



三、其他液压机简介
1.板料冲压液压机
板料冲压液压机是进行板料冲压加工的重要设备之一,它可用于板料拉深、弯曲冲裁和成型等工艺,在航空、汽车、拖拉机等工业生产领域得到广泛的应用。
冲压液压机的种类较多。按照加工板材的厚度分为薄板冲压液压机和厚板冲压液压机;按照施力方式分为单动和双动冲压液压机;按照液压机机身结构分为梁式和框架式液压机。
本节着重介绍单动薄板冲压液压机和汽车纵梁(厚板)冲压液压机。
(1)单动薄板冲压液压机 单动薄板冲压液压机的结构如图2-10所示。上梁内装有主工作缸,带动活动横梁上下运动,完成各种冲压工作。下梁下部装有顶出缸,可将冲压完的制件从模具内顶出。顶出缸还可起液压垫作用,供拉深时压边用。有的单动薄板冲压液压机的下梁内由液压马达驱动,通过齿轮、齿条传动可将工作台移动,便于更换模具,改善了劳动条件,提高了生产效率。
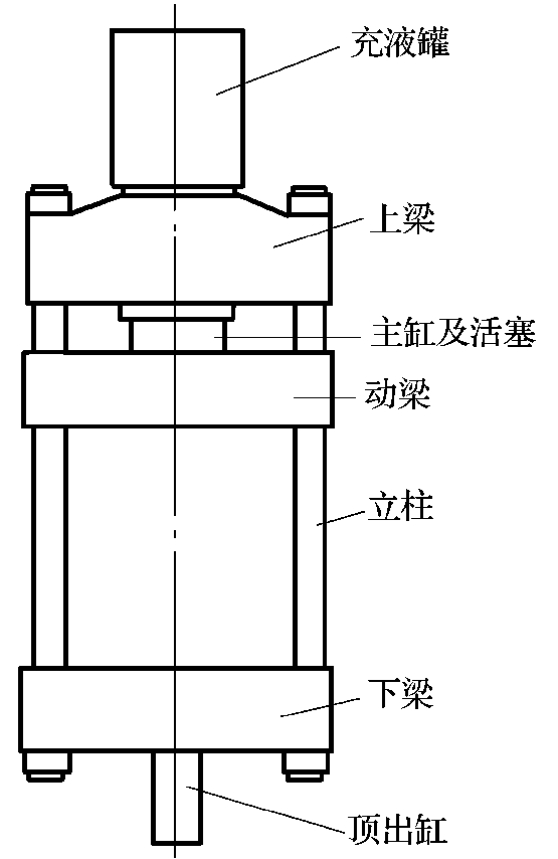
图2-10 单动簿板冲压液压机
(2)汽车纵梁冲压液压机 汽车纵梁冲压液压机是用于压制汽车大梁的。图2-11所示为40MN汽车纵梁液压机,它为六立柱式组合结构,上横梁为三个独立的部件,每个部件上各装一个主工作缸,活动横梁和底座(下横梁)各为一个整体铸件,活动横梁长达9.5m,由六个立柱将上横梁和底座连成一体。从侧面看,该液压机可视为三个受力的封闭框架,但从正面看,则不是一个整体框架结构,因此不能承受偏载。底座下部装有顶出缸,上横梁上装有回程缸。
压制时,两侧液压缸先投入工作,将板料压入下模槽腔进行弯曲。当开始校形时,中间液压缸再投入工作,液压机发挥最大工作压力。为了避免纵梁弯曲时液压机承受偏心载荷,该机设置了活动横梁调平装置,调平装置工作原理方框图如2-12所示。调平装置以被弯曲坯料的上表面为基准,工作前按活动横梁下移速度要求,调节两个比例流量阀,保证活动横梁按给定速度平行下移。当弯曲凸模接触坯料上表面时,调平装置显示为零。当凸模继续下移时,负载不均匀使活动模梁倾斜,活动模梁两端的位移误差信号由位移传感器检测后经电控器反馈给比例流量阀,改变各工作缸的流量,使两端运动速度误差减小,直至活动横梁平行下移为止。调平装置可保证活动横梁在9.5m长度上,两端位移差仅为0.5mm。
2.液压板料折弯机
板料折弯是塑性变形工艺的一种,它广泛应用于钣金加工业。在板料折弯机上使用简单模具可对冷态金属板料进行各种角度的直线弯曲,操作简单,生产效率高。

图2-11 汽车纵梁冲压液压机

图2-12 调平装置工作原理方框图
板料折弯机的基本结构由机身、滑块、托料机构、定位装置和控制系统组成。机身采用整体焊接结构,具有足够的强度和刚度。液压折弯机一般采用两个竖直油缸推动滑块运动,由于滑块和工作台较长,为了保证滑块的同步和制件成型质量,液压系统应充分注意滑块运动的同步控制。图2-13是一种多杆机构同步系统,该系统由平行四边形杆机构CABD和EABF组成。其中点E、F与滑块铰接,点C、D与机身铰接。由于左、右两油缸推动滑块运动时受上述机构的制约,E、F不可能偏斜,从而保证了滑块的同步精度。图2-14为HPB1025型液压板料折弯机,它采用双缸驱动,多连杆机构起同步联锁作用。
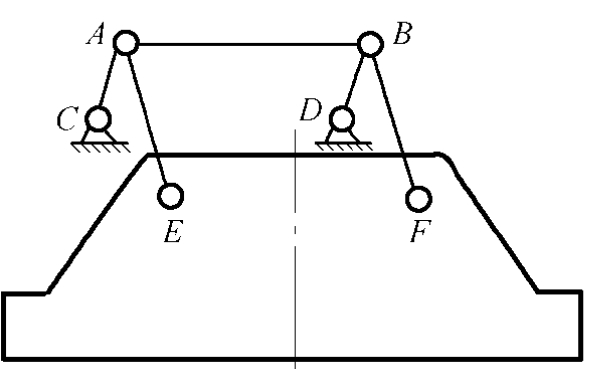
图2-13 多杆同步控制机构
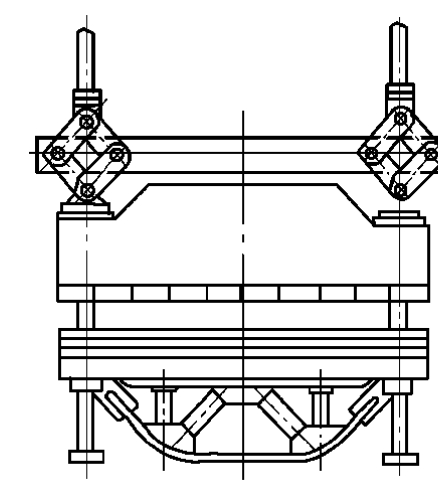
图2-14 HPB1025型液压板料折弯机
现代板料折弯机对滑块位移、工作台变形、挡料位置以及上、下料机构都要求自动控制,其中滑块位移的控制包括止点及运动转换点的控制。下止点位置会直接影响上模进入下模的深度,此深度的微小变化将导致弯曲角显著变化。
为了提高折弯件精度,近年来出现了三点弯曲板料折弯机,其工作原理如图2-15所示。

图2-15 三点弯曲折弯原理图
在三点弯曲过程中,弯曲角θ由特殊凹模及在其中可移动的顶杆来确定。凹模的开口B是不变的,而凹模槽深H则可由调节顶杆来改变。凸模和凹模槽顶两侧的圆角及顶杆的表面形成三个点a、b、c,这三点精确地决定了弯曲角θ。在弯曲过程中,为了保证沿工具全长上板料均与a、b、c点接触,以保证全长上的板料弯曲精度,必须补偿滑块及工作台的挠度。为此在上模及滑块之间有液压垫,它能使沿着整个弯曲长度上的压力均匀分布,液压垫上的力应根据板料的材料种类及厚度来设定。凹模中的顶杆,可借助一套气缸楔块机构来调节其高度。
3.层压机
层压机的主要特点是在液压机的上、下横梁之间设有多层活动平板,一次可生产多层塑料板。层压机主要用来加工塑料板材、层压板、纤维板等。
层压机有上压式和下压式两种,但多采用下压式,而且多采用柱塞式工作缸,这样,柱塞行程可设计得较长,使层压空间大,对压制多层制品有利,装卸制品和料坯也比较方便。另外,运动部件的回程可靠自重完成,简化了机器结构。图2-16为下压式层压机。主工作缸的柱塞和下工作台相连,下工作台的两侧还与侧工作缸的柱塞连接,该油缸体积小,可以将工作台很快地举起,并且节省工作液。此时主工作缸充入低压油液,当至闭合位置时,即向主工作缸输入高压油液。
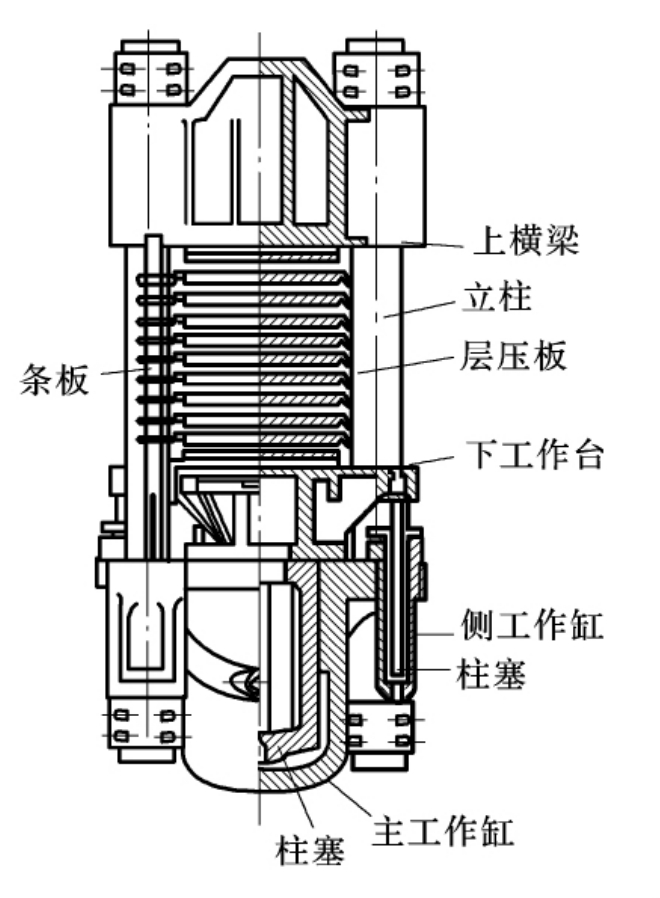
图2-16 下压式层压机
压制时,先将料坯片放于两层压板之间,然后加热到压制温度压制,并在此温度下保压一定时间,然后进行冷却,最后得到制品。
层压机的压板需要加热。通常,加热方式有蒸气加热和电加热两种。蒸气加热需有蒸气源,加热装置较为复杂,而电加热装置结构简单。蒸气加热装置是在压板上钻孔,并将孔道连接成循回通道。电加热装置是在压板孔道内插入电热棒。加热装置设计得是否合理对制件的质量影响很大,若设计不当,会使制件开裂,因受热或冷却不均匀而引起翘曲或开裂、表面发花等缺陷。
大型层压机一般在机台的左右两侧各设有一部升降台,升降台配置有推拉架,由推拉架将料坯推入压板间,或将压制好的层板拉出。这样,使操作方便,缩短了生产周期,机台得到了充分利用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











