



8.2 粉料制备工艺及设备
根据工艺条件不同,可以分为干法制粉工艺和湿法制粉工艺。
8.2.1 干法制粉工艺流程及特点
1.流程(如图8.26所示)
2.特点
目前,国外逐渐采用干法制粉工艺,即干法细碎,再适当加水造粒的方法。该工艺流程简单,设备投资费用低,约为湿法的60%;不需要或极少蒸发水分,避免了坯料过程中水的循环,降低了能量消耗约为湿法的2/3,甚至1/3;由于造得的颗粒是实心的,不是空心的,使得粉料颗粒含空气少、密度高,堆积密度大,成形压缩比小;操作人员少,节约劳动力,可实现全自动化生产;维修费用低。
但是该工艺流程也存在以下缺点:粉尘污染问题严重,解决困难;对原料要求高,适用于配方简单、比重相近的原料进行加工;要求所用的原料干燥且含水率稳定;干法除铁效率低;粉料的流动性稍差。
干法造粒技术早在20世纪80年代、90年代已经进行了大量的研究工作,但到目前为止,在干法造粒工艺上,目前国内外尚未有一家企业有成功的案例。也就是说,目前的墙地砖干法造粒未曾有成熟的、可靠的技术。

图8.26 干法制粉工艺流程图
干法造粒技术要在广大的陶瓷生产企业中得到应用,需要解决的技术难题还比较多,核心的问题主要集中在四个方面:第一是要彻底解决好真颗粒的充分分散性问题;第二是要彻底解决假颗粒的成形压缩比问题;第三是要解决好坯料混色均匀及发色能力问题;第四是要解决成套的、连续的生产装备供应问题。
8.2.2 湿法制粉工艺流程及特点
1.流程(如图8.27所示)
2.特点
(1)全湿法加工,没有粉尘污染,工作环境较好;
(2)改粉体输送为液体输送,降低了劳动强度;
(3)喷雾干燥制得的粉料流动性好,有利于压制成形;(4)粉料水分均匀,稳定;
(5)能耗大,是干法的3倍以上;
(6)一次性投资大,维修费用高;
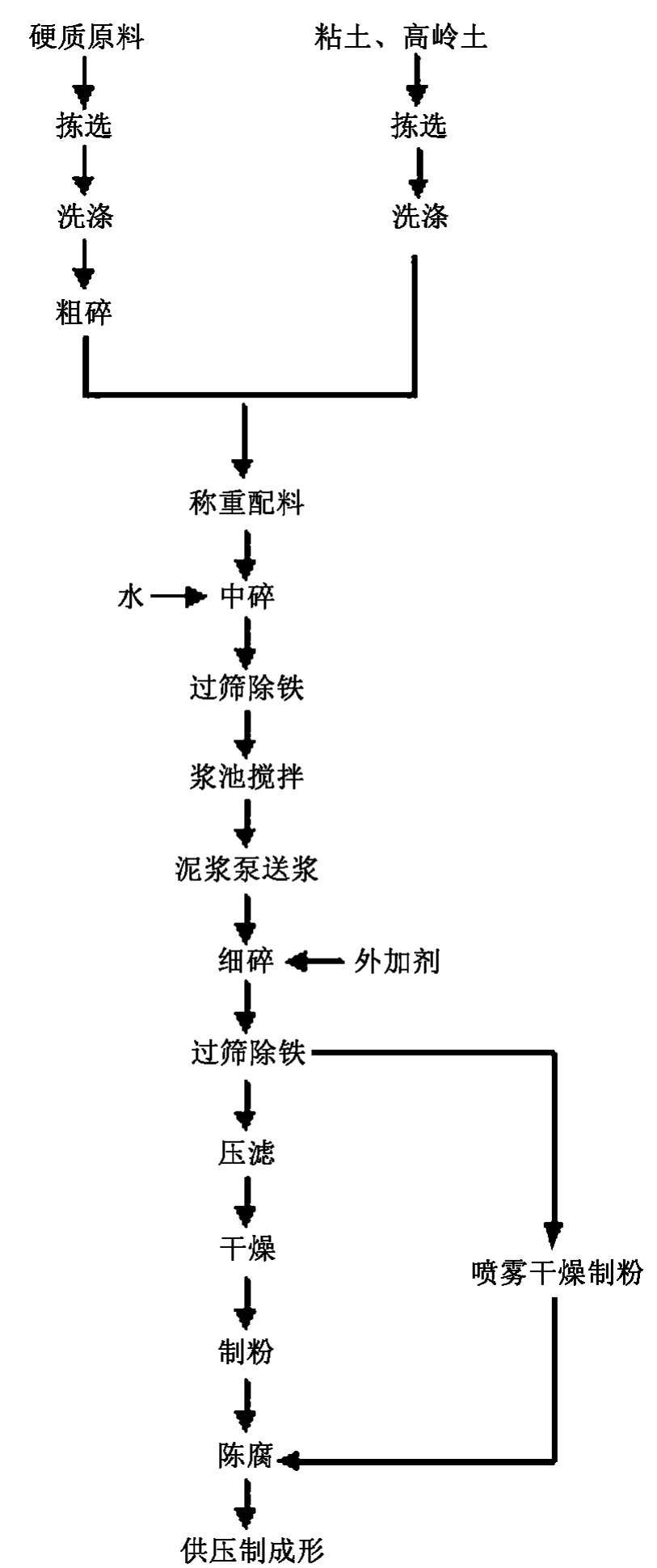
图8.27 湿法制粉工艺流程
(7)轮碾法造粒,获得的粉料成形性能稍差。
每一个流程都不是完善无缺的,即每一个流程都有值得改进的地方。事实上,不同地区、不同工厂都有自己的工艺流程,并不雷同。对于一个具体的地区、具体的工厂,要确定用何种流程,必须根据制备工艺流程的原则来定夺。
8.2.3 造粒(又称制粉或打粉)方法及设备
粉料制备工艺中造粒工序之前的工序在前面已经详细介绍,因此,这里主要介绍干燥、造粒工序。
压制坯料的含水率低,对原料的可塑性要求不高,但要求粉料具有良好的流动性。因此就必须采用合理的工艺手段进行造粒。造粒是指将真颗粒通过一定的手段、方法制备成具有一定粒度和流动性的团聚颗粒(假颗粒),造粒的好坏直接影响到成形质量。目前,造粒的方法有普通造粒法、传统造粒法、喷雾干燥造粒法和大颗粒造粒法。
1.干粉造粒
目前国外逐渐采用干法制粉工艺,即干法细碎,再适当加水造粒的方法,避免了坯料制备过程中水的循环,降低了能量消耗。在干法制粉工艺中,造粒方法有普通造粒法和连续式造粒机造粒法。普通造粒法是将粉料加适量的黏结剂水溶液,混合均匀后过筛。由于黏结剂的黏聚作用及筛子的振动或旋转作用,得到粒度大小比较均匀的团粒。

图8.28 连续式造粒机
连续式造粒机(如图8.28所示)造粒是将细碎后的粉料在混料筒内进行湿混造粒。混料筒里装置带有销钉和叶片的旋转轴,同时装有喷水用的喷雾喷嘴。造粒时,粉料可以连续不断地送入混料筒里,在轴的高速旋转下,粉料与水和黏结剂充分地混合,润湿聚集成球。粉料在混料筒里停留时间约为30秒。然后被送往流化干燥床,使其进一步干燥,直至符合成形要求。这种造粒机制备的粉料,体积密度大,形状规则,成形性能好。
2.传统造粒方法
所谓传统造粒方法是先将泥料加工成泥浆,通过压滤后得到含水22%~24%的泥饼,然后将泥饼进行干燥,干燥至一定含水率后,进行破碎,以达到一定的粒度,用筛分的方法进行控制。
(1)干燥
干燥的目的是使含水22%~24%的泥饼排出16%~19%的水,成为含水5%~8%的干燥泥饼,供后道破碎工序使用。
①地坑干燥
在烟道上覆盖薄板,泥饼散摊在其上。工作时,烟道中的热烟气通过薄板散热,以传导传热方式加热泥饼,达到蒸发水分、干燥泥饼的目的。
干燥中需要注意:炕床上泥饼的堆放宽度,一般不超过2m,目的是为了保证工人易于操作。泥饼的堆积厚度一般以50mm为宜,最高不要超过100mm,目的是为了能使泥饼均匀受热,避免出现水分不均的现象。坑床不宜温度过高,一般以130℃~180℃为宜,否则会造成可塑泥料丧失可塑性。干燥时要勤翻动,保证泥饼能均匀干燥。
地坑干燥的优缺点是:结构简单,投资费用低,投产快;易于建造,便于小厂生产;干燥后的泥饼水分均匀程度差;工人劳动强度大,劳动条件差。
②余热干燥
将窑炉冷却带的热风抽送进干燥室内,使放在室内多层框架上的泥饼干燥到要求的含水量。具体操作如下:
将等待干燥的湿泥饼送入干燥室内逐层放满,关上门,将来自窑炉冷却带的热风吹进干燥室内,待泥饼干燥至所需水分后,停止送热风,将出入口及湿空气排出口全部打开,室内温度下降以后,取出泥饼,并换进潮湿泥饼,进入第二次干燥作业。该干燥方法设备简单,使用容易;利用了余热,变传导传热为对流传热,干燥效率高。缺点是劳动强度大,劳动条件差;干燥后的泥饼水分并不很均匀。
③链板干燥
将练泥机挤出的细小泥饼放在链板上,随着链板的运动与热进行换热,使泥饼得到干燥。具体操作是:将泥饼投入练泥机,挤成横截面很小的泥条,泥条由一对齿辊轧成小泥段,20mm×(5~10)mm,落到金属传送带上,随链板进入干燥室内,通过对流传热蒸发水分,泥段干燥到所需的水分后由皮带机带入料仓储存。
干燥热源有:窑炉余热、热风炉提供的热风、远红外加热器。
泥条水分控制方法:链板的运动速度控制、热风的温度控制、泥条的堆积厚度控制,干燥器中的最高温度不大于80℃。
该干燥方法产量高、设备占地面积小;泥条水分均匀,质量好,不会因过热失去可塑性;节约劳动力,劳动条件好。
(2)造粒(打粉)
将干燥好的泥饼和泥段通过一定的方法粉碎到成形时所需的颗粒料(即由众多的真颗粒组成的聚合体)。
①轮碾造粒
工艺流程为:干燥后的泥料—轮碾机碾压—刮板—过筛—送陈腐。
其特点是:
a.由于轮碾机工作时存在剪切力、挤压力,因而轮碾制得的粉料为实心颗粒,容重较大。
b.颗粒形状为异形颗粒,容易产生拱桥效应。
c.生产速度快,效率高,投资不大,易为中小型工厂所采用。
②锤击式打粉
工艺流程为:干燥后的泥料—锤击粉碎机破碎—过筛—送陈腐。
其特点是:
a.简单、快速、产量大;
b.颗粒存在应力,全部为异形颗粒,细粉多,易于出现开裂现象;
c.粉尘大,劳动条件差。
③辊筒式造粒
工艺流程为:干燥后的泥料—辊筒辊压—过筛—送陈腐。
其特点是:
a.设备简单,投资小,易为中小企业所采用;
b.可以制备粒度较大的坯料,常用来制作锦砖斑点料;
c.自动化程度低,劳动条件较差。
3.喷雾干燥造粒
喷雾干燥是将加工好的一定浓度的泥浆,经雾化装置分散成雾化的细滴,再通入有热风的干燥塔内进行热交换,雾滴中的水分在很短的时间内(几秒至十几秒)蒸发,瞬间得到含水量在8%以上、具有一定粒度的球形粉料的方法。喷雾干燥既是一个脱水的过程,又是一个造粒的过程。这种造粒方法是现代化大规模生产所采用的,其优点是工艺简单,可连续自动化生产,周期短、产量大、生产效率高,易于调节和控制,劳动强度大为降低,环境卫生好,生产出来的团粒流动性好、粉料性能稳定。主要缺点是一次性投资大,能耗高。
(1)喷雾干燥设备系统
喷雾干燥设备通常由五个部分构成,如图8.29、8.30所示。
①泥浆输送、供给、雾化系统——有筛网、柱塞泵、管道、喷嘴等。
②热风发生、输送系统——热风炉、配风机、管道、分风器等。
③干燥系统——干燥塔。
④粉料收集系统——干粉收集装置、筛分装置、提升装置等。
⑤尾气净化系统——旋风除尘器、袋式除尘器等。
(2)喷雾干燥设备分类
喷雾干燥工艺中最主要的是雾化和干燥过程,喷雾干燥设备按雾化方式不同分为离心式、压力式和气流式三种,广泛应用的是离心式和压力式。
①气流式喷雾干燥器
气流式雾化器的动力(压缩空气)消耗比压力式和离心式大,故一般用于干燥小批量的产品。气流式喷嘴能很方便地产生极细的或较大的雾滴,雾化器用压力为0.2~0.5MPa的压缩空气或过热蒸气,通过喷嘴将料液喷成雾滴,是实验室或中试工厂的一种较为理想的干燥设备。对非牛顿型料液的雾化,气流式优于其他型式。气流式雾化器用于雾化高黏度的糊状物或滤饼等非常有效。我国的喷雾干燥始于气流式,对于气流式喷嘴的设计、制造和操作积累了较丰富的经验。但这种方法制出的粉料颗粒细,流动性较差,一般不应用于陶瓷粉料的生产。
②压力式喷雾干燥器
压力式雾化是利用泥浆泵的压力将泥浆送到一个特殊的喷嘴中使之迅速旋转,泥浆在离开喷嘴孔口时,被离心力撕裂成雾滴,由喷孔中均匀喷出,形成喷泉状雾烟。每小时喷雾量可达几吨至十几吨,能够满足各行业的需要。在工业生产上,一个塔内可装入几个乃至十几个喷嘴,可保持与实验条件完全相符,基本上不存在放大问题。
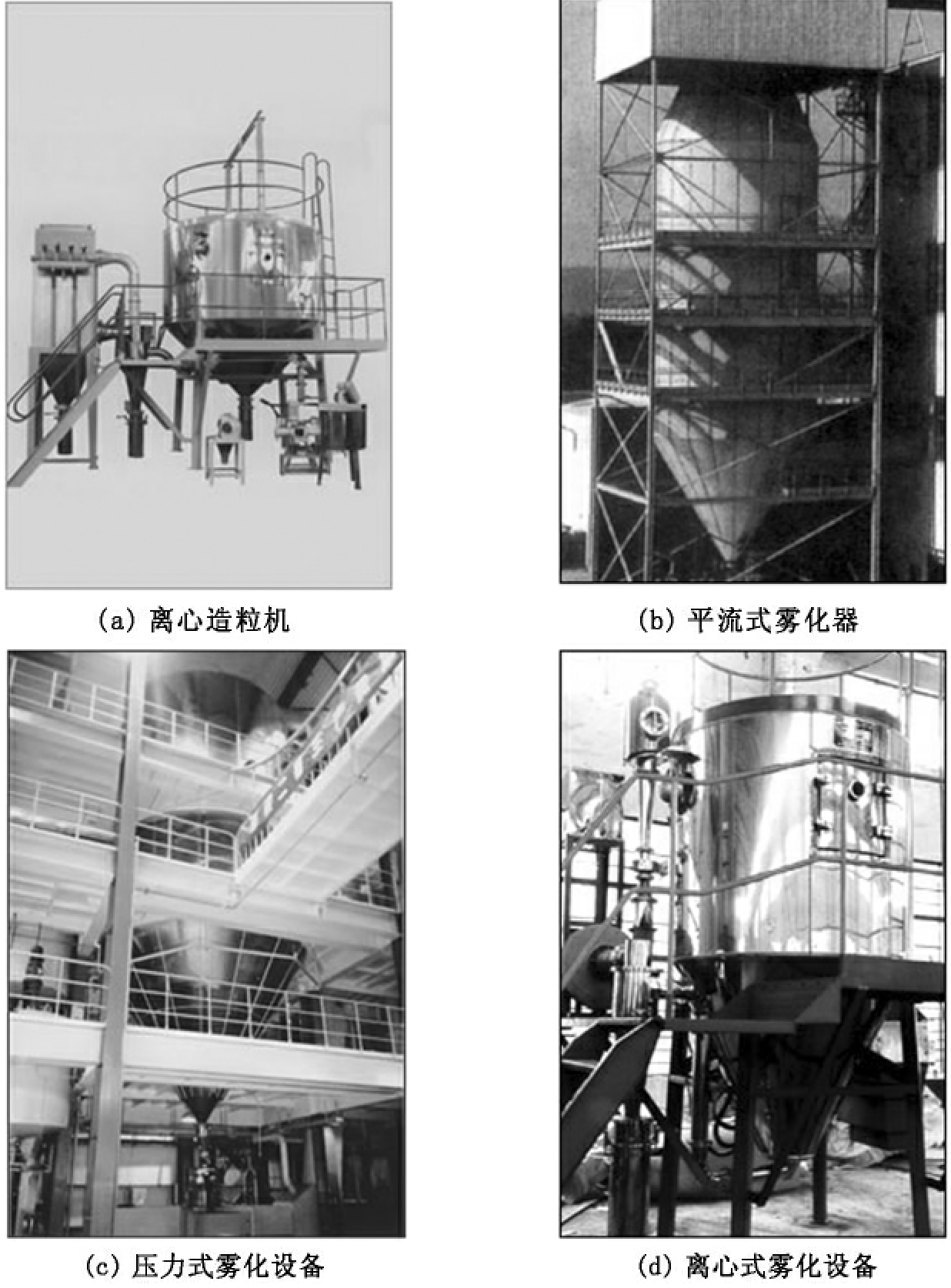
图8.29 喷雾干燥设备图
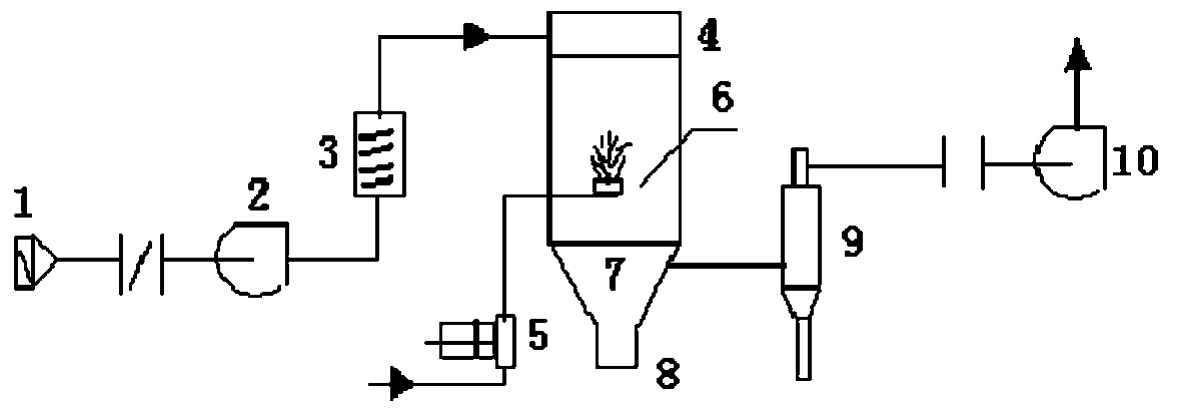
1过滤器;2送风机;3加热器;4热风分配器;5注射泵6压力雾化机;7干燥塔;8收料袋口;9旋风分离器;10引风机
图8.30 压力雾化干燥流程图
压力式雾化器的特点是适合于低黏度的不含大颗粒的泥浆的雾化,所得粉料颗粒较粗,流动性好,成形性能好;压力式雾化器造价低,结构简单,维修方便,能耗小,噪声低,但需要高压泥浆泵,且喷嘴易堵塞,磨损大,需定时更换。
③离心式喷雾干燥器
离心式喷雾干燥器是将泥浆送到一个高速旋转的离心盘上,靠离心力的作用,泥浆被均匀分布在离心盘周边的槽式喷孔分裂成微滴,并以极高的线速度离开离心盘成为雾状细滴。
其特点是可喷高黏度(0.90Pa·s)、带有大颗粒的料浆,不易堵塞喷孔,喷雾均匀,雾滴较细。干燥后的粉料粒径一般在100μm左右,容重较低,粒度分布范围较宽,但设备制造费用大,机械加工要求高。
总之,在确定雾化方式时应充分考虑干粉料的质量要求、操作的灵活性、设备维修和加工的要求、成本等方面。当压制尺寸较大、较厚的坯体和采用高速压机时,希望粉体容易排出气体和填满钢模,颗粒要求粗些、颗粒分布宽些、堆积密度大些为好。这时选用压力式雾化制粉工艺方能满足这些要求。若对坯粉颗粒大小及分布要求不严时则可优先考虑离心喷雾干燥法,因为它的适应性较强,泥浆性能和进浆量变化时仍能维持良好的效果,且更换离心盘比压力喷嘴的维修更容易。
(3)造粒工艺流程
喷雾干燥的基本流程是(如图8.31所示),料液通过雾化器,喷成雾滴分散在热气流中。空气经鼓风机送入空气加热器加热,然后进入喷雾干燥器,与雾滴接触干燥。产品部分落入塔底,部分由一级引风机吸入一级旋风分离器,经分离后,将尾气放空。塔底的产品和旋风分离器收集的产品,由二级抽风机抽出,经二级旋风分离器分离后包装。

图8.31 喷雾干燥基本工艺流程
喷雾干燥的产品为细粒子。为了适应环境保护的要求,喷雾干燥系统只用旋风分离器分离产品、净化尾气还是不够的,一般还要用袋式除尘器净化,使尾气中的含尘量(标准状态下)低于50mg/m3气体,或用湿式洗涤器,可将尾气含尘量降到15~35mg/m3气体。
(4)喷雾干燥关键工序
①雾化方式的选择
离心式雾化、气流式雾化、压力式雾化各具特点:
离心式雾化适应性强,对泥浆的黏度没有很严格的要求;处理量允许无级变化;制作离心机的要求高,造价高,易损坏(高速旋转可达4000~20000r/min);离心雾化造得的粉料粒度分布很狭窄、细小,流动性差。
气流式雾化易于雾化,不需高压(2~7个大气压即可);动力消耗大;颗粒细小;干燥过程中需消耗额外的热能去加热吹进塔内的冷空气。
压力式雾化对泥浆机械加压,易于获得高压(>20kgf/cm2);雾滴的大小可以通过调整压力、喷孔大小等加以控制;粉料的流动性好;动力消耗小。
建筑陶瓷用料以压力式雾化方式为主。
②热流与物流的运动方式
一般有三种运动方式,即顺流式:热流与物流的方向一致,均是由上向下;逆流式:热流与物流的方向相反,一般是热流自上而下,而物流自下而上;混流式:热流与物流既有逆流也有顺流,一般是先逆后顺。
三种运动方式各有特点:
顺流式运动:物流一进入干燥塔就处于最高温度区内,物料瞬时进行干燥,如果颗粒较大,则会出现外面成硬壳,里面是软泥的情况,只适宜于干燥雾化颗粒极小的物料。
逆流式运动:干燥物料的收集在塔顶,热风的送进也在塔顶,导致结构复杂,同时若是物料的动能不足,则物料不可能被分离出塔。
混流式运动:将上述两种运动进行综合,即先逆流后顺流,既避免了物料表面结硬壳,又降低了塔身高度,充分利用塔高,使物料成功地进行了二次干燥。
比较后可以清楚地看到,运动方式以混流式为最好。
③热风的分配
热风的分配是否合适,直接影响到粉料的质量和产量。为了使热风在塔的横截面上均衡分布,并且与泥浆的雾化方式配合得当,以保证雾滴在飞扬到塔壁之前已经干燥好,不形成黏壁的缺陷,因此,在塔顶的进风口处应设有分风器。
分风器的作用是使进入塔内的热风从塔中轴线沿径向逐渐减小。具体措施是:将风分成几股旋转进入塔内;将风分成若干小股平行向下运动。
④换热传质
换热:热风携带进的热能以对流传热方式加热雾滴,热风降温后,密度增大,向下沉。
传质:雾滴被加热后,内部的水分气化,当雾滴表面的水蒸气分压大于周围介质中的水蒸气分压时,在分压差的推动下,水分不断地由表面蒸发进入介质中去。
为了使这个过程能充分进行,就要求塔内的热空气分布状态与雾滴的分布状态一致。即越是靠近塔中心,热流越强,雾滴越多。
(5)提高喷雾干燥造粒效率的途径
喷雾干燥是陶瓷工厂能耗大的原因之一,其燃料消耗约占陶瓷产品燃料消耗的20%,占粉料制品成本的30%左右。因而,提高效率,节约能耗显得很重要。主要方法有:
①提高泥浆浓度
对于一定大小的干燥塔,在一定的干燥条件下操作,其蒸发水分的能力也就基本不变。因此,要提高造粒的生产效率,就必须从提高泥浆的浓度着手。很显然,泥浆浓度越高,在同样蒸发水量能力下,得到的干燥粉料量就越多,造粒效率就高,同时能耗低。
然而在陶瓷生产中,泥浆浓度的提高意味着黏度增加,流动性降低,雾化效果变差。为此需选择合适的减水剂,保证既可提高泥浆浓度,又具有良好的流动性能。
a.目前常用的陶瓷减水剂
水玻璃:Na2O·nSiO2;
纯碱:Na2CO3;
腐植酸钠;
SN-Ⅱ型水泥减水剂:β-萘磺酸钠甲醛缩合物(阳离子表面活性剂);
802水泥减水剂:多环芳烃钠盐;
聚丙烯酸钠:羧酸类聚合物;
六偏磷酸钠:Na6P6O18;
焦磷酸钠:Na4P2O7;
水杨酸碱:水杨酸钠。
b.提高泥浆浓度的效果
浓度提高10%,产量增加60%~80%;或浓度提高10%,蒸发水量下降50%~60%;浓度提高10%,能耗下降30%~40%。浓度提高后,干粉容重提高,压缩比下降(因为空心粉料减少);粉料大颗粒百分量增加,排气性能提高(因为雾滴收缩小);流动性得到改善,休止角可以小于16°(因为球形程度高)。
②提高泥浆温度
a.提高泥浆温度的途径
利用喷雾塔排出的尾气或窑炉的余热与泥浆进行换热,使泥浆温度升高。这时需要注意,换热的热空气排气温度不能低于露点,否则冷凝水回到泥浆中,降低了泥浆浓度。
b.提高泥浆温度的效果
降低泥浆中气体的含量:泥浆是溶解了气体的悬浊液,随着泥浆温度的提高,水中溶解的气体呈明显降低,水温与每升水中溶解空气量的关系如表8.2所示。
表8.2 1升水可溶解的空气量
![]()
降低泥浆中气体的含量可以降低泥浆的黏度,提高泥浆的流动性。随着泥浆温度升高,溶解的黏度下降,也即泥浆的黏度降低,流动性增加,雾化动力消耗下降。如图8.32

图8.32 温度与泥浆黏度的关系
所示。随着温度升高,泥浆的表面张力也随之减小,在10℃~50℃范围内,水温每升高10℃,其表面张力约下降0.158N/m2,使得浆液容易撕裂成雾滴。
③增加塔顶辅助喷嘴
由于压力式喷雾干燥塔是热风从上进入塔内,物料从下面往上喷,导致塔顶上部有1.5~2m高的热空间没有雾滴进入,因此,可在塔顶上部增设辅助喷嘴。
这时需要注意塔顶辅助喷嘴的张角要大,喷射高度要低。此外,塔顶只适宜喷细颗粒,避免造成外干内软的低质量的粉料。
④改进塔的分风机构,提高塔的蒸发强度
蒸发强度是指塔的单位容积内每小时蒸发水分的能力。在热风温度、流量、泥浆浓度、供浆压力不变的条件下,蒸发强度越大,就意味着塔的产量越大。目前,我国虽然采用了两种类型的分风机构,但是热风分布仍不太理想,并没有真正做到从塔中轴线沿径向从内到外逐渐减少,有必要进一步改善,力求使蒸发强度接近世界先进水平,每立方米泥浆蒸发水量达到7.9~8.2kg/m3·h。
⑤控制进风温度与排风温度
a.进风温度
在其他工艺条件不变的情况下(如浓度、流量、压力等),提高进风温度,则粉料含水率下降,也即增大进料量可以保证粉料含水率恒定。但是,提高进风温度对流动性无明显影响,但容重稍有下降。其主要原因是:
由于雾滴与高温热气流接触,表面迅速形成一层硬壳,而里面仍是潮湿的,硬壳阻碍雾滴收缩,内部水分蒸发后留下的空隙无法减少或在表面留下凹坑。一般情况下,进风温度控制在450℃~500℃。
b.排风温度
当压力不变,喷嘴组合量不变,泥浆比重不变的情况下,排风温度愈高干粉含水率就愈小。只需控制排风温度,就可以控制含水率。
⑥喷雾压力及喷嘴孔径
喷雾压力加大,喷雾高度增加,雾滴变小;喷雾压力下降,喷雾高度下降,雾滴变大;喷嘴孔径缩小,颗粒变小;喷嘴孔径增大,颗粒变大。
4.大颗粒造粒
目前建筑陶瓷生产日新月异,新的方法层出不穷,为了使建筑陶瓷制品更接近天然石材,大颗粒仿花岩砖应运而生。为此,首先必须制备出大颗粒料。
(1)大颗粒分类
①大颗粒按颗粒的颜色、组成和形状分为三种:一种颜色包裹另一种颜色的多色多层包裹颗粒(简称球形层状大颗粒);多种颜色小颗粒(喷雾干燥颗粒)混合挤压造成的大颗粒(简称混合大颗粒);一层颜色料上叠加另一种颜色料,再叠加另一种颜色料的多层次平面式多彩颗粒(简称平面层状大颗粒)。
②大颗粒按造粒方法可分为:干法造粒和湿法造粒。每种造粒方法又可以造出多种颗粒。

(2)干法造粒
①混合大颗粒
混合大颗粒的造粒流程:多种颜色的喷雾料混合—挤压成块—破碎—过筛。
颗粒的尺寸主要取决于挤压成块时块的厚度和过筛时选用的筛子大小。用这种方法制得的颗粒,每个颗粒的喷雾色粒分布都一样,生产的砖装饰花纹略显单调。目前市面上出售的大颗粒瓷质砖大多数采用该法造粒。
②平面层状大颗粒
平面层状大颗粒的造粒重点在于挤压成块部分。它的原理可以追溯到瓷质砖的多次布料技术。如果用旧压机,采用几种喷雾料多次布料压成砖坯,然后破碎过筛,即成平面层状大颗粒。
现在已有设备厂家生产出专门的平面层状大颗粒造粒设备,它的工艺流程如图8.33所示。在一条平皮带上,每落一种有色喷雾料,就紧接着用一个辊子压一下,落几层料就用几个辊子压,最后用一对辊子大力对压成块状料,再破碎过筛即得平面层状大颗粒。目前市面上的蝶彩石、雨花石等都是采用平面层状大颗粒生产的。从生产方法看,干法造粒的平面层状大颗粒装饰效果不如湿法造粒的平面层状大颗粒。
(3)湿法造粒
用湿法造粒制得的颗粒,沿颗粒的径向(或厚度方向)可获得多个色层,色彩相当丰富,如图8.34和图8.35所示。

图8.33 平面层状大颗粒干法造粒流程图

图8.34 球形层状大颗粒

图8.35 平面层状大颗粒
①球形层状大颗粒
这种颗粒的造粒方法最典型的造粒设备是由意大利MANFREDINI&SCH IANCH I(MS)公司生产的,该公司生产的新设备已不需干燥系统,如图8.36所示。该系统的工艺流程如下:将多种色浆按一定比例喷入混料筒内,与进入筒内的粉料相互掺和,使粉料团聚成大颗粒,由于大颗粒水分很高,出来后立即送入流化床干燥器,在高频振动作用下,这些大颗粒处于悬浮状被干燥,干燥后的颗粒再破碎成所需尺寸的颗粒。目前MS公司新开发了一套不需干燥的湿法造粒系统。
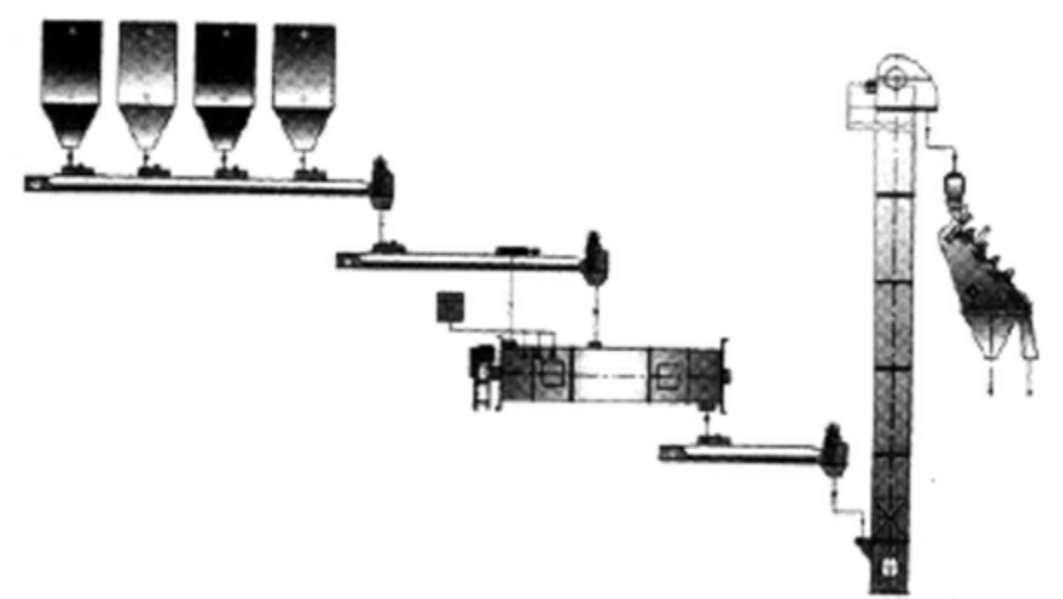
图8.36 MS公司湿法造粒系统
②平面层状大颗粒
平面层状大颗粒的湿法造粒工艺流程如图8.37所示。它的流程跟生产釉面砖的施釉过程相似,在不锈钢板上淋一层有色泥浆,待其干燥到一定程度后,再在其上淋另一种颜色的泥浆,再干燥,如此反复,再破碎过筛,即得到所需的平面层状大颗粒,各层的颜色及层数按所需的装饰效果进行。

图8.37 平面层状大颗粒造粒流程图
5.陶瓷粉料造粒新工艺
为获得流动性良好的球状颗粒,一般对陶瓷原料采用喷雾干燥方法进行造粒。但该工艺存在以下缺陷:形成的颗粒易出现窑心和一部分塌陷,体积大,成形时压缩比高。由于成形是在排出空气的同时压缩粉粒,空气排放慢,成形品易产生空心层。据报道,国外推出一种造粒新工艺可有效解决上述存在的技术问题。其解决的技术手段是将黏结剂,如热塑性树脂或蜡分溶解于挥发发性溶剂中,再加入陶瓷粉料分散,然后将分散物经一种特制的加热长管快速蒸发溶液中的挥发成分,同时由加热长管的出口迅速喷入到固气分离室,使黏结剂均匀地黏附在粉料表面,在搅拌或振动下造粒,由于在加热管中,分散物溶液中的挥发成分在很强的紊流下短时间蒸发,被覆黏结剂的颗粒与加热蒸气的混合体快速喷入固体分离室,颗粒间不会相互凝聚,可形成极其致密微细的粉粒,而且不会出现管道堵塞的现象。据介绍,该造粒工艺与原有造粒工艺相比具有如下优点:
(1)二次造粒时不需再添加水、溶剂等,简化了生产过程,大幅度降低成本,而且形成的颗粒呈球状,致密、无空心,微细、流动性佳。因此压制成形性、致密性和微细性更好,烧结后的产品性能显著提高。
(2)在陶瓷粉料中黏结剂添加量小,却能获得有效的造粒效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









