



三、马氏体不锈钢的焊接
1.焊接性
①这类钢焊接时主要的问题是淬火裂纹和延迟裂纹。热影响区具有强裂的淬硬化倾向并形成很硬的马氏体组织。
当焊接接头刚度大或含氢量高时,在焊接应力作用下,由高温直接冷至120~100℃以下时,很容易产生冷裂纹。含碳量越高,裂纹倾向越大。
②使用与母材同成分的焊条焊接时,焊前应预热,预热温度一般为200~320℃,最好不要高于马氏体开始转变温度。
③焊件焊后不应从焊接高温直接升温进行回火处理,应先使焊件冷却,让焊缝和热影响区的奥氏体基本分解完。对于刚度较小的构件,可冷至室温后再回火。
④马氏体不锈钢导热性低,易过热,在热影响区产生粗大的组织。
2.焊材的选用
焊缝金属的化学成分主要取决于焊接材料。为了保证焊接结构的使用性能,除采用与母材化学成分、力学性能相当的同质焊接材料外,对于含碳量较高的马氏体钢,或在焊前预热、焊后热处理难以实施以及接头拘束度较大的情况下,也常采用奥氏体型的焊接材料,以提高接头的塑性、韧性,防止焊接裂纹的发生。
采用与母材同质的焊接材料施焊时,焊缝及热影响区将会硬化变脆,有很高的冷裂倾向。为了防止冷裂纹的产生,通常情况下,当工件厚度大于2mm时,要采取焊前预热、焊后热处理的措施。
采用奥氏体型的焊接材料时,焊缝金属为奥氏体组织或以奥氏体为主的组织,焊接接头在强度方面通常为低强匹配,而且由于焊缝金属在化学成分、金相组织与热处理性能以及其他力学性能方面与母材有很大的差异,焊接残余应力不可避免,对焊接接头的使用性能会产生不利的影响,因此,在采用奥氏体型焊接材料时,应根据对接头性能的要求,严格选用焊接材料,有时还可以采用镍基材料,使焊缝金属的热膨胀系数与母材接近,尽量降低焊接残余应力以及在高温状态下使用时的热应力。
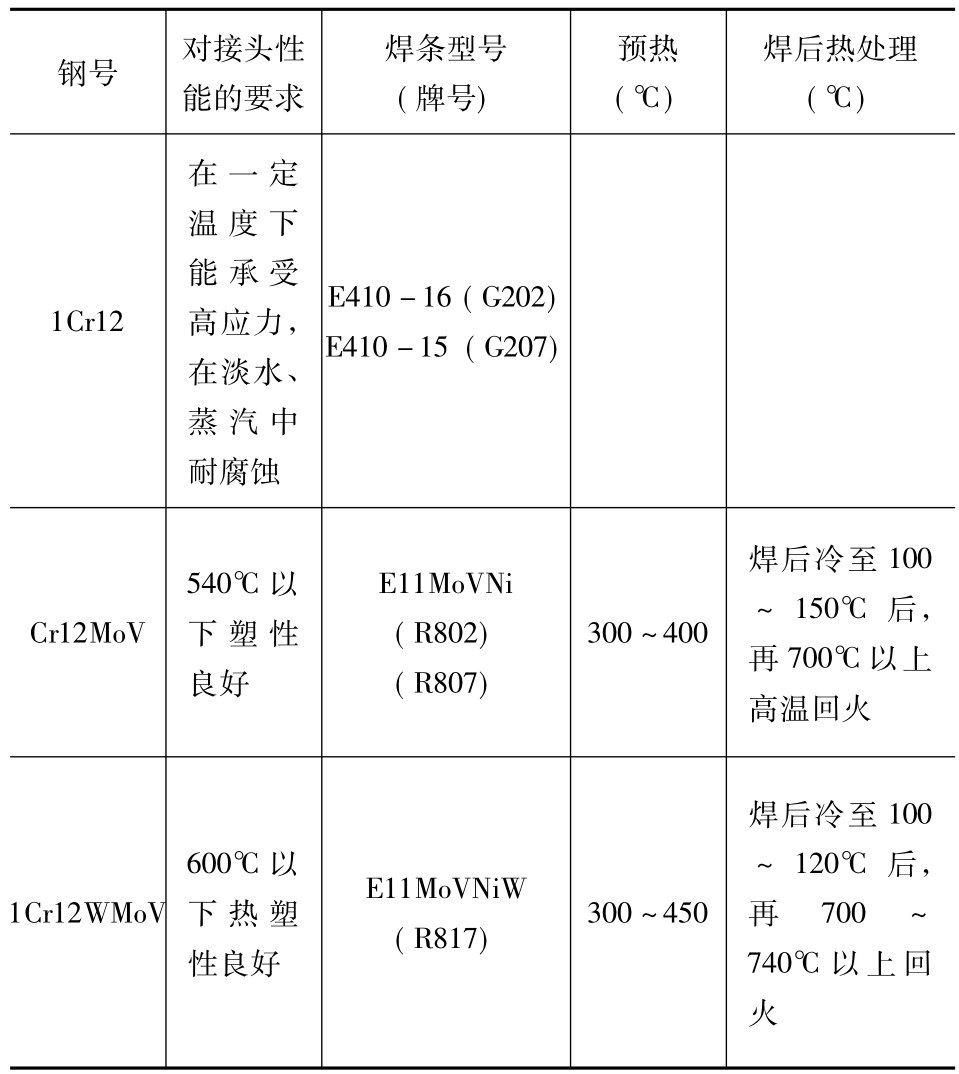
焊条电弧焊焊接马氏体不锈钢时的焊条选用见表5-39,焊接时采用较大的热输入,即较大的焊接电流,缓慢的冷却速度。
表5-39 焊接马氏体不锈钢用焊条

续表
3.预热及焊后热处理
采用同质焊接材料焊接马氏体不锈钢,预热是防止冷裂纹的重要措施,钢的淬硬性越大,焊接接头的拘束度也越大,则预热温度也要相应高些。一般的预热温度为150~400℃。随着钢中含碳量的增加,预热温度要相应提高,见表5-40。多层焊时需保持层间温度,焊后还要进行热处理。
表5-40 马氏体不锈钢的预热焊后热处理

焊后热处理可以显著降低焊缝与热影响区的硬度,改善其塑性和韧性,同时可以消除或降低焊接残余应力。根据不同的需要,焊后热处理有回火和完全退火,为了便于焊后的机械加工,可以采用完全退火,退火温度一般在830~880℃,保温2h后随炉冷却至595℃,然后空冷。回火温度的选择,主要根据焊接接头力学性能和耐蚀性能的要求,一般在650~750℃,至少保温1h后空冷。
高铬马氏体不锈钢一般在淬火+回火的调质状态下进行焊接,焊后经高温回火处理,使焊接接头具有良好的力学性能。如果在退火状态下焊接,会出现不均匀的马氏体组织,焊后要进行调质处理。
4.焊接工艺要点
①焊前仔细清洗待焊处的油、污、锈、垢,正确选择焊接顺序。
②采用与母材同成分焊条焊接时,需预热及焊后热处理。用奥氏体焊条焊接的接头,一般在焊后状态使用,视焊件厚度,焊前可不预热或低温预热。
③为提高塑性,减少应力,焊前应进行200~320℃预热。焊接过程中要控制层间温度。
④可以采用大电流焊接,以减缓冷却速度。
⑤对大厚度的焊件,焊后冷至100~150℃,保温0.5~1h,然后再加热至回火温度,进行焊后回火处理。
⑥必须填满弧坑,防止产生弧坑裂纹。
⑦多层焊时,要严格进行每道焊缝的清渣工作,保证焊透。
⑧焊后不能进行热处理的焊件,可选用高塑性、韧性的奥氏体不锈钢焊条或镍基合金焊条。
5.焊接方法
马氏体不锈钢的焊接主要采用焊条电弧焊、氩弧焊、埋弧焊以及等离子弧焊等焊接方法,焊条电弧焊是最常用的一种焊接方法。采用焊条电弧焊时,焊条需经过300~350℃高温烘干,以减少扩散氢的含量,降低焊接冷裂纹的敏感性。钨极氩弧焊主要用于薄壁构件(如薄壁管道)及其他重要部件的打底焊。它的特点是焊接质量高,焊缝成形美观。对于重要部件的焊接接头,为了防止焊缝背面的氧化,打底焊时可采用背面通氩气的保护措施。
有时也可采用Ar+CO2或Ar+O2的富氩混合气体保护焊来焊接马氏体不锈钢,具有焊缝质量好,焊接效率高等特点,同时,焊缝金属也具有较高的抗氢致裂纹性能。
焊条电弧焊焊接马氏体不锈钢时,采用较大的热输入,即较大的焊接电流,缓慢的冷却速度。其平焊时的焊接参数见表5-41。
表5-41 焊条电弧焊焊接马氏体不锈钢对接平焊的焊接参数

续表

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












