



第一节 概 述
一、焊接电弧焊的焊接过程
焊条电弧焊的焊接回路由焊接电源、电缆、焊钳、焊条和焊件组成,见图2-1。
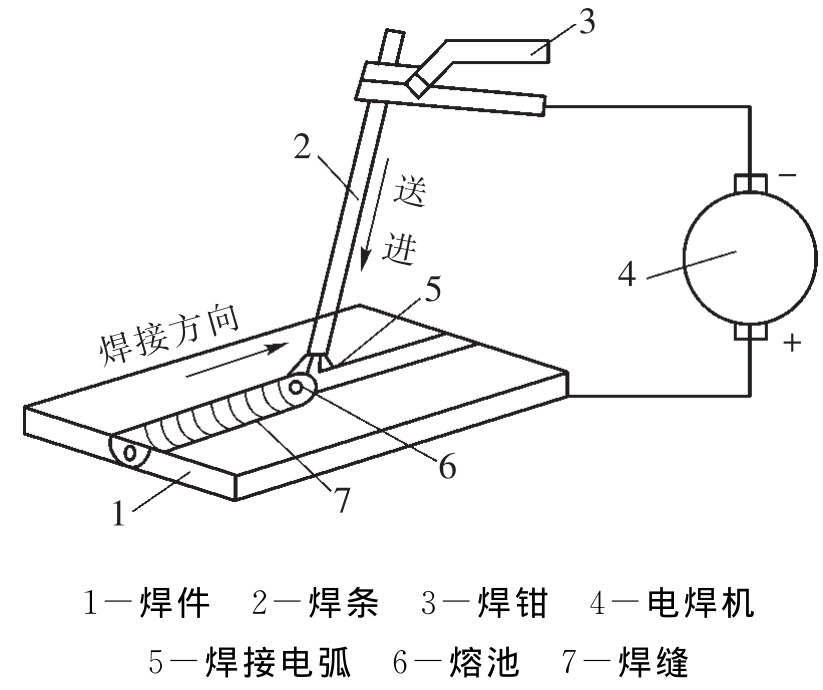
图2-1 焊条电弧焊焊接过程
焊条电弧焊在开始焊接时,将焊条与工件短接,随后向上拉起焊条,引燃电弧。炽热的电弧瞬间将焊条与焊件局部熔化,熔化了的焊芯以熔滴的形式过渡到熔池中,与熔化的母材互相熔合,冷却凝固后形成焊缝。
二、焊接电弧
1.焊接电弧的产生
焊接电弧是由焊接电源供给的,具有一定电压的两电极间或电极与焊件间,在气体介质中产生的强烈而持久的放电现象。产生焊接电弧的过程如图2-2所示,将夹在焊钳上的焊条,擦刮或敲击焊件,由于焊条末端与焊件瞬时接触而造成短路,产生很大的短路电流,在短时间内产生大量的热,触点金属温度迅速升高,使焊条末端温度迅速提高并熔化。在很快提起焊条的瞬间,电流只能从已熔化金属的细颈处通过,使细颈部分的金属温度急剧升高、蒸发和汽化,焊条末端与工件间隙中的空气被电离,产生了正离子和自由电子,在电场力作用下,正离子奔向阴极,自由电子奔向阳极。这样,在焊条端部与焊件之间形成了电弧,并产生大量的光和热。焊接电弧由阴极区、阳极区和弧柱区三部分组成,如图2-2所示。
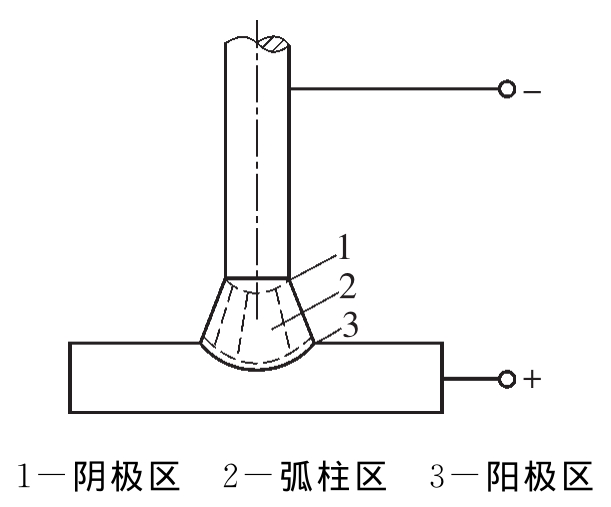
图2-2 焊接电弧的组成
阴极区指电弧紧靠负电极的区域,是发射电子的地方。阴极区产生的热量占电弧总热量的36%左右,温度在2 130~3 230℃。阳极区指电弧紧靠正电极的区域,是接收电子的地方,产生的热量占到电弧总热量的43%左右,温度在2 330~3 930℃。弧柱区是阴极区和阳极区之间的区域。弧柱区产生的热量占电弧总热量的21%左右,但弧柱区中心温度最高,在5 730~7 730℃的范围内。
2.焊接电弧的极性及应用
用直流弧焊电源焊接时,工件接正极,焊条接负极,称为正接,适于焊接熔点较高的金属材料和厚板材;工件接负极,焊条接正极,称为反接,适于焊接铸铁、有色金属及其合金或薄板件。用交流弧焊电源焊接时,因阳极与阴极不断交替变化,故不存在正、反接问题。
三、手工电弧焊的特点
1.焊条电弧焊的优点
(1)操作灵活。对空间任何位置的焊缝,只要焊条所能达到的任何位置,都能进行焊接。对一些单件、小件、短的、不规则的焊缝及不易实现机械化焊接的焊缝,更显其操作灵活。
(2)可焊材料范围广。因手工电弧焊的焊条能够与大多数金属性能相匹配,所以手工电弧焊不仅可以焊接碳钢、低合金钢、不锈钢、耐热钢,对于铸铁、高合金钢及有色金属等也可以用手工电弧焊焊接。此外,还可以进行异种钢焊接和各种金属材料的堆焊等。
(3)易于控制焊接应力与变形。由于工件在焊接过程中是局部的不均匀加热,因此必然会产生应力与变形,尤其是长焊缝、大焊件和结构复杂的焊缝更为突出,采用焊条电弧焊可以通过调整焊接工艺来控制焊接应力与变形,如采用跳焊、对焊、分段焊等工艺措施来改善应力分布和减少变形。
(4)设备简单、维护方便。手工电弧焊使用的交流电源和直流电源,其结构都比较简单,维护保养也较为方便,且使用简便、可靠,设备投资小。
2.手工电弧焊的缺点
(1)焊接生产率低、劳动强度大。因手工电弧焊主要靠焊工手工操作完成焊接过程,焊接时,要进行调换焊条、清渣等工作,焊接过程不能连续进行,生产效率较低。
(2)焊接质量依赖性较强。由于整个焊接过程是手工完成的,所以焊接质量在很大程度上依赖于焊工的操作技术及现场发挥。
3.弧焊电源
电弧焊用的电焊机有交流电焊机和直流电焊机两种。
(1)交流电焊机。交流电焊机是一种特殊的降压变压器,见图2-3。它将电源电压(220V或380V)降至空载时的60~70V,工作电压为30V,它能输出很大的电流,从几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。粗调是改变输出抽头的接法,调节范围大;细调是旋转调节手柄,将电流调节到所需要的数值。交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广,缺点是焊接电弧不够稳定。
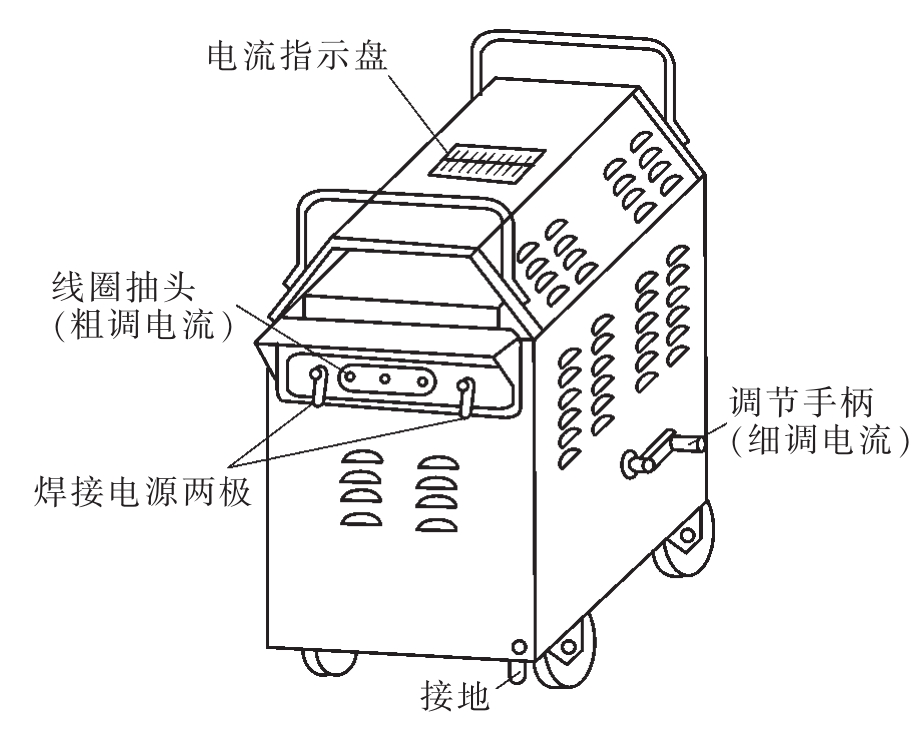
图2-3 交流电焊机
(2)直流电焊机。直流电焊机是由交流电动机和特殊的直流发电机组成的,见图2-4,电动机带动发电机旋转,发出满足焊接要求的直流电,其空载电压为50~80V,工作电压为30V。电流调节范围为45~320A,也分粗调和细调。
直流电焊机有两种接法:当工件接正极,焊条接负极时称正接法;若工件接负极,焊条接正极则称反接法。由于电弧正极区的温度高,负极区的温度低,因此正接法时,工件的温度高,用于焊接黑色金属;反接法用于焊接有色金属薄钢板。直流电焊机焊接时,电弧稳定,能适应各种焊条,但结构复杂,价格高。
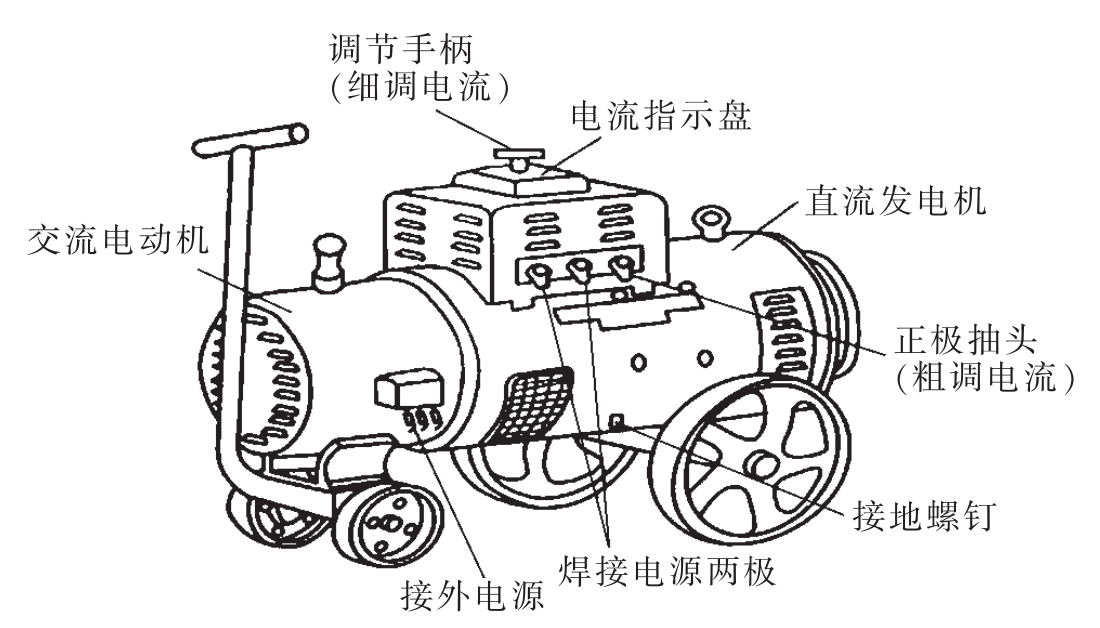
图2-4 直流电焊机
交、直流电焊机的规格是以正常工作时能供给的最大电流来表示的。如BX1-330表示额定电流为330A的交流电焊机。

图2-5 整流器式直流电焊机
(3)弧焊整流器(又称整流焊机)。整流弧焊机是由交流变压器、整流器、磁饱和电抗器、输出电抗器以及控制系统等组成,见图2-5。其中整流器是由大功率硅整流元器件构成,它是将电流由交流变为直流供焊接使用。磁饱和电抗器相当于一个很大的电感,使电源获得下降特性。焊接电流的调节是通过电流控制器来改变磁饱和电抗器控制绕组中直流电的大小。整流弧焊机的输入端电压一般为单相220V、380V或三相380V;空载电压一般为60~90V;工作电压一般为25~40V。
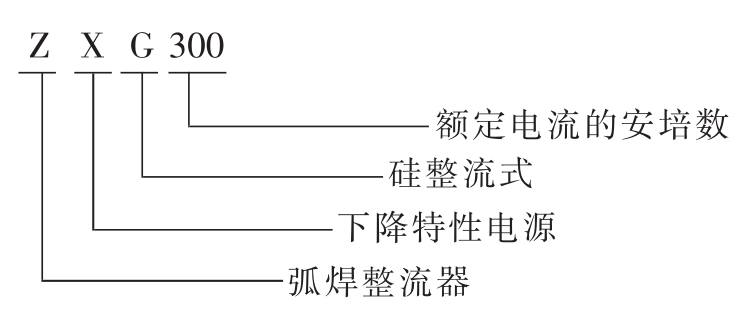
常用的整流弧机型号有ZXG-300、ZXG-500等,其含义举例如下。
在直流电焊机中,电弧有固定的极性,而且两极的热量高低是不相同的:阳极产生的电弧热量较多,约占42%;阴极为38%;弧柱为20%。因此,在使用直流电焊机时,有两种接法,如图2-6所示。
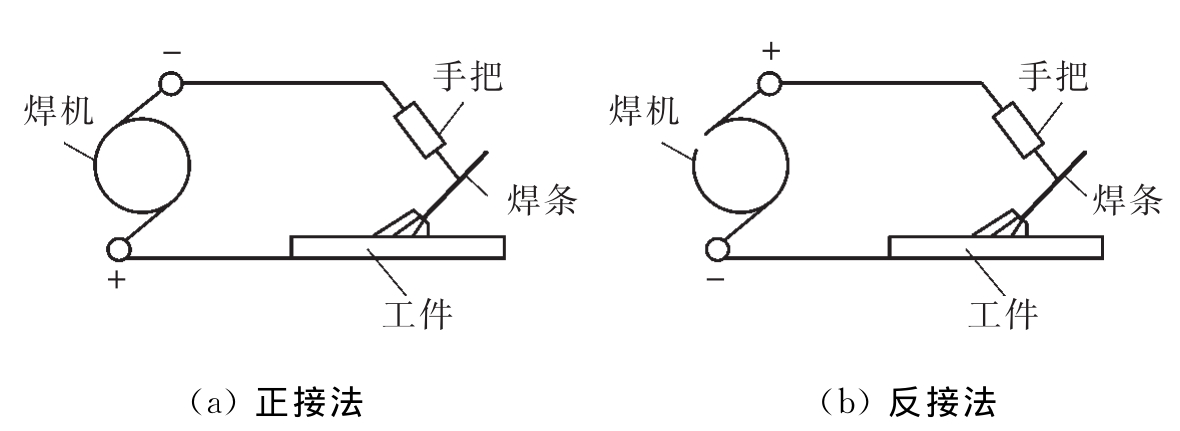
图2-6 直流电弧焊的正接与反接
①正接法。当焊件是厚板时,由于局部加热熔化所需的热量比较多,焊件应接电焊机的正极(阳极),而电焊条接电焊机的负极(阴极),这种接法称为正接法。
②反接法。当焊件不需要强烈加热时,例如堆焊或对铸铁、高碳钢、有色金属以及薄板件等焊件应接负极(阴极),而电焊条接正极(阳极),这种接法称为反接法。在使用碱性焊条时,均采用直流反接法。
整流弧焊机是一种优良的电弧焊电源,由于电流方向不随时间的变化而变化,因此电弧燃烧稳定,运行使用可靠,有利于掌握和提高焊接质量。另外,其维修方便以及噪音较小等优点,是我国手弧焊机发展的方向。直流电焊机的适用范围与交流电焊机类同。在大型船舶上,经常用直流电焊机对一些易损机件、管路等进行修补和堆焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











