



【摘要】:即在距焊缝终端约5mm之前的位置,钨极瞬间停止移动,使焊丝较多地送入,填满弧坑,可以使弧坑处的焊缝宽度与高度同其他地方基本相当。断续填充火口时要注意防止熔合不良,当确认前一层熔化后,方可使熔滴滴入。方法是在焊接停止区域熔化后,将焊丝送入并立即断弧。此时焊枪仍在原位置,以便保护弧坑面。过0.5~2s,待弧坑熔化金属凝固后,再于该处引弧并送入焊丝,再断弧。
三、对接平焊技术
1.握持焊枪方法
手工钨极氩弧焊进行对接平焊缝的焊接时,焊枪可按图4-84所示方法握持。
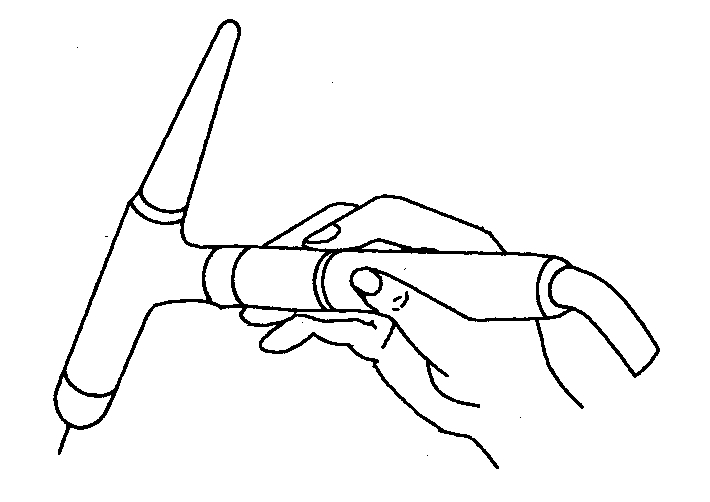
图4-84 平焊握持焊枪方法
2.钨极伸出长度
焊接前,调整钨极伸出喷嘴外的长度,一般为6~7mm,钨极末端到工件的距离为2~3mm,如图4-85所示。
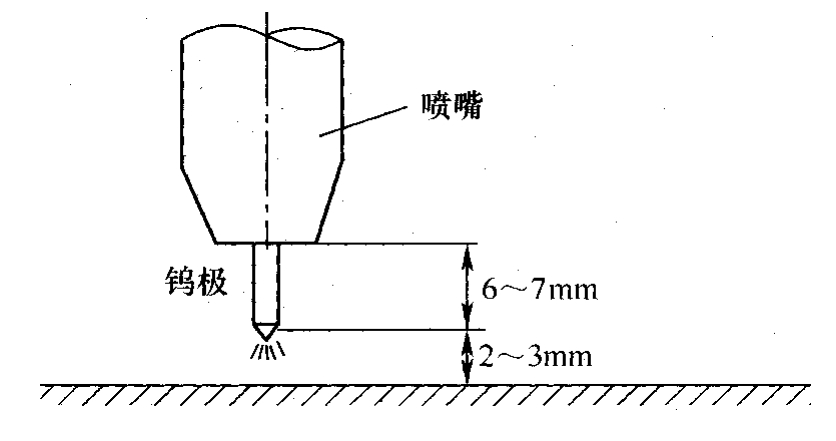
图4-85 钨极伸出长度
3.焊枪及填丝角度
焊枪与焊缝成70°~80°,与母材保持90°,焊丝与板面成15°~20°,如图4-86所示。
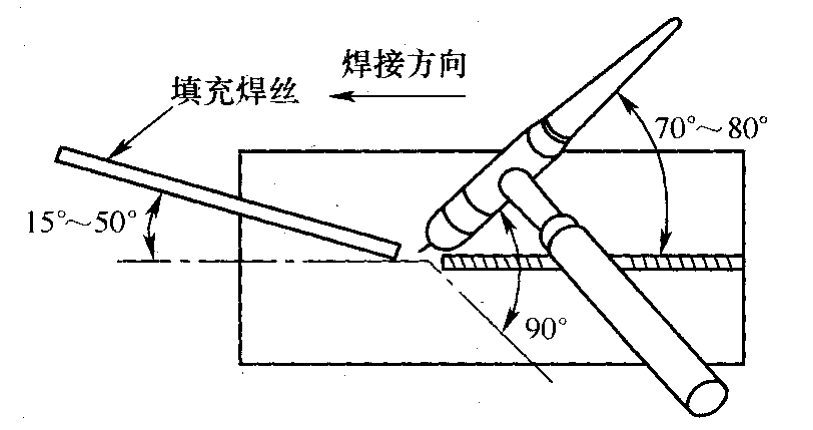
图4-86 焊枪及填丝角度
4.填丝方法
焊丝对准熔池的前端,有节奏地适量熔入,保持焊缝波形均匀一致,如图4-87所示。
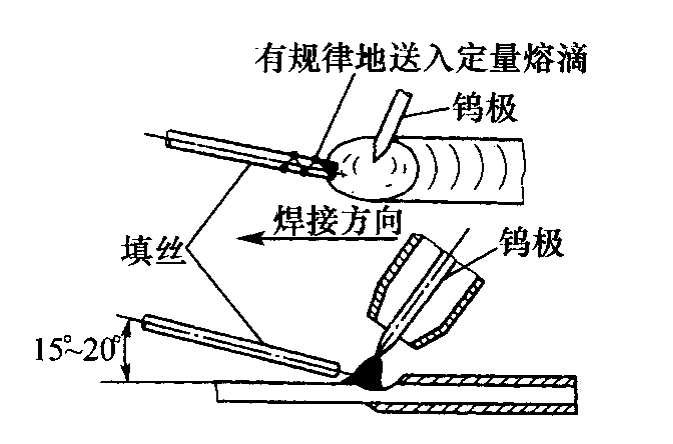
图4-87 填丝方法
5.弧坑填充
弧坑的填充方法有两种。
第一种是连续填充法,如图4-88所示。即在距焊缝终端约5mm之前的位置,钨极瞬间停止移动,使焊丝较多地送入,填满弧坑,可以使弧坑处的焊缝宽度与高度同其他地方基本相当。
第二种方法是断续填充法,如图4-89所示。断续填充火口时要注意防止熔合不良,当确认前一层熔化后,方可使熔滴滴入。方法是在焊接停止区域熔化后,将焊丝送入并立即断弧。此时焊枪仍在原位置,以便保护弧坑面。过0.5~2s,待弧坑熔化金属凝固后,再于该处引弧并送入焊丝,再断弧。这样反复操作1~3次,使火口逐渐减小,并得到满意的余高。
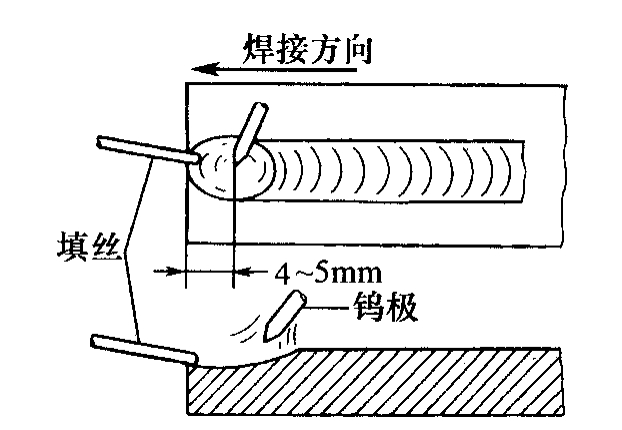
图4-88 弧坑的连续填充法
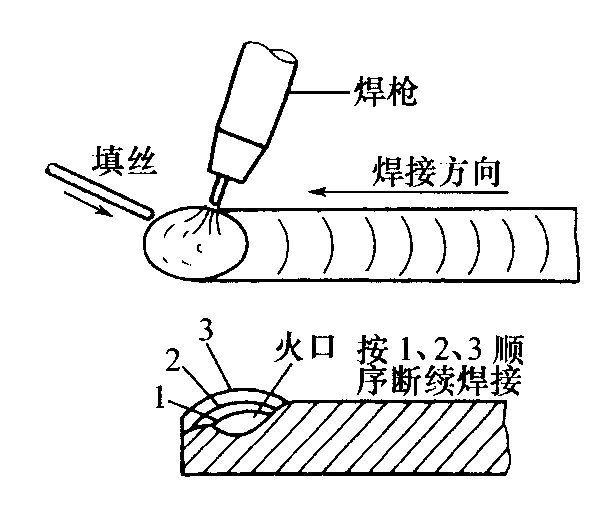
图4-89 弧坑的断续填充法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











