



一、奥氏体不锈钢的焊接
1.奥氏体不锈钢焊接性
(1)合金元素烧损。
不锈钢中合金元素较多,特别是Cr、Ti等合金元素在焊接时极易氧化烧损。另外,不锈钢具有高的电阻率,较大的线膨胀系数,随着温度的升高,线膨胀系数的数值也相应提高,在焊接过程中会引起较大的焊接变形。
(2)焊接接头的热裂纹。
单相奥氏体组织的奥氏体型不锈钢焊接接头易发生焊接热裂纹,这种裂纹是在高温状态下形成的。常见的裂纹形式有弧坑裂纹、热影响区裂纹、焊缝横向和纵向裂纹。
(3)焊接接头的脆化。
①焊缝金属的低温脆化。对于奥氏体不锈钢的焊接接头,耐蚀性或抗氧化性并不总是最关键的性能,在低温使用时,焊缝金属的塑性和韧性就成为关键性能。为了满足低温韧性的要求,焊缝组织通常希望获得单一的奥氏体组织,避免δ铁素体的存在,它恶化低温韧性。
②σ相导致的脆化。σ相是一种淬硬的金属间化合物,主要集于柱状晶的晶界。一些含镍量通常不是特别高的奥氏体型不锈钢,特别是为了提高焊缝抗裂性而设计的体积分数为3%~5%或更高的铁素体组织的焊缝,在650~850℃高温持续服役的过程中会发生σ相的脆变。
(4)晶间腐蚀。
晶间腐蚀是18-8型钢极危险的一种破坏形式。发生的部位是在热循环峰值温度600~1000℃的热影响区,即距离焊缝边沿1.5~3mm之外的母材金属上,有的发生在焊缝金属上。在熔合线附近被加热到1300℃以上部位受到敏化温度重复加热,在腐蚀液中工作会发生刀状腐蚀,刀状腐蚀在焊缝的熔合线轮廓外侧很狭窄的范围内,像刃状深入发展,它是晶间腐蚀的一种特殊形式。
(5)焊接接头的应力腐蚀。
奥氏体不锈钢具有良好的塑性和韧性,它在均匀腐蚀的介质中适用范围很宽,但是其耐应力腐蚀的能力不够理想,甚至导致恶性事故。采用奥氏体不锈钢制成的化工设备,如热交换器、高压釜的冷却管、水蒸气凝缩的波纹管、氯化物溶液的调料煮干锅和苛性钠的加热盘等,由氯化物所引起的应力腐蚀断裂占应力腐蚀断裂的首位。此外,在高温、高浓度的碱液、硫酸、高温、高压水等环境中也有应力腐蚀裂纹事故发生。
应力腐蚀裂纹一般都很细小,而且多数出现在容器或管道内表面,不易发现,往往造成没有预兆的突发性事件,很难预防。焊接残余应力是焊接构件产生应力腐蚀的主要来源,在应力腐蚀的介质中,焊缝金属和近缝区的拉应力很容易产生裂纹,而使焊接构件渗漏,直至断裂。
2.焊材的选用
(1)焊条的选用。
焊条的选择主要根据焊件金属的化学成分、金属组织类别、焊件的工作条件及要求、焊件刚度大小等因素决定。选用焊条应能获得化学成分与母材金属相近的熔敷金属。为了保证焊缝金属的耐蚀性能不低于母材,其铬、镍含量略高于母材金属含量,而碳含量要低于母材金属。奥氏体不锈钢焊接选用的焊条见表5-31。
表5-31 奥氏体不锈钢焊接选用焊条

续表

(2)焊丝的选用。
不锈钢氩弧焊采用的氩气纯度一般不应低于99.6%,氩弧焊焊接时合金元素的烧损较少,可采用与母材成分相同的焊丝。18-8型不锈钢焊接时,通常采用H0Cr18Ni9或H1Cr18Ni9Ti焊丝。用H1Cr18Ni9Ti焊丝焊接时,飞溅较小,焊缝成形良好,并具有良好的抗晶间腐蚀性能,而HCr18Ni11Mo焊丝通常用于焊接在高温下工作的设备。
3.焊接工艺措施
①焊缝金属中填加一定数量的铁素体组织,使焊缝成为奥氏体-铁素体双相组织,能很有效地防止焊接热裂纹的产生。常用于促成铁素体的元素有铬、钼、钒等。
②控制焊缝金属的铬镍比,对于18-8型不锈钢来说,当焊接材料的铬镍比小于1.61时,就易产生热裂纹;当铬镍比达到2.3~3.2时,就可以防止热裂纹的产生。采取这一措施的实质也是保证有一定量的铁素体存在。
③在焊缝金属中严格限制硼、硫、磷、硒等有害元素的含量,以防止热裂纹的产生。对于不允许存在铁素体的纯奥氏体焊缝,可以加入适量的锰、少量的碳和氮,同时减少硅的含量。
④尽量选择低氢焊条和无氧焊剂,焊接参数应选用小的热输入(小电流快速焊),多层焊接时,要等前一层焊缝冷却后再焊接下一层焊缝,层间温度不宜过高,以避免焊缝过热。焊接过程中焊条不要摆动,尽量采用窄焊缝操作。
⑤采用适当的焊接坡口或焊接方法,小的熔合比,尽量减少母材金属熔入焊接熔池的数量。
⑥选择合适的焊接结构、焊接接头形式和焊接顺序,尽量减少焊接应力。在焊接过程结束和中途断弧前,收弧要慢并填满弧坑,以防止弧坑裂纹的形成。
⑦为了防止奥氏体型不锈钢焊缝金属形成σ相的脆化问题,首先选择焊接材料时不能只考虑防止热裂纹而选用使焊缝出现较多的铁素体组织,同时还要严格限制焊接材料中加速σ相形成元素,如钼、硅、铌等,适当降低铬含量并提高镍的含量。其次,在焊接工艺方面要选用热输入低的焊接方法,焊件不能在600~850℃温度区域进行焊后热处理,以减少或避免在此温度的停留时间,从而避免σ相脆化的产生。总之,在腐蚀介质环境长期工作的耐酸不锈钢焊接构件,对σ相没有严格控制,即使出现了σ相也可以通过热处理消除。对于在600~850℃高温条件持续工作的耐热不锈钢焊接构件,σ相脆化是一个极为关键的问题,不能有任何疏忽之处,因此,对耐热不锈钢的选用、焊接方法的制订、焊接材料的确定都要慎重。
⑧尽量使焊缝金属具有奥氏体-铁素体双相组织,其铁素体的体积分数应超过3%~5%,直至12%。在此范围,不仅能提高焊缝金属抗晶间腐蚀能力,同时还能提高焊缝金属抗裂纹性能。注意,在高温下工作的焊接接头,铁素体含量增多可导致σ相脆化的危险性上升。
⑨在焊缝金属中渗入比铬更容易与碳结合的稳定化元素,如钛、铌、锆等。一般情况下,钛碳比大于5倍时,能够提高抗晶间腐蚀的能力,大于7.8倍时,能彻底改善晶间腐蚀的倾向。
⑩最大限度地降低碳在焊缝金属中的含量,达到低于碳在18-8型不锈钢中室温溶解极限值以下,使碳不可能与铬生成铬的碳化物,从根本上消除晶界的贫铬区。碳的质量分数在焊缝金属中小于0.03%时,就能提高焊缝金属的抗晶间腐蚀能力。
 选用合适的焊接方法,使热输入尽可能小,让焊接接头尽量缩短在敏化温度区段下停留时间,降低危险温度对它的影响。对于薄件、小型而规则的焊接接头,选用高能量的真空电子束焊或等离子弧焊最为有利;对于中等厚度板材的焊缝,可采用熔化极气体保护焊;大厚度板材的焊接选用埋弧焊较为理想。一般很少采用气焊,而焊条电弧焊为常用的焊接方法。
选用合适的焊接方法,使热输入尽可能小,让焊接接头尽量缩短在敏化温度区段下停留时间,降低危险温度对它的影响。对于薄件、小型而规则的焊接接头,选用高能量的真空电子束焊或等离子弧焊最为有利;对于中等厚度板材的焊缝,可采用熔化极气体保护焊;大厚度板材的焊接选用埋弧焊较为理想。一般很少采用气焊,而焊条电弧焊为常用的焊接方法。
 在保证焊缝质量的前提下,尽量采用小的焊接电流,较快的焊接速度。
在保证焊缝质量的前提下,尽量采用小的焊接电流,较快的焊接速度。
 采用窄焊缝,多层多道焊,每一道焊缝或每一层焊缝焊后,要等到焊接处冷却到室温再进行下一道或下一层焊。焊接过程中不允许焊接材料在熔池中摆动来增高熔池的温度和冷却时间。
采用窄焊缝,多层多道焊,每一道焊缝或每一层焊缝焊后,要等到焊接处冷却到室温再进行下一道或下一层焊。焊接过程中不允许焊接材料在熔池中摆动来增高熔池的温度和冷却时间。
 对于小径厚壁炉管来说,首先用氩弧焊进行封底焊,可以不加填充材料进行熔焊,在可能的条件下,管内可通氩气保护。加氩气既可以保护焊接熔池不易氧化,又可以加快焊缝冷却,同时也有利于背面焊缝成形。对于接触腐蚀介质的焊缝,在有条件的情况下一定要最后施焊,以减少接触介质焊缝的受热次数。
对于小径厚壁炉管来说,首先用氩弧焊进行封底焊,可以不加填充材料进行熔焊,在可能的条件下,管内可通氩气保护。加氩气既可以保护焊接熔池不易氧化,又可以加快焊缝冷却,同时也有利于背面焊缝成形。对于接触腐蚀介质的焊缝,在有条件的情况下一定要最后施焊,以减少接触介质焊缝的受热次数。
 强制焊接区快速冷却,对于规则的焊缝,在可能的条件下,焊缝背面可用纯铜垫,在纯铜垫上可通水、通保护气。这样,焊缝在惰性气体保护下凝固,成形美观,且少受氧化,同时又加快冷却。对于不规则的长焊缝,可以一面施焊一面用水冷却焊缝,但是,水不能侵入焊接熔池。焊后进行稳定化处理或固溶处理,可以减少或避免晶间腐蚀倾向。
强制焊接区快速冷却,对于规则的焊缝,在可能的条件下,焊缝背面可用纯铜垫,在纯铜垫上可通水、通保护气。这样,焊缝在惰性气体保护下凝固,成形美观,且少受氧化,同时又加快冷却。对于不规则的长焊缝,可以一面施焊一面用水冷却焊缝,但是,水不能侵入焊接熔池。焊后进行稳定化处理或固溶处理,可以减少或避免晶间腐蚀倾向。
4.焊接方法
(1)焊条电弧焊。
将待焊处两侧各20mm(包括坡口面)表面彻底清理干净,不应有任何油脂、污渍、油漆及氧化皮等杂质。通常用丙酮或酒精进行擦洗,必要时还需要先进行打磨。若清理不干净,这些有机物会在电弧的高温作用下分解燃烧成气体,引起焊缝金属产生气孔和增碳,进而使焊接接头耐蚀性降低。
为了避免焊接接头出现晶间腐蚀及热裂纹,奥氏体不锈钢焊接应选用低线能量的焊接参数,即小电流、快速焊、低电压;运条不做横向摆动,尽量使焊道窄些。焊接厚板时,每焊完一层时需清除熔渣,并控制层间温度小于150℃。与腐蚀介质接触的焊道尽量最后焊,不能在焊件上随便起弧,采用短弧焊,注意填满弧坑。有时为了防止产生晶间腐蚀,焊后可采取强制冷却措施。奥氏体不锈钢焊条电弧焊对接焊缝和角焊缝的焊接参数见表5-32和表5-33。
表5-32 对接接头焊条电弧焊平焊工艺参数
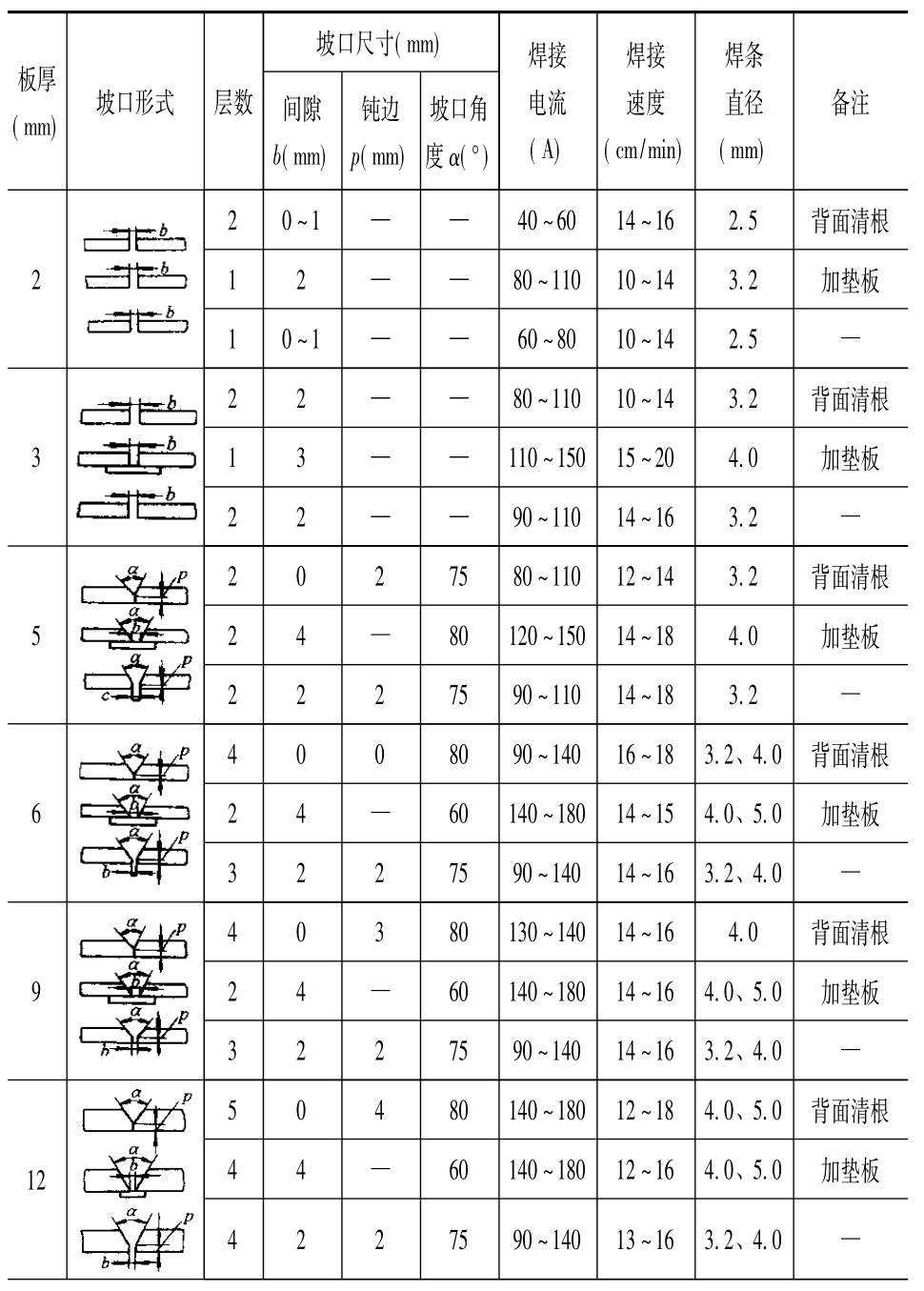
续表

表5-33 角焊缝焊条电弧焊工艺参数

续表

(2)钨极氩弧焊。
钨极氩弧焊的热输入较小,热量集中,同时又有氩气流的冷却作用,热影响区小,有利于提高焊接接头的抗晶间腐蚀性能和减小焊接变形。手工钨极氩弧焊广泛用于不锈钢薄板和中厚板的打底焊道以及薄壁管的焊接。
将待焊处两侧各20mm(包括坡口面)表面及焊丝要进行严格清理,除尽氧化膜、油污、脏物和水分等。
钨极氩弧焊多采用直流正接或交流电源焊接,在保证焊透的情况下,对接焊缝力求缩小焊缝截面积,减少熔敷金属并考虑操作方便,常采用V形、U形、双面V形及V-U组合形式等。钨极氩弧焊的对接焊缝和角焊缝的焊接参数见表5-34和表5-35。
表5-34 奥氏体不锈钢的钨极氩弧焊对接工艺参数

续表
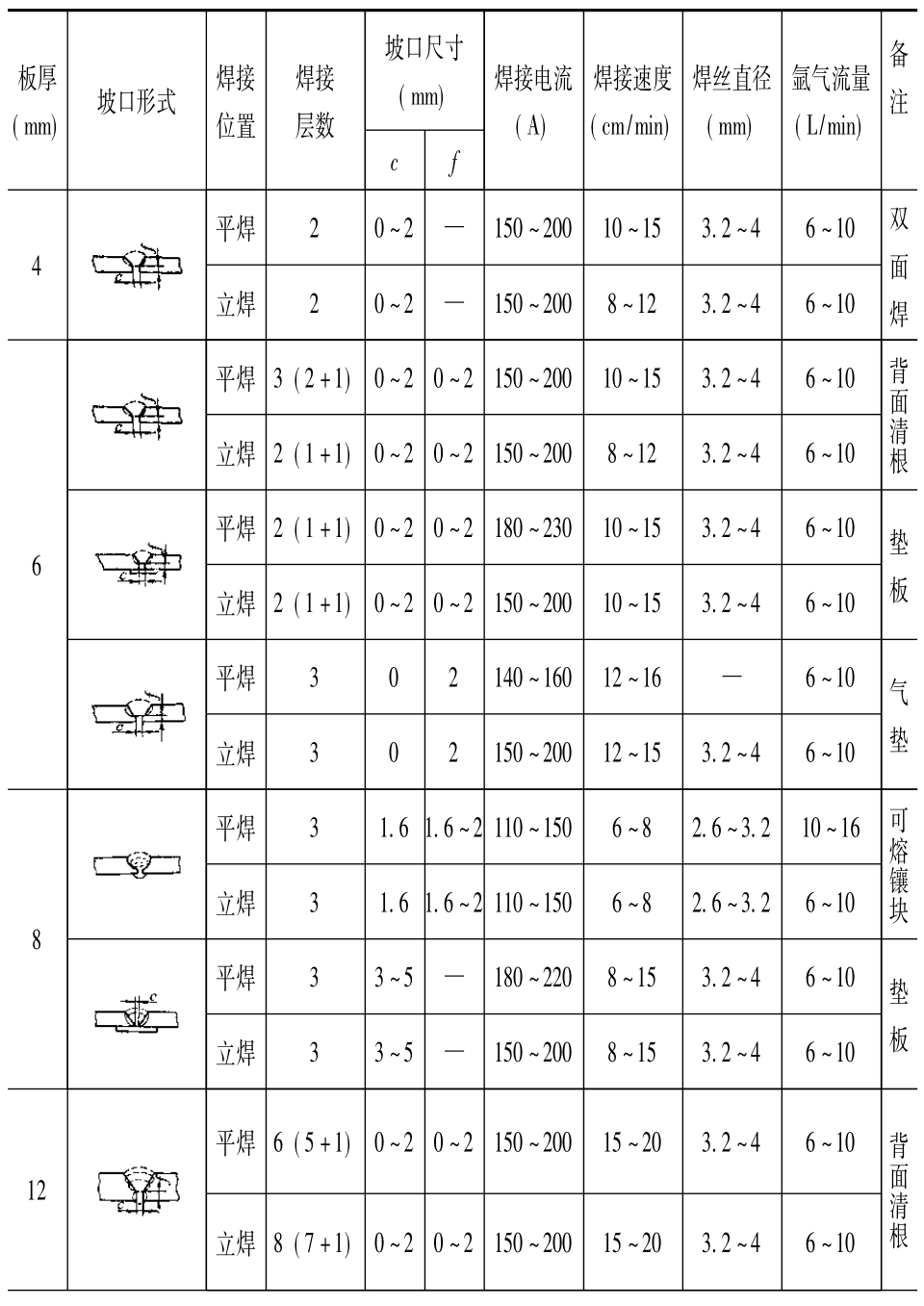
续表

表5-35 奥氏体不锈钢钨极氩弧焊角焊缝焊接参数

续表

(3)熔化极氩弧焊。
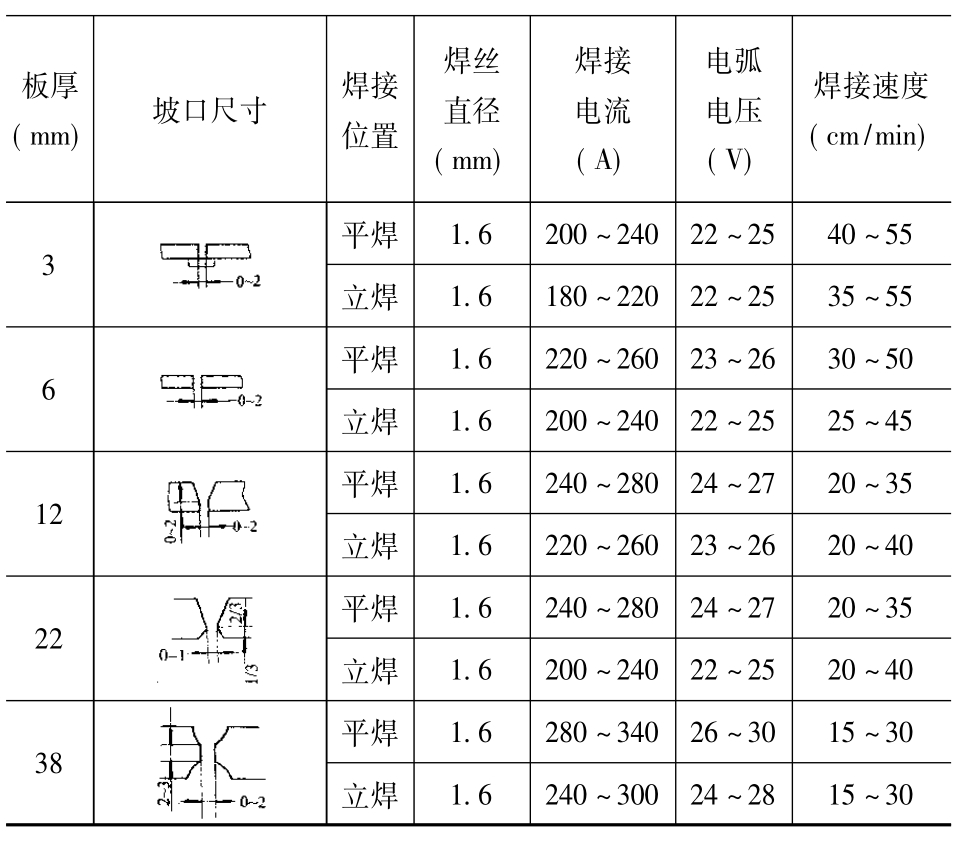
熔化极惰性气体保护焊焊接奥氏体不锈钢时,能够减少焊接变形和接头耐腐蚀性能,适合于焊接中、厚度钢板。采用熔化极气体保护焊焊接奥氏体不锈钢的熔滴过渡形式主要有滴状过渡、短路过渡和喷射过渡。其中,熔滴过渡时,熔滴直径比焊丝直径大,飞溅较大,焊接过程不稳定,在生产上极少应用。短路过渡电弧电压低,电弧功率小,适合于薄板焊接。生产中应用最多的是喷射过渡。奥氏体不锈钢的熔化极氩弧焊的焊接参数见表5-36。
表5-36 熔化极氩弧焊焊接奥氏体不锈钢的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











