



二、埋弧焊机的自动调节原理
1.焊接电弧的静特性和电源的外特性
(1)电弧的静特性。在电弧长度一定时,电弧燃烧电压与焊接电流之间的关系称为电弧静特性。表示它们关系的曲线称为电弧的静特性曲线。
焊接电弧是焊接回路中的负载,它起着把电能转变为热能的作用,在这一点上,它与普通的电阻有相似之处。但是,它与普通的电阻相比又有明显的特点。
普通电阻通过电流时,电阻两端的电压降与通过的电流值成正比。根据欧姆定律,其比值基本是不变的,称为电阻静特性,如图2-1中的虚线1所示。而焊接电弧在燃烧时,电弧两端的电压降与通过电弧的电流值不成正比关系,其比值是随着电流值的不同而变化的,如图2-1中的曲线2所示。其中:
①ab段是在电流很小情况下的变化。电流小,电弧电压增高;电流增大时使电弧的温度升高,气体电离和阴极电子发射增强,所以维持电弧所需的电弧电压就降低。
②bc段为在正常工艺参数焊接时,电流通常从几十安培到几百安培。加大电流只是增加对电极材料的加热和熔化程度,电弧电压却不再随着电流强度的改变而改变。
③当焊接电流从曲线c点继续增加时,如果电极直径仍然不变,则由于电极区电流密度过大,电极辉点受电极端面积限制而相对的比正常状态有所压缩,使电极区的电压降增大,于是维持电弧所需的电弧电压随着焊接电流的增加而增加,形成曲线cd段。
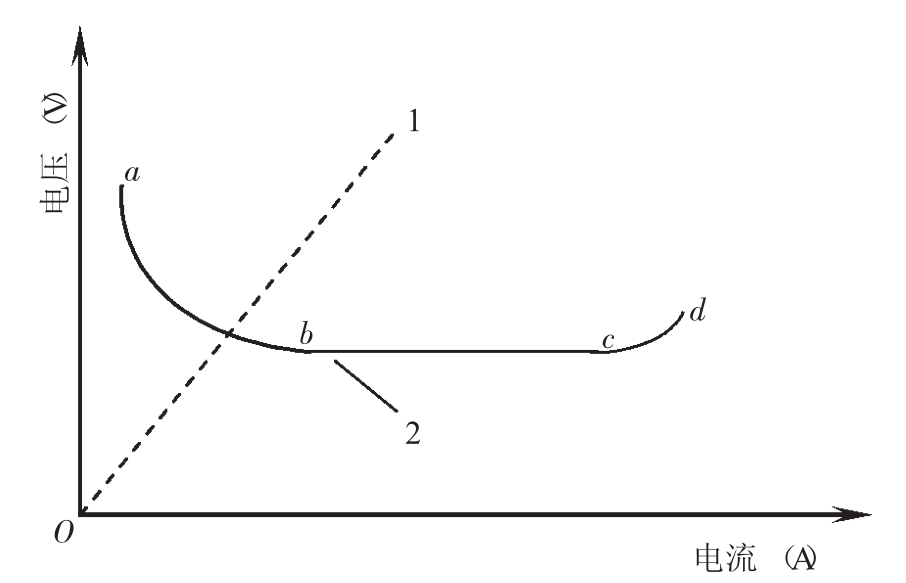
图2-1 普通电阻静特性与电弧静特性
1—普通电阻静特性;2—电弧静特性
(2)电源的外特性。规定范围内,焊机弧焊电源稳态输出电流和端电压间的关系,称为电源的外特性。如图2-2所示,电源的外特性通常是以电压为纵轴、电流为横轴的坐标上用曲线的形式表达的,该曲线称为电源的外特性曲线。外特性曲线可分为三种,图2-2中的曲线1、2、3分别为陡降外特性、平硬外特性和上升外特性。它们反映了电源的工作状况和使用性能。
输出电流在运行范围内增加时,端电压随之显著降低的外特性称为陡降外特性。从图2-2可看到陡降外特性的特征:当电流从0开始增加时,电压从空载电压U0逐步下降,直至降到0。电压为0时的电流Ia称为短路电流。一般陡降外特性焊机的短路电流为焊接电流的120%~130%,最大不超过焊接电流的150%。
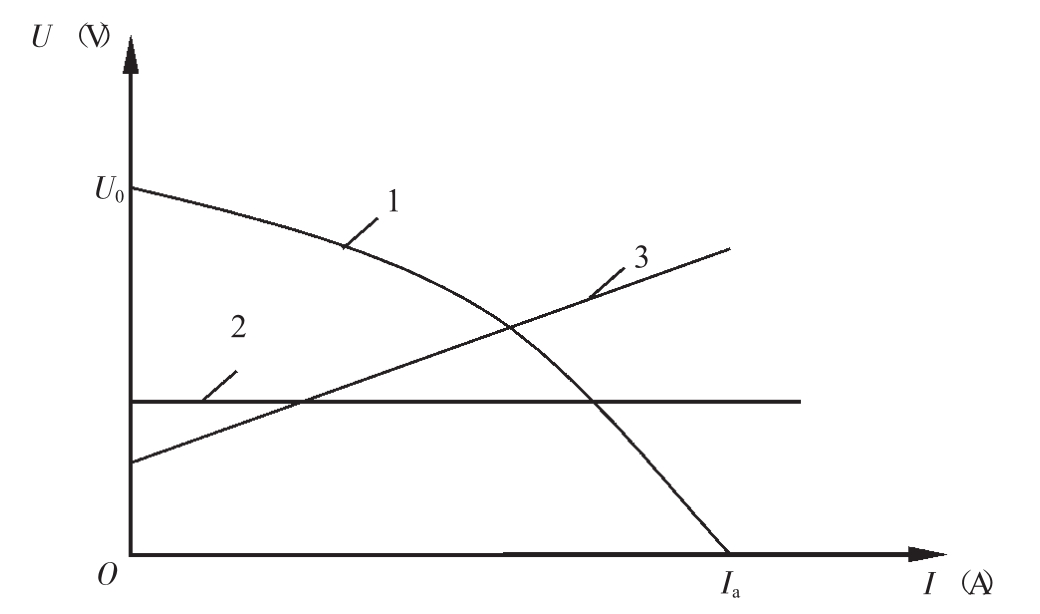
图2-2 电源外特性曲线
1—陡降外特性曲线;2—平硬外特性曲线;3—上升外特性曲线
2.埋弧焊机的自动调节要求
自动埋弧焊时,按下启动按钮后,焊机就会按预先给定的规范进行焊接,直到按下停止按钮结束焊接过程。为了保证获得稳定可靠的焊接质量,要求焊接过程中规范稳定不变,特别是焊接电流和焊接电压要能稳定不变。
但是,某些外界因素会干扰焊接过程,使焊接电压和电弧长度发生变化。例如,焊件表面不平,有椭圆度,坡口不规则或装配不良等,都会使电弧长度变化;焊机供电网路中其他大容量用电设备突然启动或停止,会使网路电压瞬间降低或增高。对于这些变化,操作者往往来不及或不可能采取调整措施。因此,埋弧焊机除了应具有各种动作功能外,还应具有自动调节电弧长度的能力,一旦发生偏差,即能自动恢复原来的工作状态,稳定地完成整个焊接过程。
在焊接过程中自动焊机能保持焊接规范稳定,并能消除或减弱外界干扰对焊接规范破坏性的影响,才可保证焊接质量。自动焊机的送丝方式(焊接电弧的自动调节原理),一般分为两大类,即等速送丝式(电弧自调节式)和变速送丝式(均匀调节式或强制调节式)。
3.等速送丝式埋弧焊机的工作原理
在焊剂层下进行大功率焊接时,电弧本身具有自身调节作用。在焊接过程中,由于电弧长度的变化,会使焊接规范破坏。但在很多场合下,依靠电弧的自身调节作用,可以使弧长很快的恢复正常,使焊接过程达到稳定。等速送丝式自动焊机就是根据这个原理制成的。此类焊机的电弧自身调节系统的静特性曲线见图2-3。它实际上也就是焊接过程的稳定工作曲线,或称为等熔化速度曲线。即电弧在这一曲线上的任何一点燃烧时,其熔化速度是不变的,并永远等于焊丝的给送速度。在该曲线的右半边各点,焊丝的熔化速度大于焊丝的给送速度,而曲线的左半边各点,焊丝的熔化速度小于其给送速度。当焊接条件改变时,如改变焊丝的直径,此曲线也就相应地改变。当其他条件不变时,随着送丝速度的增加,曲线逐渐右移。也就是说,送丝速度增加,焊接电流就增大。等速送丝式自动焊机就是依靠这一特性,用改变送丝速度来改变焊接电流的。例如MZ1-1000型自动焊机就属此种类型。
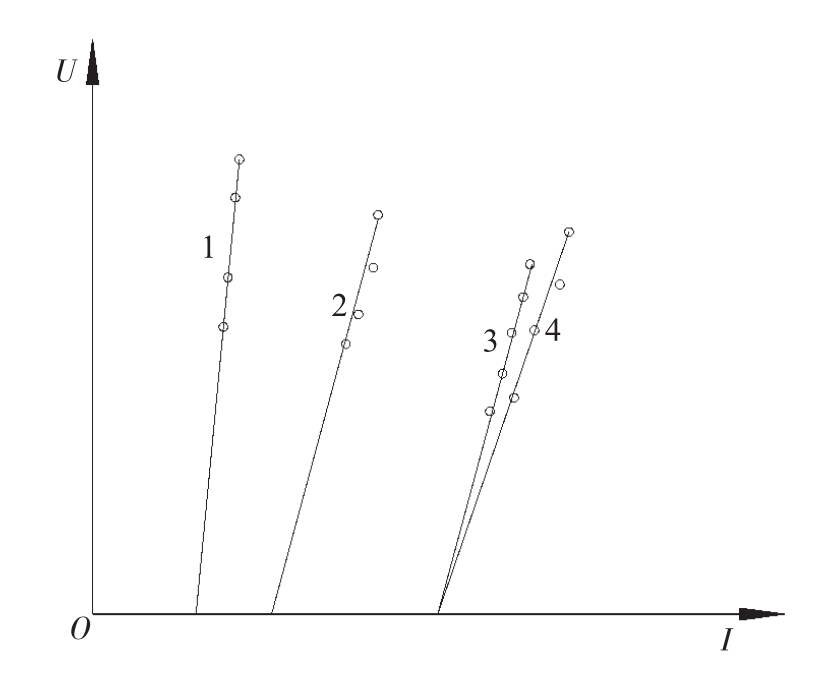
图2-3 电弧自调节系统的静特性曲线
1—焊丝直径:2mm,送丝速度:7.14cm/s;2—焊丝直径:4mm,送丝速度:2.5cm/s;
3—焊丝直径:4mm,送丝速度:4.4cm/s;4—焊丝直径:5mm,送丝速度:2.94cm/s
在焊接过程中,不是所有的条件都保持恒定不变,外界的干扰经常会使焊接规范偏离预定的数值,造成焊接过程的不稳定。焊接过程中经常碰到外界的干扰有:
(1)电弧长度变化。当焊件不平整、装配不良或遇到定位焊点等都会使电弧长度发生变化,而引起焊接规范的变化。这时依靠电弧本身的自调节作用,可以使电弧完全恢复至变化前的长度燃烧。电弧的自调节作用可用图2-4来解释。
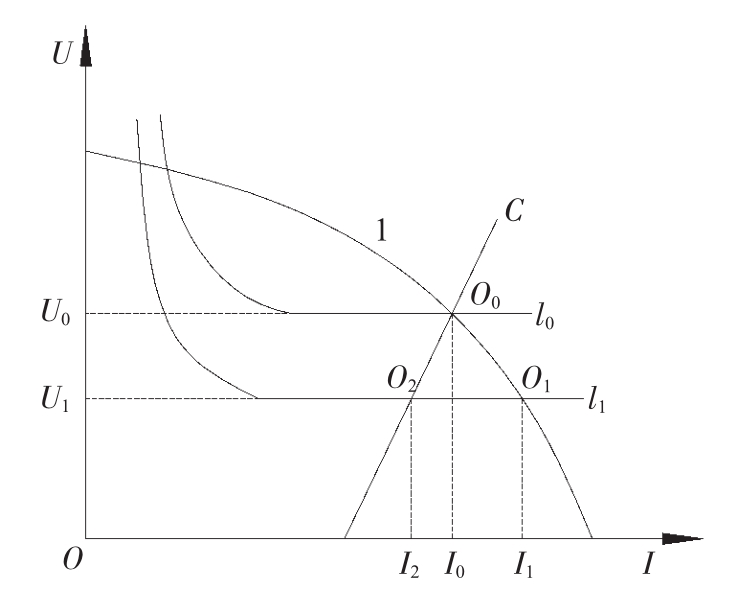
图2-4 弧长变化时电弧的自调节过程
原先电弧在O0点燃烧(弧长为l0,电弧电压为U0,电弧电流为l0),O0点是电弧静特性曲线l0、电源外特性曲线1和电弧自调节系统静特性曲线C三者的交点。电弧在这一点燃烧,焊丝的熔化速度等于焊丝送进速度,焊接过程稳定。
如果受外界干扰,弧长由原先的l0缩短到这时电弧的静特性曲线又变为l1,与电源的外特性曲线1交于O1点,电弧开始在此点燃烧,而O1点是位于曲线C的右面,根据前面提到的概念,此时焊丝熔化速度应大于焊丝给送速度。于是弧长便逐渐增加,直到增至原先弧长l0,这时焊丝的熔化速度重又等于给送速度,电弧仍旧回到O0点燃烧,焊接过程重又恢复稳定。当外界干扰使电弧突然拉长时,和上面所讲的道理一样,电弧仍旧会恢复到原燃烧点稳定燃烧。
综上所述,在受到外界干扰使电弧长度改变时(增长或缩短),会引起焊接规范(电弧电压和电弧电流)的变化,从而引起了焊丝熔化速度的变化依靠这个变化就可以使电弧恢复到原点燃烧,这种调节作用称之为电弧的自调节作用。
(2)网路电压变化。由于大功率设备的启动和停止,会造成网路电压的显著变化。当网路电压发生变化时,焊接电源的外特性也会随之产生相应的变化(图2-5)。当焊丝送进速度为一定值时,电弧的自调节静特性曲线为C,与网路电压变化前的电源外特性曲线1交于O0点,此点为电弧的稳定燃烧点。如果网路电压发生降低的变化,则电源外特性也相应地由曲线1变为曲线2,这时电弧将在新的燃烧点O1燃烧,而不会恢复至原先的燃烧点O0。当网路电压变化较大时,电弧电压也会随之有较大的变化,严重时会引起电弧短路(网路电压严重降低时)或熄弧(网路电压大幅度升高时)。为了减少网路电压变化时对电弧电压的影响,等速送丝式自动焊机最好使用具有缓降外特性的焊接电源。
此外,焊接工艺因素的变化(如焊丝伸出长度等),也会引起焊接规范的变化,使电弧改变其原稳定燃烧点。
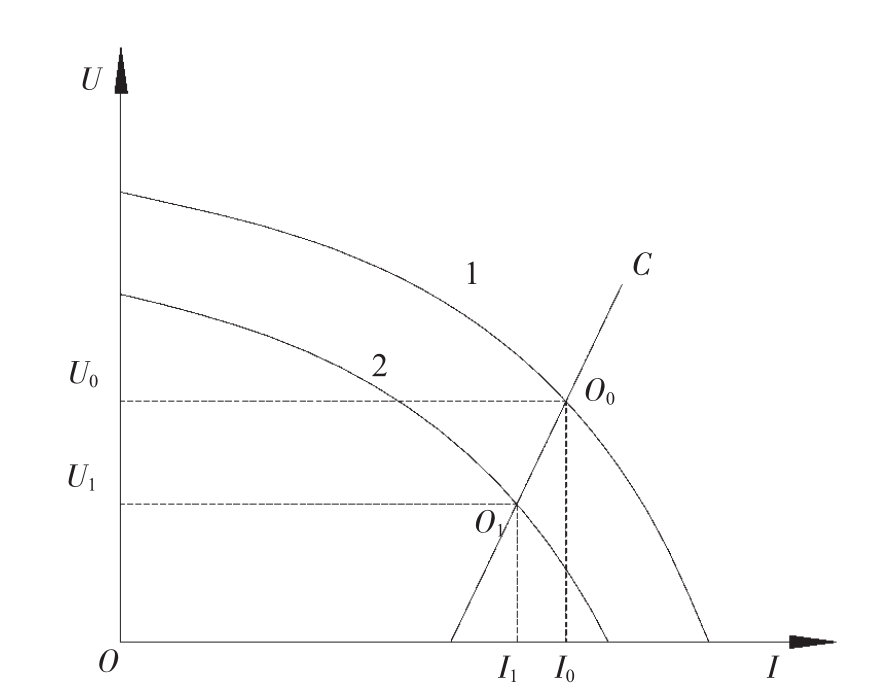
图2-5 网路电压变化时对焊接规范的影响
4.变速送丝式埋弧焊机的工作原理
由于外界的干扰,使焊接规范某个参数偏离预定值时,焊机的自动调节系统就立即作用,强迫调节对象,使被调节的量恢复到预定值。而正常工作时,此自动调节系统不起作用。最常见的MZ-1000型自动焊机就属于这个类型。
此类焊机的电弧电压自动调节系统的静特性曲线见图2-6。当焊接条件发生变化时,此曲线也相应改变。电弧在此曲线上的各点燃烧时,焊丝给送速度等于其熔化速度,焊接过程稳定。电弧在曲
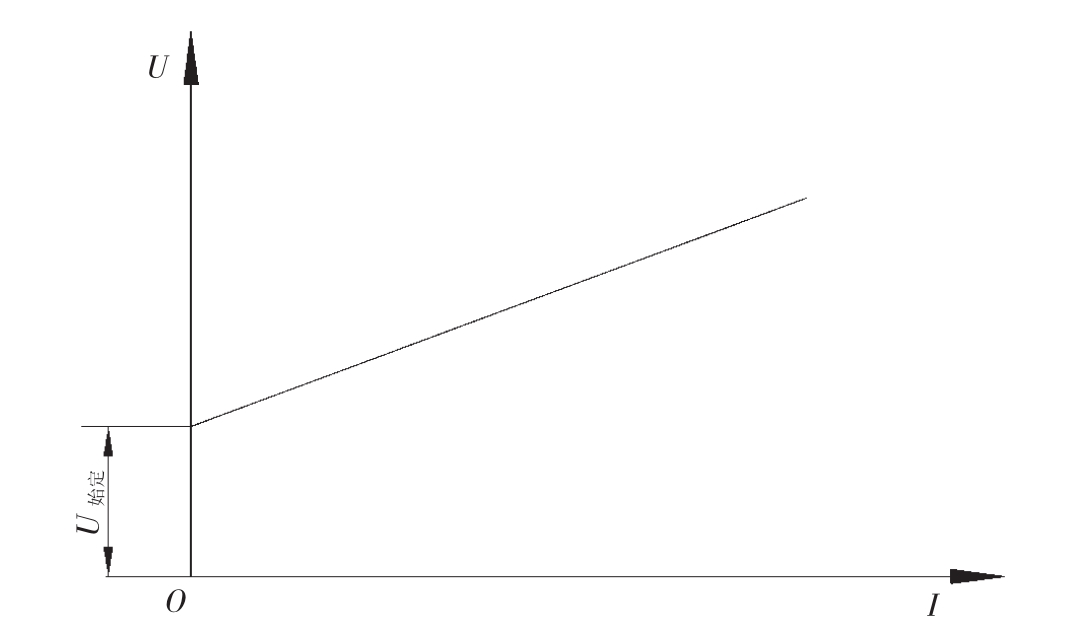
图2-6 变速式焊机电弧电压自动调节系统的静特性曲线
线的右下方燃烧时,焊丝的熔化速度大于给送速度,电弧逐渐拉长。电弧在曲线的左上方燃烧时,焊丝的熔化速度小于给送速度,电弧逐渐缩短。经调节系统的强制调节后,燃烧点最后总要回到该曲线上,使电弧燃烧稳定。
(1)弧长变化时电弧的强制调节过程。如图2-7所示,l0为电弧的静特性曲线,l2为电源的外特性曲线,A为电弧电压自动调节系统的静特性曲线,O0为以上三条曲线的交点,电弧在O0点燃烧时,焊丝的熔化速度等于送进速度,焊接过程稳定。当弧长突然变短后,电弧的静特性曲线由l0变到l1,此时电弧电压也由U0降到U1,电弧的静特性曲线和电弧电压自动调节系统的静特性曲线的交点便由原来的O0变为O2,这时焊丝送进速度就会由原来的V0送急剧降至新的给送速度V2送,保证焊接过程稳定燃烧的电流I0也急剧降至I2,但另一方面,电弧的实际燃烧电流反而有所增加(由I0增到I1)。这样,在电压U1下,保证焊接过程稳定的电弧电流I2就远小于电弧的实际燃烧电流I1,结果使焊丝的熔化速度加快,弧长便逐渐增长,直到原弧长。在恢复过程中,随着电弧电压的升高,焊丝送进速度也就迅速增加,而熔化速度则由于电弧电压的升高和电弧电流的减小而略有降低,这样,焊丝的熔化速度与送进速度便逐
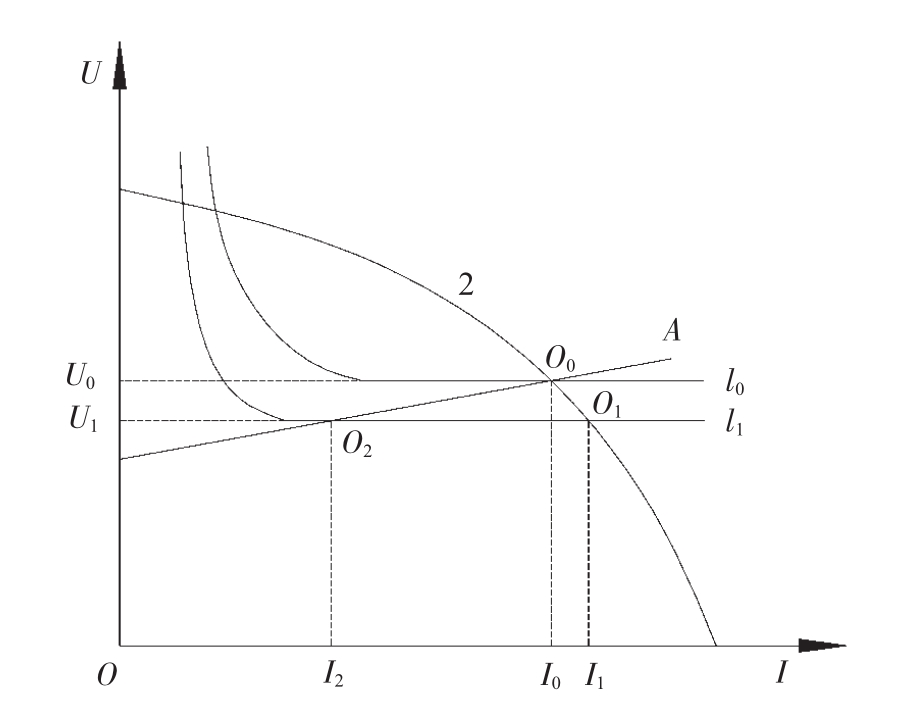
图2-7 弧长变化时电弧的强制调节过程
渐靠近,当弧长恢复至预定值,即电弧恢复至预定规范O0点燃烧时,焊丝给送速度又等于其熔化速度,焊接过程又恢复稳定。
(2)网路电压变化时对焊接规范的影响。当网路电压变化后,焊接电源外特性曲线也会随之产生相应曲线变化,例如由外特性曲线1变到2,见图2-8。在电源外特性变化的瞬间,电弧长度尚未变,仍等于原先的弧长l0,这时电弧从O0点移至O1点燃烧。而O1点是在电弧电压自动调节系统静特性曲线A以上,即此时焊丝送进速度大于熔化速度,焊接过程不稳定,电弧燃烧点便沿着电源外特性曲线移动,最后移到O2点(曲线A与曲线2的交点),焊接过程才达到稳定。这时电弧电流亦由原先的I0变至I2,而电弧电压变化很少,并且不会再恢复到原稳定燃烧点,而是在新的燃烧点稳定燃烧。
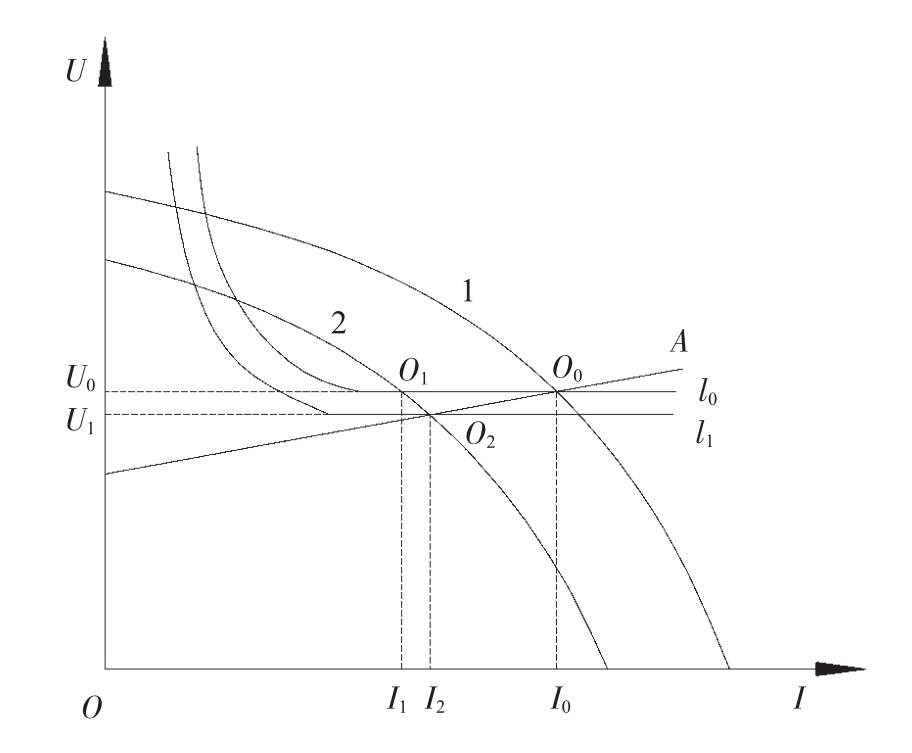
图2-8 网路电压变化时对焊接规范的影响
为了防止网路电压变化时引起焊接电流的过大变化,变速送丝式自动焊机最好使用具有陡降外特性的焊接电源。为了电弧易于引燃和燃烧稳定,焊接电源应具有较高的空载电压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










