



10.5.1 奥氏体不锈钢焊缝超声波检测
奥氏体不锈钢焊缝凝固时未发生相变,室温下仍以铸态柱状奥氏体晶粒存在,这种柱状晶的晶粒粗大,组织不均,具有明显的各向异性,给超声波检测带来许多困难。
奥氏体不锈钢焊缝的柱状晶粒取向与冷却方向、温度梯度有关。一般晶粒沿冷却方向生长,取向基本垂直于熔化金属凝固时的等温线。对于堆焊试样,晶粒取向基本垂直于母材板面,而对接焊缝晶粒取向大致垂直于坡口面,如图10.5-1所示。
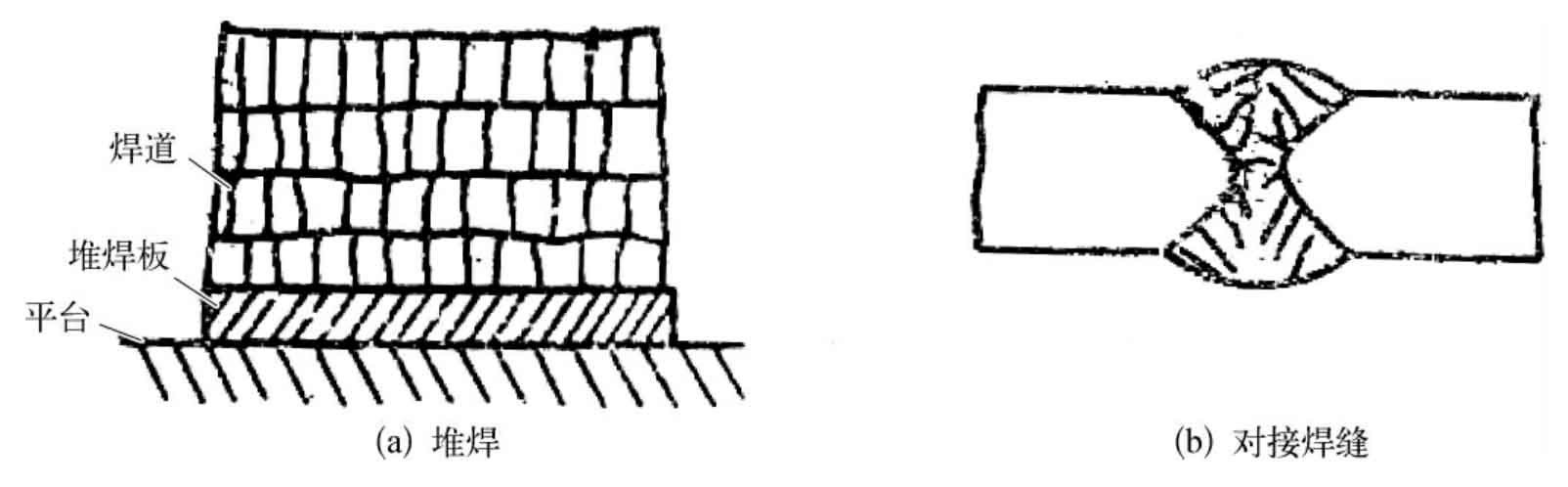
图10.5-1 奥氏体晶粒取向图
对于这种晶粒,从不同方向探测引起的衰减与信噪比不同。当波束与柱状晶夹角较小时其衰减较小,信噪比较高。当波束垂直于柱状晶时其衰减较大、信噪比较低。这就是衰减与信噪比的各向异性。
手工多道焊成的奥氏体不锈钢焊缝,由于焊接工艺、规范存在差异,致使焊缝中不同部位的组织不同,声速及声阻抗也随之发生变化,从而使声束传播方向产生偏离,出现底波游动现象,不同部位的底波幅度出现明显差异,给缺陷定位带来困难。
1)检测条件的选择
超声波无损检测中的信噪比及衰减与波长有关,当材质晶粒较粗,波长较短时,信噪比低,衰减大。奥氏体焊缝中危险性缺陷的取向大多与检测面成一定的角度,为了有效地检出焊缝中这种危险性缺陷,一般需要采用纵波斜探头,利用折射纵波来进行检测。纵波斜探头的折射角要合理选择。常用的是单晶纵波斜探头和双晶纵波斜探头。前者用于探测深度较大的缺陷,后者用于探测深度较浅的缺陷。实验证明,对于对接焊缝,采用纵波折射角β为45°的纵波斜探头检测,信噪比较高,衰减较小。当焊缝较薄时,也可采用β为60°或70°的探头检测。由于奥氏体不锈钢焊缝晶粒粗大,宜选用较低的频率,通常为0.5~2.5MHz。
2)奥氏体不锈钢焊缝检测对比试块
奥氏体不锈钢焊缝检测时,一般利用材质、几何形状、焊接工艺与工件相同的参考试块上的长横孔来调整。长横孔的直径有2mm、3mm、4mm、6mm等几种,具体尺寸由设计图技术要求确定,或委托单位与检测单位协商确定。
3)纵波斜探头探测
利用纵波斜探头探测工件时,一般采用一次波而不用二次波。因为折射波中同时存在纵波和横波两种波,在工件中传播至底面反射后会产生波形转换,使得波型更为复杂。因而,一次波之后,示波屏上杂波多,灵敏度低,判伤困难。即使利用一次波探测,缺陷判别与定位也比横波检测时困难,检测时要引起注意。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










