



五、仰焊操作技术
仰焊时,由于重力的影响,不利于熔滴向熔池过渡,因此,必须保持最短的弧长,以缩短熔滴到熔池的距离,使熔滴在很短的时间内过渡到熔池中去,在表面张力的作用下,很快与熔池的液体金属汇合,促使焊缝的成形。为了减小熔池面积,使焊缝容易成形,焊条直径一般不超过4mm,焊接电流比平焊时小些,但不能太小,否则根部不易焊透,造成夹渣,而且电弧吹力小,不利于焊缝成形,因此,仰焊时的焊接电流比立焊时要大些。
1.不开坡口的对接仰焊
板厚不超过4mm时,对接仰焊一般不开坡口。用角向磨光机打磨待焊处后,进行组装定位焊。焊接时选用直径3.2mm的焊条,焊接电流比平焊时小15%~20%,焊条与焊接方向呈70°~80°,与焊缝两侧呈90°,如图4-33所示。
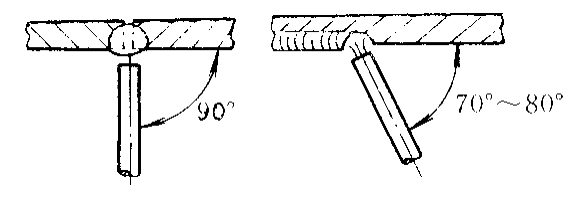
图4-33 不开坡口的对接仰焊
焊接过程中,在保持正确的焊条角度前提下均匀地运条。间隙小的焊缝可采用直线形运条,间隙大时用往复直线形运条。焊接电流虽比平焊时小,但也不宜过小,否则不能得到足够的熔深,并且电弧不稳,操作难以掌握,焊缝质量也难保证。在运条过程中,要保持最短的电弧长度,以控制熔滴能顺利过渡到熔池中去。为防止液态金属的流淌,熔池不宜过大,操作中应注意控制熔池的大小,也要注意熔渣的流动情况。只有熔渣浮出正常,才会熔合良好,避免焊缝夹渣。收尾时动作要快,并要填满弧坑。
2.开坡口的对接仰焊
对板厚大于6mm的焊件,均应开坡口焊接。一般开V形坡口,坡口角度要比平焊时大一些,钝边厚度应小于1mm,组对间隙也要大些,其目的是便于运条和变换焊条位置,从而克服仰焊时熔深不足和焊不透现象,以保证焊接质量。
开坡口的对接仰焊,一般采用多层焊或多层多道焊。在焊第一层焊缝时,采用直径3.2mm的焊条,用直线形或往复直线形运条法。开始焊接时,应用长弧预热起焊处,预热后稍停2~3s,以便焊透根部。然后,将焊条向前移动,进行正常焊接。
施焊时,焊接速度应在保证焊透的前提下尽可能快些,以防止烧穿和熔化金属的下流。焊接第二层时,应将第一层的熔渣及飞溅金属清除干净,并将焊瘤铲平,然后施焊。第二层及以后各层均可用月牙形或锯齿形运条法。
多层多道焊的操作比多层焊容易掌握,宜采用直线形运条法。各层排列顺序与其他位置焊缝一样,焊条角度应根据每道焊缝的位置作相应的调整,如图4-34所示,以利于熔滴的过渡和获得较好的焊缝成形。
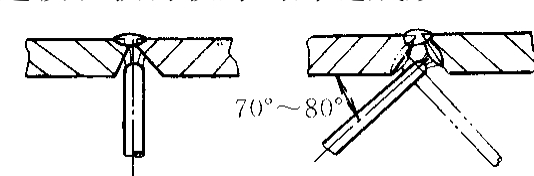
4-34 开坡口的对接仰焊焊条角度
3.角接头的仰焊
角接头仰焊比对接仰焊容易掌握。焊角高度小于6mm时采用单层焊,运条方法为直线形或往复直线形;焊角高度大于6mm,采用多层焊或多层多道焊。焊接电流可比对接仰焊时大一些。焊条角度见图4-35。
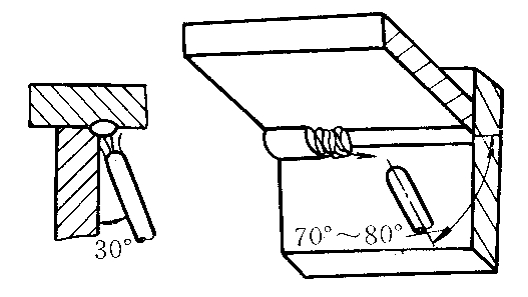
图4-35 角接头仰焊焊条角度
4.仰焊的工艺参数
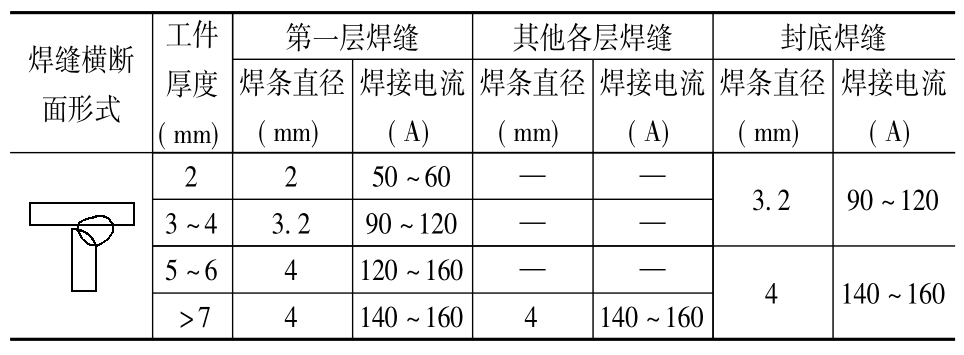
对接接头和角接头的仰焊工艺参数见表4-4。
表4-4 对接接头和角接头的仰焊工艺参数
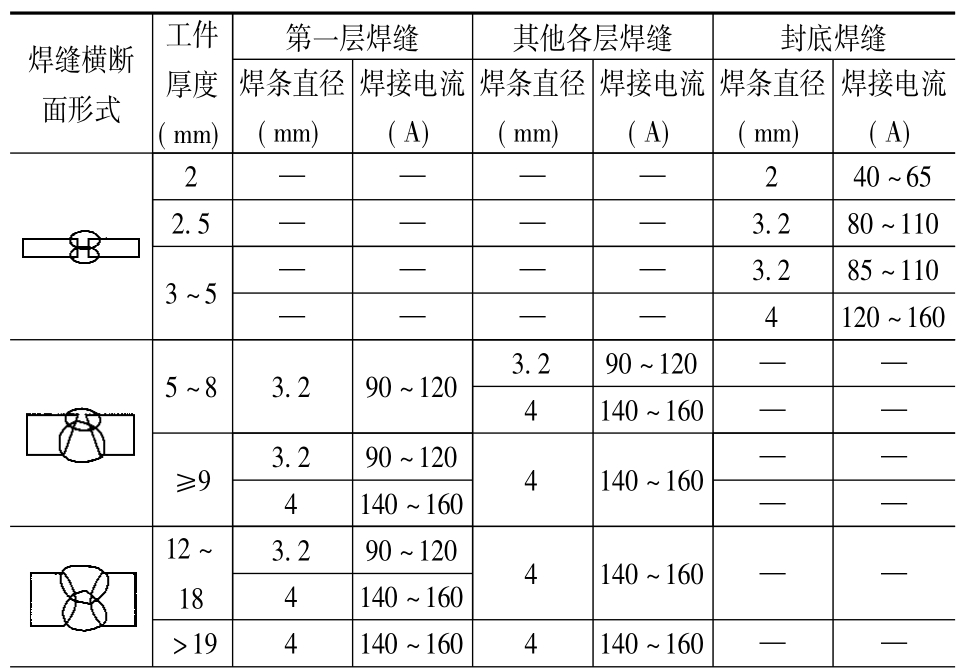
续表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










