



二、平焊操作技术
平焊时,金属熔滴靠电弧吹力和自身重力落入熔池,熔渣和熔化金属不易流散,操作技术容易掌握,可采用较大的电流和较粗焊条进行焊接,生产效率高。但是,焊接工艺参数选择不当和操作技术不精,施焊第一层焊道时,容易造成焊瘤或未焊透。因此,对接接头平焊时,正面焊缝焊完后,在背面清理焊根后再焊背面焊缝。在要求单面焊双面成形时,打底层容易产生夹渣,背面成形不良。
1.不开坡口的对接平焊
对接平焊一般分为不开坡口和开坡口的对接平焊两种,当板厚小于6mm时,不开坡口,接缝间隙随板厚调整,钢板厚度增大时,接缝间隙相应增大。当焊件厚度等于或大于6mm时,应开坡口。
(1)焊接电流的调节。
在电流调节中,以板厚8mm,焊条直径为3.2mm为例,焊接电流可在110~125A之间。
(2)焊条角度。
在不开坡口的平焊焊接中,如电流调节适当,熔池宽度适当,焊条角度可垂直工件平面90°,但这种焊条角度,应根据熔渣的形成而变化,如熔渣黏住电弧不动,熔渣宽度外扩成形不够,焊条角度的变化也要随着熔渣的变化而变化,适当倾斜焊条,由原来的90°焊接改为顶弧行走60°~75°焊接。
J422焊条的熔渣在熔池中的浮动很好识别,铁水是密度极细,且闪着光亮的液体,而熔渣是冒着褐色泡沫浮在熔池之上的漂浮物。不开坡口对接平焊时焊条的角度如图4-13所示。
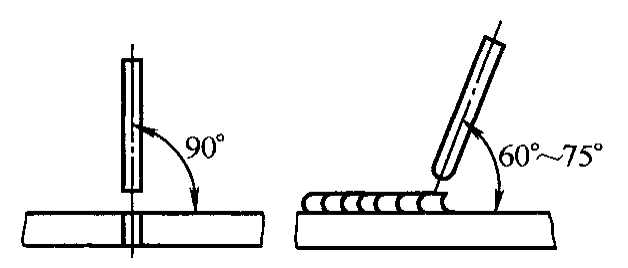
图4-13 不开坡口对接平焊焊条角度
焊接操作中,如果发现熔渣与熔池铁水混合不清,可把电弧稍拉长一些,同时将焊条向焊接方向倾斜,并向熔池后面推送熔渣,使熔渣被电弧吹到熔池后面,见图4-14,能够避免焊缝产生夹渣缺陷。
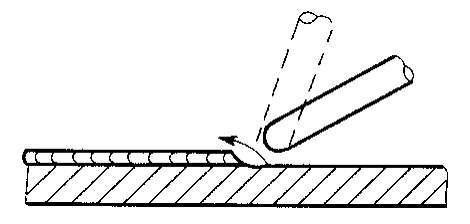
图4-14 推送熔渣方法示意图
(3)焊道成形。
焊接正面焊缝时宜用直径为3.2~4.0mm的焊条短弧焊接,使熔深达到焊件厚度的2/3左右,焊缝宽度为5~8mm,余高小于1.5mm,见图4-15。反面焊缝用直径为3.2mm的焊条,可用稍大的电流焊接。对于重要的焊缝,在焊反面焊缝前,必须铲除焊根,直线运条,速度稍快。
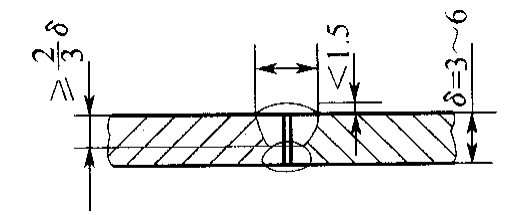
图4-15 不开坡口对接焊缝尺寸
焊道成形宽度的掌握,应以被焊焊道的宽度作为标准。如电弧在焊道一侧宽度是4mm,两侧焊道的电弧宽度都应以4mm为标准。工件熔化深度的掌握,可在渣皮浮动时对熔池进行准确的观察。如渣池形成较薄,铁水连着母材平面,应放慢焊条行走的速度。如渣池形成较厚,黏住电弧不动,应加快焊条行走的速度和适当增加横向运条的宽度。
(4)运条方法。
不开坡口的对接平焊时,采用直线运条法,采用双面焊时,背面焊缝也采用直线运条法,焊接电流应比焊接正面焊缝时稍大些,运条速度要快。当焊接与水平面倾斜的焊缝时,应采用上坡焊,防止熔渣向熔池前方流动,避免焊缝产生夹渣缺陷。
2.开坡口的对接平焊
开单面坡口的平焊焊接,以板厚20mm,组对间隙3~4mm为例。
(1)打底层焊接。
打底焊条直径选择3.2mm,焊接电流在110~120A之间,电流大小应以电弧能顺利地形成熔池,电弧又能对熔池得以控制为准。
引弧后,先从坡口两侧边部长肉,然后以较薄熔池向坡口另一侧过渡,并逐步延长熔池将坡口两侧相连。当熔池形成10~20mm时,再回推电弧,加大连接区域。
第一遍熔池形成,以熔池表面坡口两侧边部没有沟状熔合线为准,当电弧回推时,控制电弧在坡口两侧停弧的时间和焊条微型横向摆动的宽度,第一层焊条药皮熔渣顺着电弧前端坡口间隙大部溢出,熔池形成时表面坡口两侧边部熔合状态很好观察,如较深的沟状熔合线和运条不当出现的表面棱状成形。并通过观察找出这几种现象的原因,是否电流较大、电弧长度时高时底、电弧的吹扫线过近地贴向坡口的边缘、电弧在坡口两侧停留的时间长短不等,以便随时调整焊条角度和运条方法,得到良好的焊缝形状。
电弧回推能适当增加熔池的宽度,如果连续带弧会使熔池温度较高,除适当降低电流强度之外,应缩短电弧坡口两侧停弧的时间,并根据熔池对坡口两侧熔合的深度,加快纵向走弧的速度。
头层焊接完成之后,应对熔池两侧过深的熔合点和沟状含渣点进行砂轮打磨。
当间隙太大而无法一次焊成时,则可用缩小间隙法来完成打底层的焊接,如图4-16所示。即先在坡口两侧各堆敷一条焊道,使间隙缩小,然后再焊中间焊道。
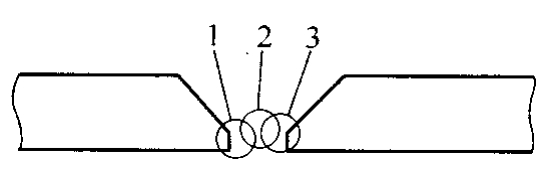
图4-16 缩小间隙打底焊法
(2)填充层焊接。
填充层焊接可选用直径为4.0mm的焊条,焊接电流可在150~180A之间选择,以确保电弧能自由地控制熔池,并对底层焊道有较强的熔化能力。
填充层焊接应对底层焊道表面留下的咬边过深和含渣点进行大电流熔化。根据底层焊道的温度承受能力,适当控制合适的熔池深度。如果底层焊道咬边过深且边缘有点状夹渣时,若焊接电流较小,填充层熔渣会迅速含在过深的沟槽内,并随着熔池快速凝固,熔渣会残留在焊道之内不能溢出,而形成夹渣。对较细条状咬边和含渣点,只经过熔池液流的覆盖,也容易形成未熔合。如果焊接电流过大,电弧吹力强,熔池迅速呈外扩状,坡口两侧咬边过深。熔渣全部流到熔池之外。熔池亮度呈金黄色,并伴下塌感。
多层焊时,应注意每层焊缝不能过厚,否则会使熔渣流向熔池前面,造成焊接困难。各层之间的焊接方向应相反,其接头也应相互错开,每焊完一层焊缝,要把表面熔渣和飞溅等物清除干净后才能焊下一层,以保证焊缝质量和减小变形。
(3)盖面层焊接。
若获得盖面层焊道宽度15mm,焊接电流应在220~260A范围内。盖面层焊接应在焊前进行试焊,准确试出合适的焊接电流。
焊接电流是否合适,应以熔渣在熔池中浮动的位置、熔池流动和外扩的状态来确定。焊接电流大小合适,应是引弧后,熔渣与电弧之间始终有一段闪光的铁水,熔渣在电弧周围浮动灵活,熔渣没有流动状,熔池两侧成形容易掌握。当焊条角度为90°时,熔渣与电弧之间距离较大,铁水呈滑动状,说明焊接电流过大;如电弧推动熔池吃力,熔池液流没有外扩状,说明焊接电流过小。
盖面层焊接时,还应根据熔池的变化和熔渣在熔池中的浮动,调整焊条角度和运条方法。如熔渣离电弧过远,熔渣与电弧间铁水裸露面过大,铁水出现流动状,说明电流过大或者是运条方法不当。当电流适当降低后,熔池外扩及熔渣浮动仍难以控制,说明电弧运条方法不正确。焊接时,熔渣迅速远离熔池,除降低电流之外,应迅速改变焊条角度,即由原正月牙运条改为反月牙运条,由65°~70°顶弧焊接改为90°焊接。若熔渣离电弧过近,熔渣黏住电弧难以浮动,除适当增加电流外,应由原来的反月牙90°焊接改为正月牙顶弧焊接。
板厚超过10mm时,开V形和X形坡口,采用多层多道焊,焊道排布的顺序如图4-17所示。先大致确定层数和每层的道数,每层焊缝不宜过厚。
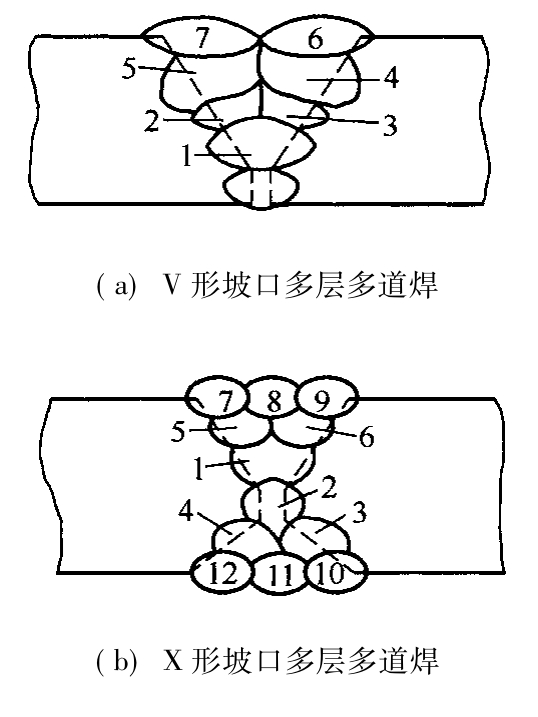
图4-17 开坡口多层多道焊
3.对接平焊的工艺参数
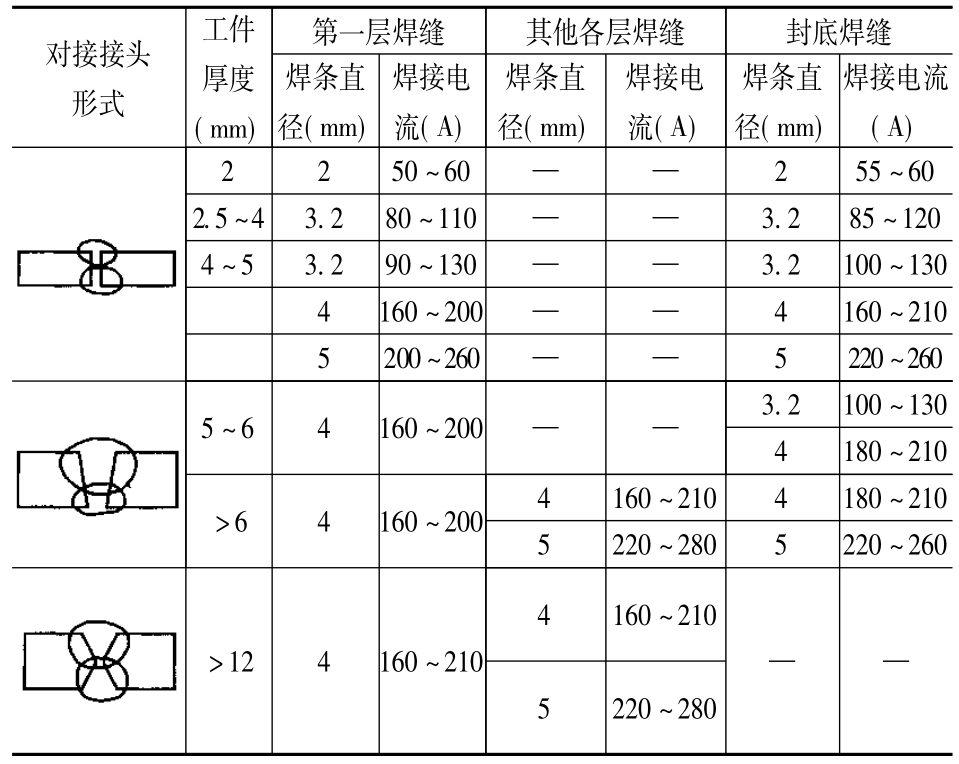
对接平焊的工艺参数见表4-1。
表4-1 焊条电弧焊对接接头平焊的工艺参数
4.角接平焊
(1)焊条角度。
角接平焊易产生咬边、未焊透、下垂及夹渣等缺陷,如图4-18所示。为了防止上述缺陷,操作时除正确选择焊接工艺参数外,还应根据两块板的厚度来调整焊条的角度,电弧应偏向厚板一边,使两板受热均匀,见图4-19。采用多层多道焊时,焊条角度,如图4-20所示。
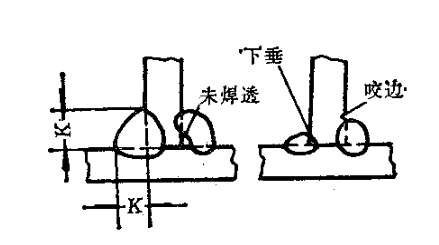
图4-18 角接平焊易产生的缺陷
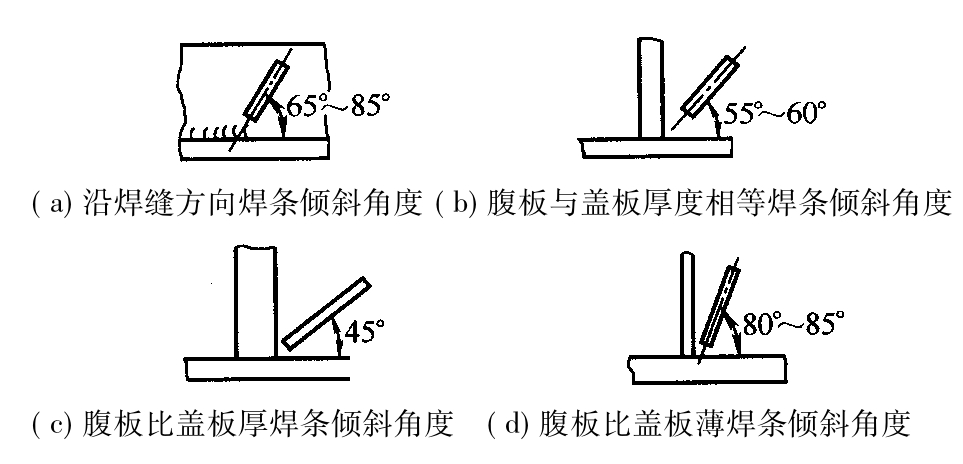
图4-19 不同板厚角焊缝焊条倾斜角度
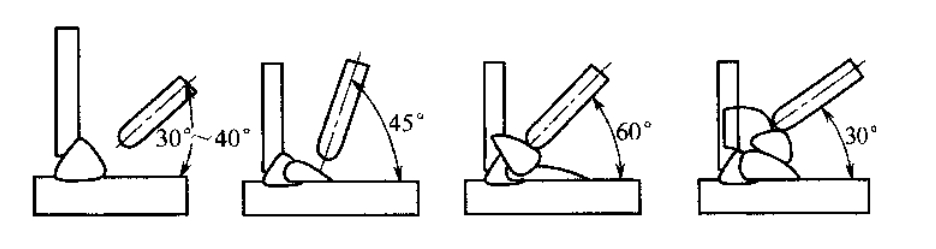
图4-20 角接平焊多层多道焊焊条角度
(2)角焊缝层数。
焊脚尺寸小于6mm时,可用单层焊,焊条直径为3.2~5.0mm,采用直线形或斜圆圈形运条,保持短弧焊接。焊脚尺寸为6~10mm时,用两层两道焊,第一层选用直径3.2~4.0mm的焊条,直线形运条,保证根部焊透,第二层采用直径4.0~5.0mm的焊条,斜圆圈形运条,防止焊脚下偏或咬边。焊脚大于10mm时,采用多层多道焊,选用直径5.0mm的焊条,第一道采用大电流以得到较大的熔深,以后可采用较小的电流和较快的焊速。
(3)操作技术。
平角焊焊接时,焊条摆动中心多放到立面母材一侧,如熔池温度过高,焊缝成形过高,立板一侧很容易出现条状咬边、熔合线过深或高低不平等现象。这些问题可通过不同的运条方法解决。
①椭圆形运条法。电弧从熔池底点向焊道根部回旋带弧,利用椭圆形走弧的方法,将熔滴推向熔池最高点,在立板侧形成一定的熔池厚度,但推弧时一定要掌握好里角根部推弧的位置和温度,使熔池平整而光滑。
②斜线形回推运条法。如果熔池的范围较大,在立板侧采用斜线形回推的运条方法也能形成立板侧较厚的熔池成形,斜线形回推运条法为电弧将熔池推向里角之后,稍加压弧,形成平板侧的宽度,然后再向高点稍加进弧,形成里角熔池的厚度。
③平行走弧运条法。即电弧不加任何摆动而直接行走。在熔池较大,焊条直径较粗的平角时,如放慢焊条行走的速度,以电弧推动熔池一次加厚成形,并通过焊条角度的变化,形成里角过厚的熔池成形,也可采用不加任何摆动,平行走弧的方法。
(4)外角焊缝的焊接。
外角焊缝的焊接技术与平板对接焊接技术相似,但焊条应指向立板侧,因为立板的相对厚度大得多,焊条角度见图4-21。
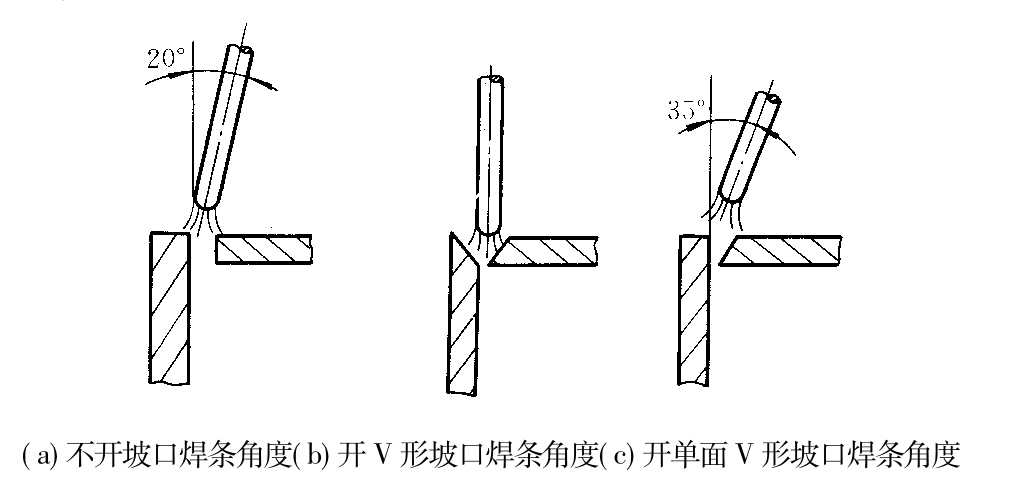
图4-21 外角焊缝焊条角度
(5)船形角焊缝。
在进行角接平焊的实际生产中,如工件能翻动,应尽可能把焊件放在船形位置进行焊接,如图4-22所示。船形位置焊接可避免产生咬边等缺陷,焊缝美观平整,有利于使用大直径焊条和采用大的焊接电流,提高生产率,一次焊成的焊脚最大尺寸可达10mm以上。运条手法可用月牙形或锯齿形。
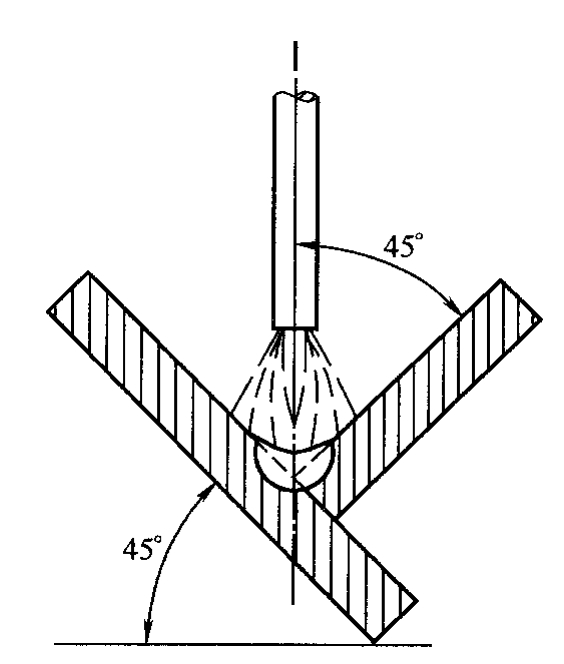
图4-22 角焊缝的船形焊
5.搭接平焊
(1)搭接平焊操作技术。
当焊脚尺寸为6mm时,用直径为4~5mm的焊条,按斜圆圈形运条法进行单层焊。当焊脚尺寸为6~8mm时,采用多层焊,焊第一层用直径为4~5mm的焊条,以直线形运条为宜;第二层用直径为5mm的焊条,运条方法为斜圆圈形。当焊脚尺寸大于8mm时,采用多层多道焊。开始焊接时电流可大些,当工件温度升高后,电流可小些,以防板边缘熔化过多而咬边,确保成形良好。搭接平焊除以上说明外,其他方面与一般角焊缝焊接相同。
(2)搭接平焊的焊条角度。
搭接平焊形成的焊缝为一种填角,焊条与焊接方向间的角度以75°~85°为宜,焊接时焊条与下板表面间的角度应随下板的厚度增加而增大,如图4-23所示。
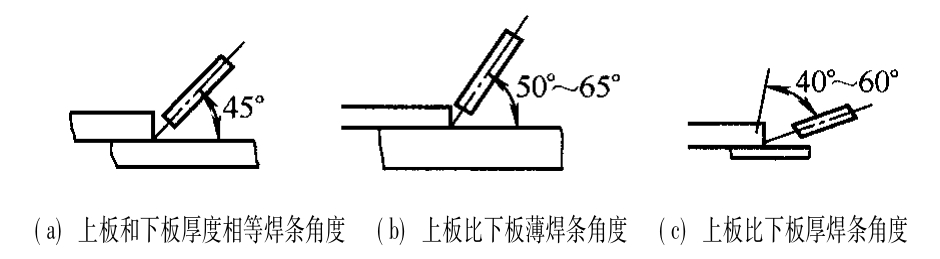
图4-23 搭接平焊的焊条角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











