



二、成形面的检测
1.样板透光检测
在一般情况下,成形面都没有精密的配合要求。如各类手柄的成形面是为了外形美观和便于操作;各种冲模、橡胶模、滚压模的成形面,其凸、凹模之间也只要求保持一定的间隙;各种锻模、铸模的成形面也只对成形面的形状有一定的要求,尺寸要求并不十分严格。因此,绝大多数的成形面多采用样板透光检测。样板透光检测的类型及说明如下。
(1)用半径样板测量圆弧半径。
①半径样板结构如图6-15所示。半径样板也叫圆弧样板、半径规或R规。半径样板中的凸形样板用于凹形圆弧工件透光检测;而半径样板中的凹形样板则是对凸形圆弧工件进行透光检测。
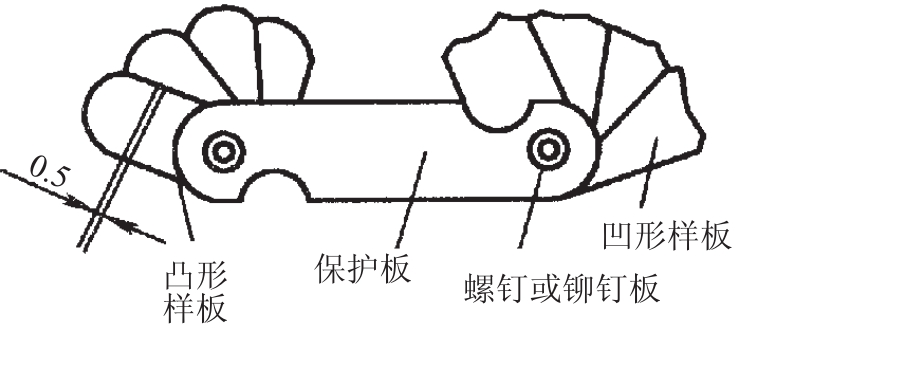
图6-15 半径样板外形及结构
②检测时判断合格点如图6-16所示。检测时,外圆弧样板靠在内圆弧工件上出现中间透光,则表明样板半径大于圆弧半径,工件圆弧半径必须重新加工、加大;而出现两侧透光,则说明样板半径小于工件圆弧半径,工件圆弧半径要减小。上述两种情况检测都要判定为不合格。只有当样板与工件圆弧半径密合一致时,表明样板圆弧半径等于工件圆弧半径,工件圆弧检测合格。
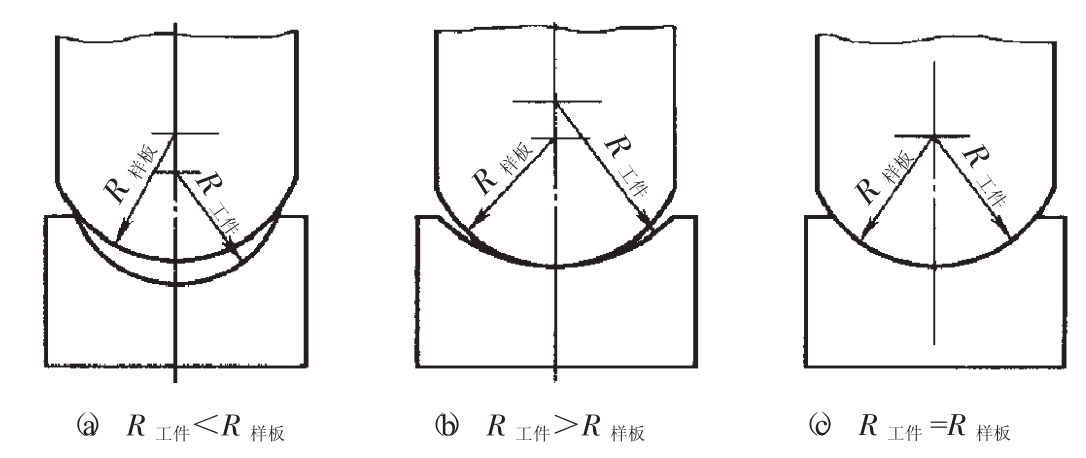
图6-16 用半径样板对工件R透光检查
(2)用样板测量成形面。样板上的成形面是按工件成形面理论数据要求作出的,检测时,将样板成形面与工件成形面贴合,透过观察工件成形面的吻合程度
①对于较短的成形面用一块样板透光检测,对于较长的、较复杂的成形面可用分段样板透光检测。如图6-17所示为用样板透光检测外成形面。如图6-18所示为用样板透光检测内成形面。
②检测时操作要点。
a.样板的基准面必须贴合工件的测量基准面。
b.样板的整个成形面应通过工件的中心线。
c.样板贴合在工件的测量基准面上移动,且整个成形面上透光均匀即合格。
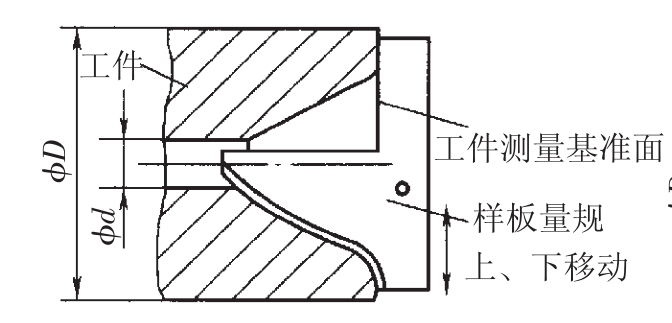
图6-17 用样板透光检测外成形面
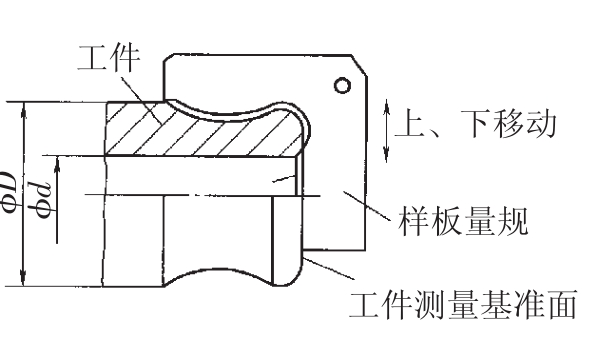
图6-18 用样板透光检测内成形面
2.三坐标测量
对于线轮廓度要求在0.05mm范围内的成形面,可采取用三坐标测量仪测量成形面若干点坐标的方法来检测成形面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










