



4.1.2 外圆磨床、平面磨床的操作练习
一、外圆磨床的操作与调整(如图4-2所示)。
1.外圆磨床主要部件名称作用
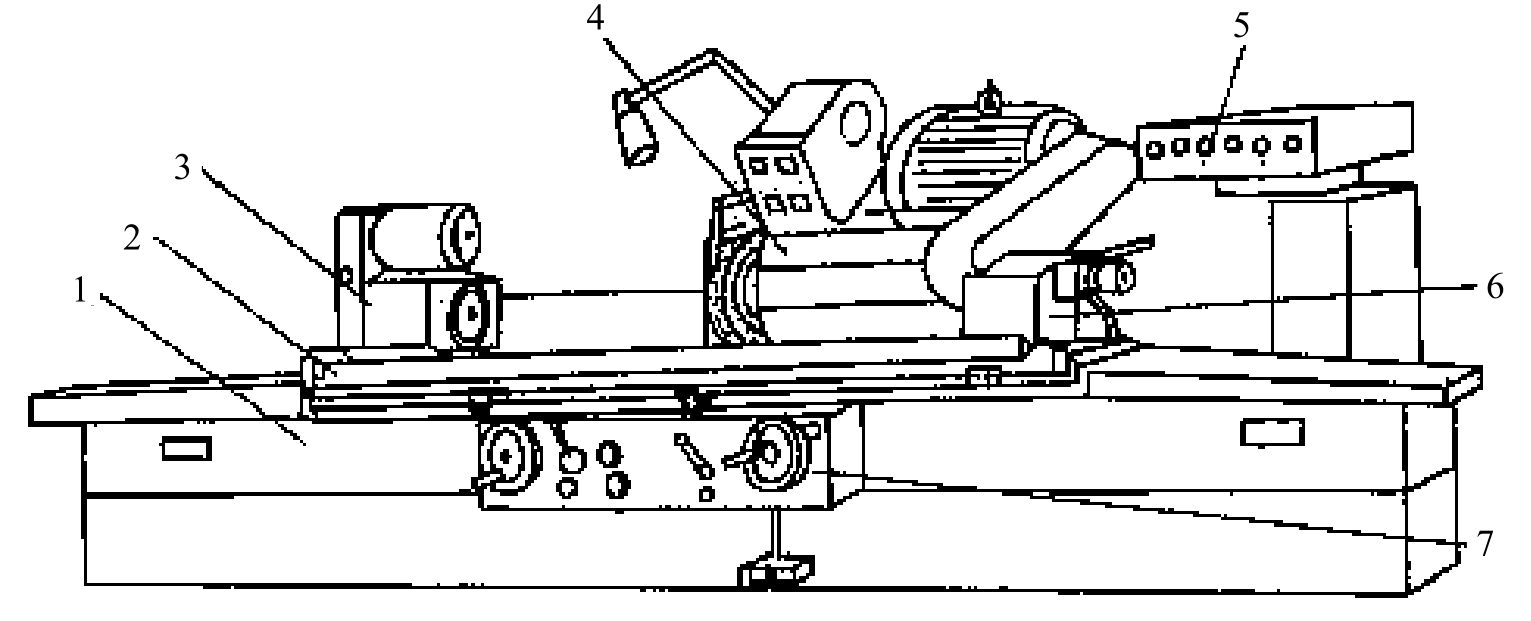
M1432B型万能外圆磨床主要由床身1、工作台2、头架3、尾座4、砂轮架5和电器操纵箱6组成,其主要部分作用及结构如下:
(图索略)
图4-2 M1432B型万能外圆磨床
(1)床身
床身是个箱形体,用于支撑磨床的各个部件。床身上有纵向和横向两组导轨。纵向导轨上有工作台,横向导轨上有砂轮架。床身内有液压传动装置和机械传动机构。
(2)工作台
由上下工作台两部分组成。上工作台可相对下工作台进行回转,顺时针方向可转3°,逆时针方向可转6°。上工作台的台面上有T形槽,用于通过螺栓安装和固定头架和尾座。

(图索略)
图4-3 头架
(3)头架
头架主要由底座1、壳体3、主轴4和传动变速装置2组成,如图4-3所示。头架壳体可绕定位柱在底座上面回转,可以逆时针方向0~90°范围内作任意角度的调整。双速电机装在壳体顶部。头架通过两个螺栓紧固在工作台上,松开螺栓,可在工作台面上移动(一般不移动)。头架主轴上可安装顶尖或卡盘,用于装夹和带动工件旋转。头架变速可通过改变双速电机转速来实现。
(4)尾座
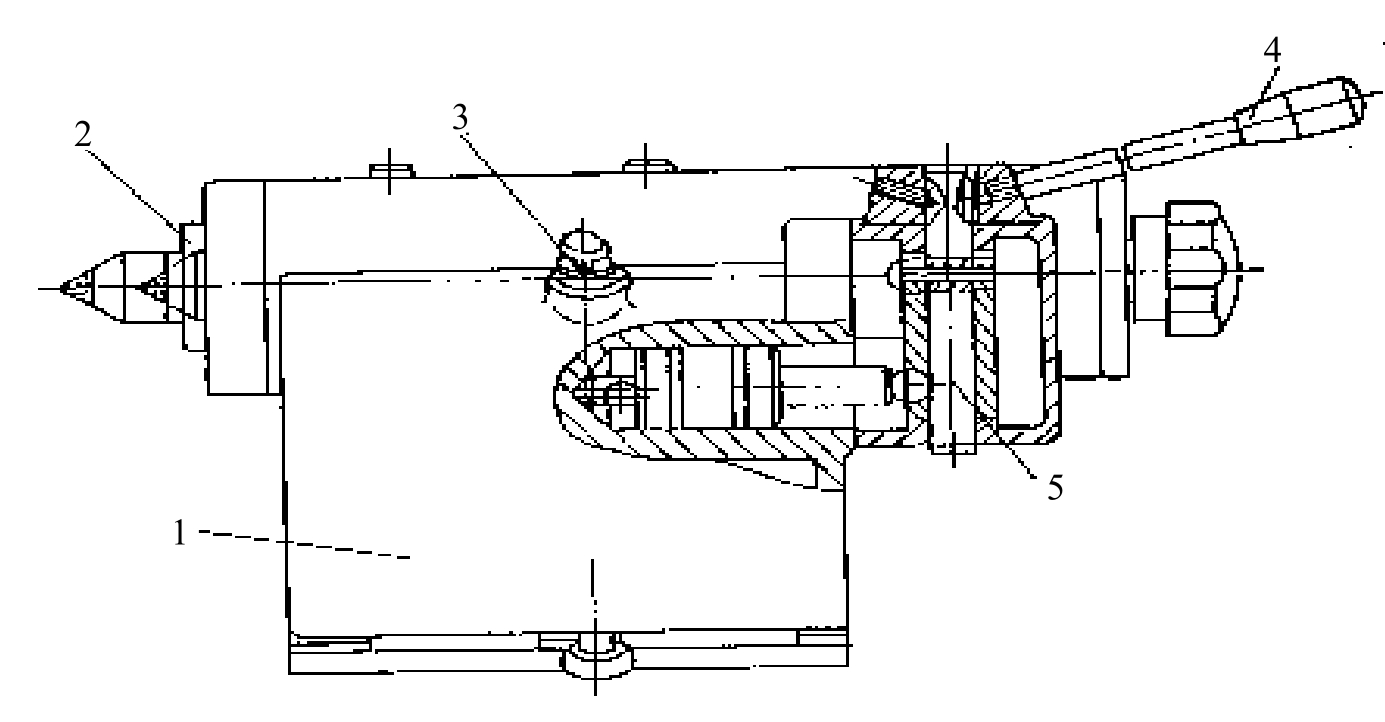
尾座主要由壳体1、套筒2和套筒往复机构5等组成,如图4-4所示。尾座套筒内装有死顶尖,用于装夹工件。装卸工件时,可转动手柄4或踏尾座操纵板,实现套筒的往复。尾座通过L形螺栓紧固在工作台上,松开螺栓3可在工作台上移动(加工不同长度的工件,一般移动尾座)。
(图索略)
图4-4 尾座
(5)砂轮架
砂轮架主要由壳体、主轴、内圆磨具及滑鞍等组成。外圆砂轮安装在主轴上,由单独的电机经V带传动进行旋转。壳体可在滑鞍上作±30°回转。滑鞍安装在床身横导轨上,可作横向进给运动。内圆磨具支架的底座安装在砂轮架壳体的盖板上,支架壳体可绕与底座固定的心轴回转,当需要进行内圆磨削时,将支架壳体翻下,通过两个球头螺钉和两个具有球面的支块,支承在砂轮架壳体前侧搭子上面,并用螺钉紧固。在外圆磨削时,必须将支架壳体翻上去,并用插销定位好。
2.外圆磨床的操作(如图4-5所示)
(1)工作台的操作
①手动操作
转动床身上的工作台纵向移动手轮5,工作台作纵向移动。手轮顺时针方向转动一周,工作台向右移动5.9mm。
②液压操作
按油泵启动按钮15,使油泵运转——调整工作台换向挡铁4和12的位置,控制工作台的纵向行程和运动位置——转动工作台开停手柄6至“开”的位置,再转动工作台速度调节旋钮7,可使工作台作无级调速运动——转动工作台油压筒放气旋钮1至“开”的位置,油压筒开始放气(会有放气声),当声音全部消失后,关闭放气旋钮——转动工作台换向停留旋钮30或31,砂轮在换向时可作一定时间的停留。
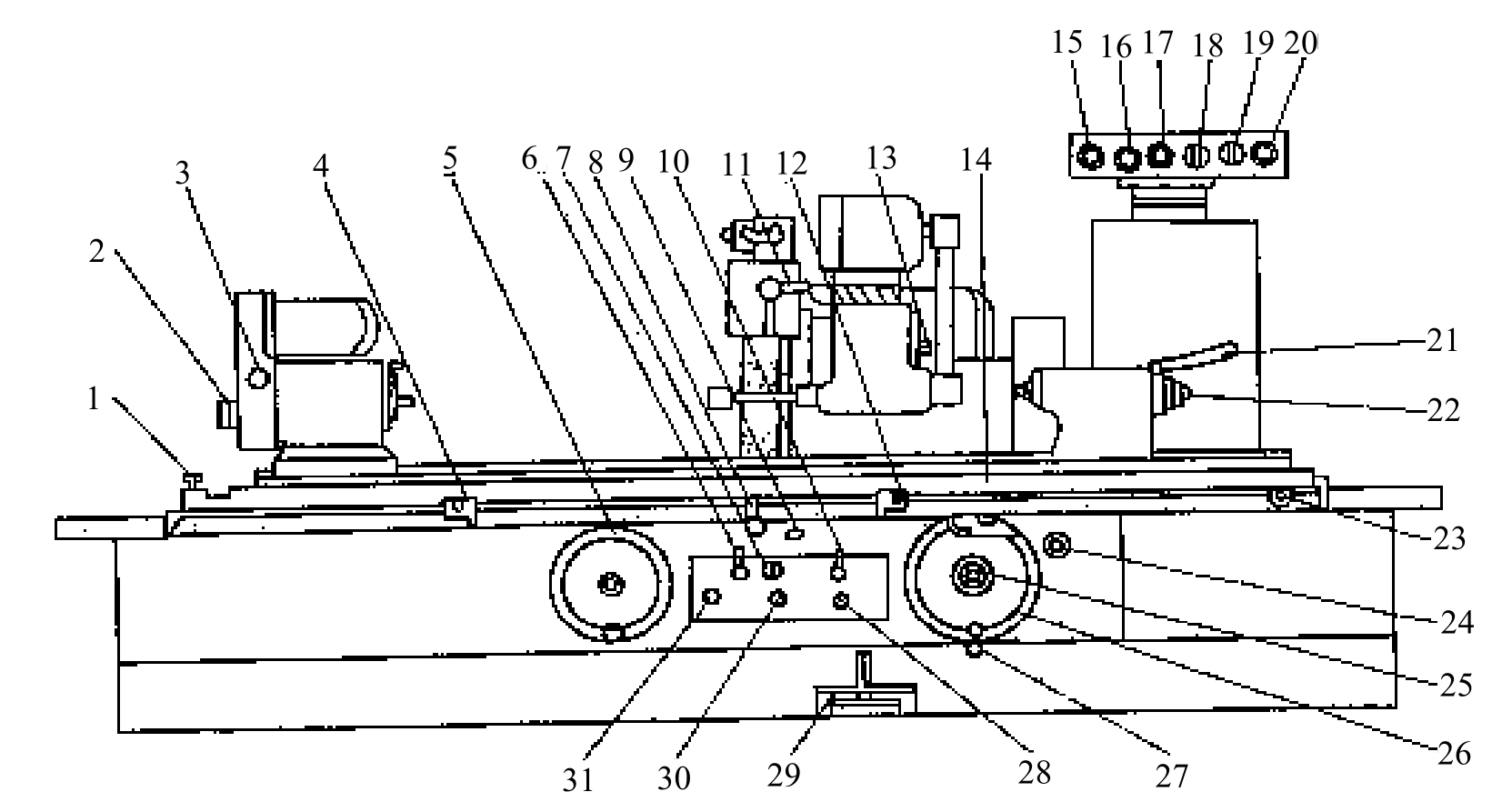
1—工作台油压放气筒旋钮;2—头架变速捏手;3—头架主轴变速调整捏手;4—工作台换向挡铁(左);5—工作台纵向移动手轮;6—工作台液压传动开停手柄;7—工作台速度调节旋钮;8—工作台换向杠杆;9—头架点动按钮;10—砂轮架快速进退手柄;11—切削液开关手柄;12—工作台换向挡铁(右);13—内圆磨具支架工作位置定位手柄;14—砂轮架横向进给手轮定位块;15—油泵启动按钮;16——砂轮电动机启动按钮;17—砂轮电动机停止按钮;18—冷却泵电动机开停选择旋钮;19—头架电动机停、慢速、快速选择旋钮;20—总停按钮;21—移动尾座套筒手柄;22—工件顶紧压力调节捏手;23—工作台角度调整螺杆;24—自动周期进给量调节旋钮;25—砂轮磨损补偿旋钮;26—砂轮架横向进给手轮;27—粗、细进给选择拉杆;28—周期进给选择按钮;29—尾座套筒液动踏板;30—工作台换向停留调节旋钮(右);31—工作台换向停留调节旋钮(左)
图4-5 M1432B型万能外圆磨床操纵图
(2)砂轮架横向进给的操作
①砂轮架的手动进给操作
转动横向进给手轮26,砂轮架作横向进给。手轮顺时针方向旋转一周,砂轮架向前进给(朝操作者方向);反之为退。
拉出粗、细进给选择拉杆27,手轮26转动时为细进给,手柄转一圈,砂轮架移动0.5mm。推进拉杆27,手轮26转动时为粗进给,手轮转一圈,砂轮架移动2mm。
拉出砂轮磨损补偿旋钮25,转动刻度盘,可调整零位,使手轮挡铁与砂轮架横向进给手轮定位块14相接触,调整完毕,将旋钮推进。
②砂轮架周期自动进给操作
转动周期进给选择旋钮28至单向(左或右)或双向进给位置,砂轮换向后,作自动横向进给。转动自动周期进给量调节旋钮24,可控制周期进给量,进给量可在0~0.02mm的范围内选择。
③砂轮架快速进退的操作
在油泵启动后,逆时针方向转动手柄10至工作位置,砂轮架快速行进50mm,反之为快退,此时便于装卸和测量工件。
(3)头架的操作
在变速捏手3上涂有三条表示不同转速的色带,操作时只要推进或拉出捏手,使所需转速的色带对准标尺即可。头架电动机为双速电动机,通过速度选择旋钮19进行变速操作。从而,该机床头架共有六挡旋转速度可以使用。
当机床头架使用顶尖进行磨削加工时,切记顶尖不可以与工件同时旋转,这时将头架主轴间隙调整捏手转至间隙缩小位置;当机床头架使用卡盘进行磨削加工时,应将头架主轴间隙放大,使主轴随卡盘同时旋转。间隙调整范围在0~0.01mm之间。
(4)尾座的操作
①手动操作
扳动尾座套筒手柄21,可使尾座套筒做伸缩运动,用于工件的装卸。旋转压力调节捏手22,可调节尾座弹簧的压力;顺时针方向旋转时压力加大,逆时针方向旋转时压力减小。
②液动操作
当工件体积较大或重量较重需要双手托拿工件时,可脚踏液动踏板29,使尾座套筒收缩,脚离开踏板,套筒自动伸回原处。操作时,手柄10应处在退出位置,否则脚踏液动踏板不起作用。
(5)电器按钮的操作
按动按钮15油泵启动——按动按钮16砂轮电动机启动——按动17砂轮电动机停止——启动砂轮应采用断续开停的方法,以使砂轮从静止逐渐转入高速旋转,避免带来冲击——旋钮18为冷却泵电动机开停选择按钮,当旋钮处于停止位置时,只有在头架转动时冷却泵才能工作;当旋钮转到开动位置时,头架停转,冷却泵也能工作,一般在修整砂轮时使用——转动19,可作头架电动机快速旋转、慢速旋转、停止旋转三挡选择——按钮20为总停按钮,在工作结束或紧急情况下使用。
3.实作练习
(1)手动操作练习步骤
①用左手转动手轮5,让工作台慢速均匀移动,并能根据要求,正确地使工作台向左或右移动,反应敏捷,动作自如。
②用右手转动手轮26,使砂轮架慢速均匀地横向进给,能根据要求,准确地使砂轮架进刀或退刀,不能弄错方向。
③熟悉各手轮间隙大小,准确地进给尺寸。
(2)液压传动操作练习及电器按钮、旋钮操作练习步骤
①操作手柄6和旋钮7,练习工作台的启动和调速,要求操作熟练,动作自如。
②操作手柄10,练习砂轮架的快速进退,要求动作准确,注意安全。
③熟悉各个按钮、旋钮的作用、位置,练习并掌握使用方法。
4.操作注意事项
①熟悉外圆磨床的性能、规格、各操作手柄位置及其操作具体要求,正确合理地使用磨床。
②要求每台磨床都有齐全的防护设施。
③操作前检查各手柄、旋钮等都应在安全位置(一般为停止位置)。
④操作机床时,注意力集中。工作台启动前,应调整好挡铁的位置并予以紧固。
⑤砂轮架快速行进时,要控制进给位置,防止砂轮与工件或尾座相撞。
⑥操作练习前必须经教师示范,掌握要领后再上机,练习时,不能两人同时操作一台机床。
⑦离开机床必须停车和切断电源。
二、平面磨床的操作与调整
1.平面磨床主要部件的名称和作用
M7120D型卧轴矩台平面磨床主要由床身1、工作台2、磨头3、滑板4、立柱5、电器箱6、电磁吸盘7、电器按钮板8、液压操作箱9等组成,如图4-6所示。

1—床身;2—工作台;3—磨头;4—滑板;5—立柱;6—电器箱
7—电磁吸盘;8—电器按钮板;9—液压操作箱
图4-6 M7120D型平面磨床
(1)床身
床身1为箱形体,其上面有V形导轨及平导轨。工作台2安装在导轨上。床身前侧的液压操作箱上装有工作台手动机构、垂直进给机构、液压操作板等,用以控制机床的机械与液压传动。电器按钮板上装有电器控制按钮。
(2)工作台
工作台2是一个盆形铸件,上部有长方形台面,下部有凸出的导轨。工作台上部台面经过磨削,并有一条T形槽,用以固定部件(如电磁吸盘)。在台面的四周装有防护罩,以防止切削液飞溅。
(3)磨头
磨头3在壳体前部,装有两套“短三瓦”式油膜滑动轴承和控制轴向窜动的两套球面止推轴承。主轴尾部装有电动机转子,电动机定子固定在壳体上。
磨头3在水平燕尾导轨上有两种进给形式:一种是断续进给(工作进给),即工作台换向一次,砂轮磨头横向作一次断续进给,进给量1~12mm;另一种是连续进给(调节磨头位置或修整砂轮时用),磨头在水平燕尾导轨上往复连续移动。速度为0.3~3m/min,有进给选择钮控制。磨头除了可液压传动外,还可做手动进给。
(4)滑板
滑板4有两组相互垂直的导轨,一组为垂直矩形导轨,用于沿立柱作垂直移动;另一组为水平燕尾导轨,用于作磨头横向移动。
(5)立柱
立柱为一箱形体,前部有两条矩形导轨,丝杠安装在中间,通过螺母,使滑板沿矩形导轨做垂直移动。
(6)电器箱
M7120D型平面磨床在电器安装上进行了改进,将原来装在床身上的电器元件等装到电器箱内。这样有利于维修和保养。
(7)电磁吸盘
电磁吸盘7主要用于装夹工件。
(8)电器按钮板
电器按钮板8主要用于安装各种电器按钮,通过操作按钮,来控制机床的各项进给运动。
(9)液压操作箱
液压操作箱9主要用于机床的液压传动。
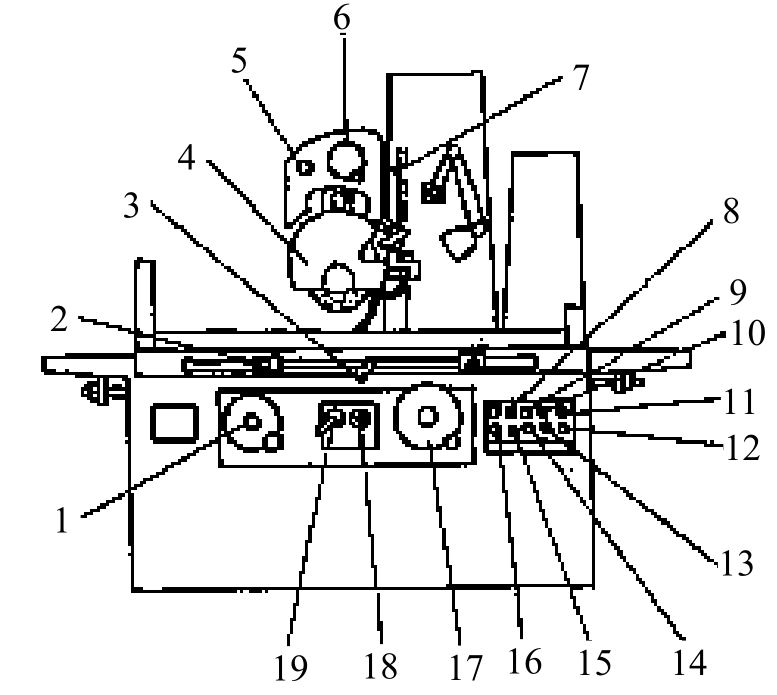
2.平面磨床的操作图4-7所示。
(图索略)
图4-7 M7120D型平面磨床的操纵示意图
(1)液压操作
①液压操作步骤
按动液压泵启动按钮15,启动液压泵——调整工作台行程挡铁2于两极限位置 ——在液压泵工作数分钟后,扳动工作台启动调速手柄19,向顺时针方向转动,使工作台从慢到快运动——扳动工作台换向手柄3,使工作台往复换向2~3次,检查动作是否正常,然后使工作台自动换向运动。
②手动操作步骤
扳动工作台调速手柄19,向逆时针方向转动,使工作台从快到慢直至停止运动——摇动手轮,工作台做纵向运动,手动顺时针方向转动,工作台向左移动。
(2)磨头的操作和调整
①磨头的横向液动进给
向左转动磨头液动进给旋钮18,使磨头从慢到快做连续进给(如图4-7所示);调节磨头左侧槽内挡铁1的位置,使磨头在电磁吸盘台面横向全程范围内往复移动,如图4-10所示向右转动旋钮18,使磨头在工作台纵向运动换向时作横向断续进给;进给量可在1~12mm范围内调节。磨头断续或连续进给需要换向时,可将手柄3向外拉出,磨头向外进给;手柄向里推进,磨头向里进给,如图4-8所示。
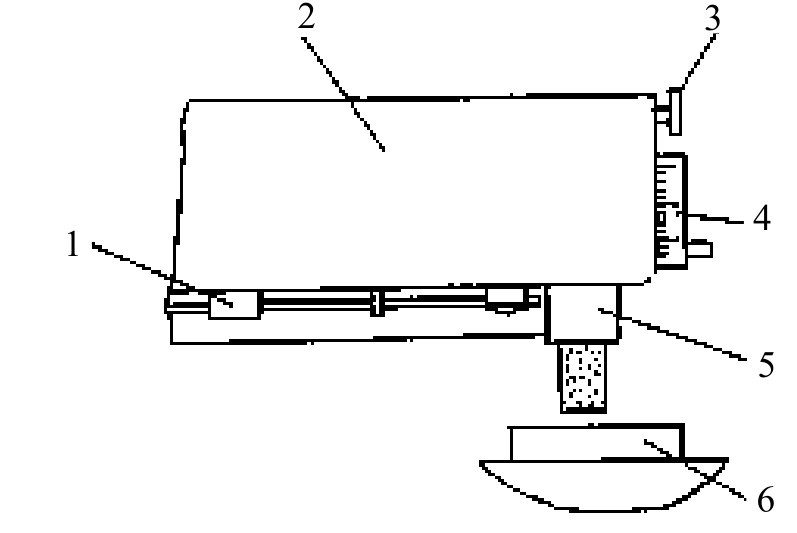
图4-8 磨头的横向进给
②磨头的横向手动进给
当用砂轮端面进行横向进给磨削时,砂轮需要停止横向液动进给。操作时,应将磨头进给旋钮18旋至中间停止位置;然后手摇磨头横向手动进给手轮4,使磨头作横向进给,顺时针方向摇动手轮,使磨头向外移动;逆时针方向摇动手轮,磨头向里移动。手轮每格进给量为0.01mm。
③磨头的垂直自动升降
磨头垂直自动升降是由电器控制的。操作时,先把垂直进给手轮17向外拉出,使操作箱内的齿轮脱开,然后按动手轮14,滑板沿导轨向上移动,磨头垂直下降;松开按钮,磨头就停止升降。磨头的自动升降一般用于磨削前的预调整,以减轻劳动强度,提高生产效率。
④磨头的垂直手动进给
磨头的进给是通过摇动垂直进给手轮17来完成的。操作时,把手轮17向里推紧,使操作箱内齿轮啮合;摇动手轮17,磨头垂直上下移动。手轮顺时针方向摇动一圈,磨头下降1mm;每格进给量为0.005mm。
(3)砂轮的启动
为了保证砂轮主轴使用的安全,在启动砂轮前,必须先启动润滑泵,使砂轮主轴得到充分润滑。M7120D型平面磨床油箱采用水银限位开关来延迟砂轮启动时间,保证了砂轮启动时的安全。操作时,在润滑泵启动约3min后,水银开关被顶起,线路接通。先按动砂轮低速启动按钮8,使砂轮做低速运转;运转正常后,再按动砂轮高速启动按钮10,使砂轮做高速动作,磨削结束后按动砂轮停止按钮9,砂轮停止运转。润滑泵不启动砂轮是无法启动的。
3.实作步骤
(1)手动操作练习步骤
①用左手转动手轮1,使工作台慢速均匀移动,并能根据要求,正确地使工作台向左或右移动,反应敏捷,动作自如。
②用右手转动手轮17,使磨头慢速均匀上下移动,并能根据要求,准确地使砂轮进刀或退刀,不能弄错方向。
③将磨头液动进给旋钮18旋至中间位置,然后转动手轮4使磨头作横向进给,并能根据要求,使磨头向里或向外移动,不能弄错方向。
(2)液压传动操作练习及电器按钮、旋钮操作练习步骤
①调整工作台行程挡铁2于两极限位置。启动按钮15和操作手柄19,练习工作台的启动和调速,要求操作熟练,动作自如。
②向外拉出手轮17,然后按动按钮14或13,练习磨头的快速上升和下降,要求动作准确,注意安全。
③熟悉各个旋钮、按钮的作用,练习掌握使用方法。
4.操作注意事项
(1)熟悉平面磨床的性能、规格、各操作手柄位置及其操作具体要求,正确合理地使用磨床。
(2)要求每台磨床都有齐全的防护设施。
(3)操作机床时,注意力集中,工作台启动前,应调整好挡铁位置并予以紧固。
(4)磨头在作横向或垂直进给前,应先按动磨头润滑按钮7,润滑立柱导轨、磨头导轨、滚动螺母等,每班一次。
(5)磨头在作启动下降时,要注意安全,不要在砂轮与工件相距很近时才松开按钮,以免由于惯性使砂轮撞到工件上。
(6)在磨削时,如需要使用切削液,可转动切削开关11,使切削液泵工作,然后调节喷嘴喷出切削液。
(7)变换砂轮速度时,必须先按停止按钮,然后再变换速度。从高速变到低速时,必须在砂轮速度降低后再启动,以免损坏机床。
(8)电磁吸盘的台面保持平整光洁,发现有划伤现象,应及时用磨石或金相砂纸修去。如果表面划痕和毛刺较多、较深或者有某些变形,影响工件的加工精度,可对电磁吸盘做一次修磨。注意:修磨量应尽量少。
(9)操作练习前必须经教师示范,掌握要领后再上机;练习时,不能两人同时操作一台机床以免产生事故。
(10)离开机床必须停机和切断电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










