工步。但是,下述情况例外:
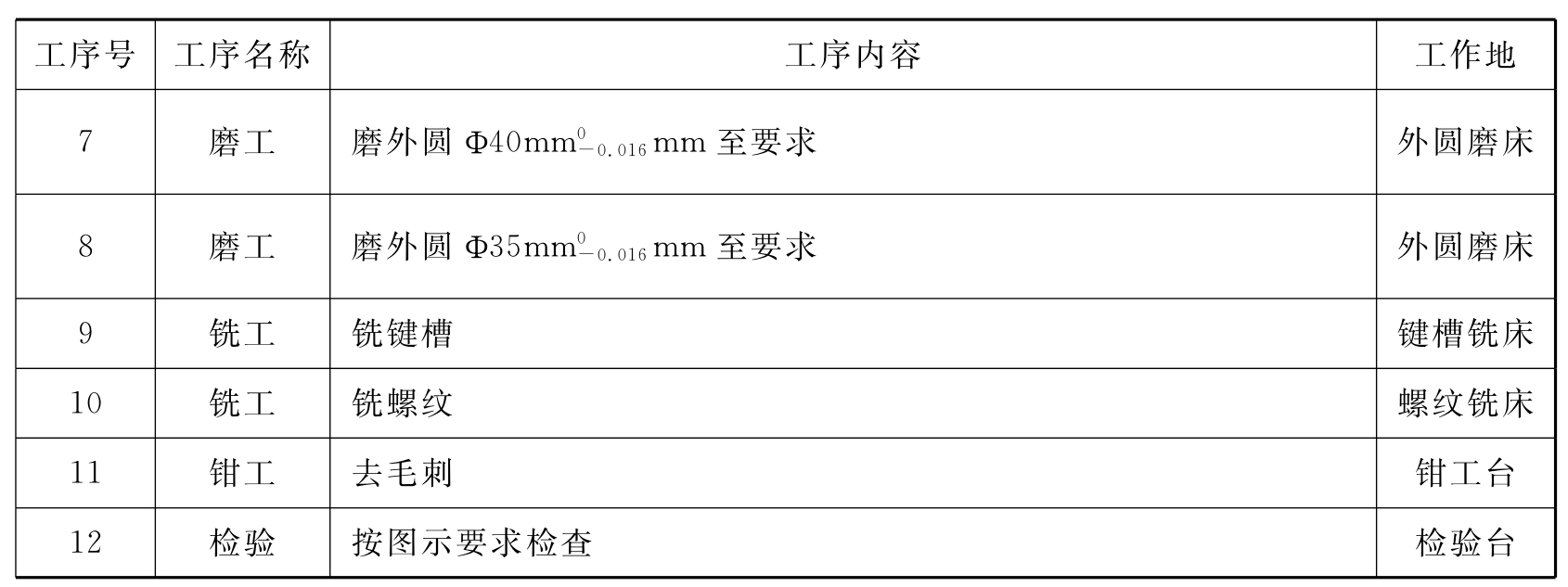
(1)用同一工具连续加工工件上形状、尺寸完全相同的几个表面时,在工艺过程中习惯上视为一个工步。例如,图9-2所示工件上六个相同孔径的孔的钻削,一般视为一个钻孔工步。
(2)用多刀多刃或复合刀具同时对工件上几个表面进行加工的工步称为复合工步。复合工步也视为一个工步。如用两把三面刃铣刀组合同时铣削双台阶,又如将多片砂轮组合起来同时磨削机床导轨的几个表面(如图9-3所示),都是一个复合工步。
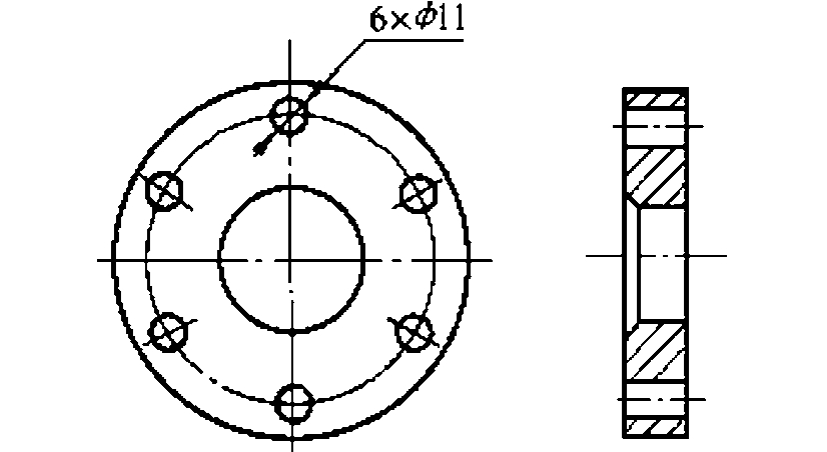
图9-2 含有六个相同加工表面的工步
图9-3 磨削导轨的复合工步
4.安装与工位
(1)装夹 使工件在机床上或夹具中获得一个正确而固定的位置的过程称为装夹。装夹包括工件定位和夹紧两部分内容。
定位:确定工件在机床上或夹具中占有正确位置的过程。
夹紧:工件定位后将其固定,使其在加工过程中保持定位位置不变的操作。
(2)安装 工件经一次装夹后所完成的那一部分工序称为安装。
在一个工序中可以包括一个或几个安装。例如,表9-1中的车工工序1,加工中需要调头装夹工件,有两个以上的安装;而铣键槽的铣工工序4,只有一个安装。
工序中包括的安装个数多,不仅增加工件装卸的辅助时间,而且影响工件的位置精度。为了减少工序中安装的数量,在成批生产中常采用各种转位(或移位)夹具,使工件经一次装夹后,在加工中可获得几个不同的加工位置。
(3)工位 为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每个位置称为工位。如图9-4所示,在第一工位铣削台阶I后,不卸下工件重新装夹,仅拔出定位销D,将夹具回转部分连同工件一起回转180°。再插入定位销,使工件处于第二加工位置(第二工位),铣削台阶Ⅱ。采取多工位加工,可以减少工件装夹的次数,缩短辅助时间,提高生产率。
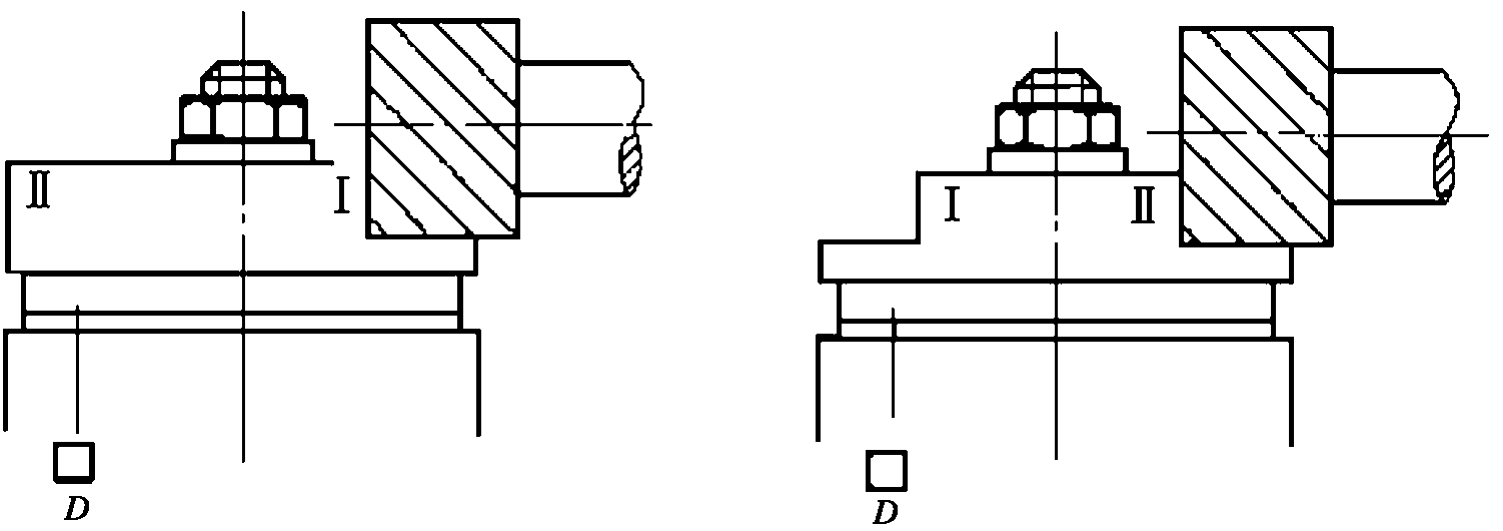
图9-4 多工位加工
二、生产类型及其特征
1.生产类型
生产类型是指企业(或车间、工段、班组、工作地)生产专业化程度的分类。一般分为单件生产、成批生产和大量生产三种类型。
(1)单件生产 产品的种类繁多不定,数量极少,工作地的加工对象经常改变,很少重复,这种生产类型称为单件生产。例如,新产品试制、专用设备制造、专用工具制造、重型机械制造等都属单件生产类型。
(2)成批生产 生产的产品种类比较少,而同一产品的产量比较大,一年中产品周期性地成批投入生产,工作地的加工对象周期性地更换,这种生产类型称为成批生产。
一次投入或产出的同一产品(或零件)的数量称为生产批量。根据批量的大小,成批生产又可分为小批生产、中批生产和大批生产。
(3)大量生产 产品的产量很大,大多数工作地经常重复地进行某一零件的某一工序的加工,这种生产类型称为大量生产。例如,汽车、自行车、轴承等的制造通常属大量生产。
2.各种生产类型的工艺特征
企业在计划期内应当生产的产品产量和进度计划称为生产纲领。计划期一般为“年”,因此生产纲领中的产品产量通常就是产品的年产量。
生产纲领不同,生产规模也不同,各工作地的专业化程度、采用的工艺方法、机床设备、工艺装备均不相同。各种生产类型具有不同的工艺特征(表9-3)。在制定工艺过程时,必须考虑不同生产类型的工艺特征,以取得最大的经济效果。
表9-3 各类生产类型的工艺特征

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。








