



2.5 提高加工精度的工艺措施
提高零件加工精度的最终目标是保证产品质量。提高加工精度的工艺措施有下列几个方面:
1)减少或消除误差法
这种方法是在查明产生加工误差的主要原因之后,有针对性地采取措施来减少或消除误差。这是保证和提高加工精度最基本的途径。
例如在车削细长轴时,采用图2.27所示的大进给量反向切削法,将车刀的进给方向由卡盘指向尾座,这样轴向切削力Fx对工件的作用是拉伸而不是压缩,同时采用弹性尾座顶尖,可消除热变形伸长而引起工件的弯曲变形。采用大进给量和大的主偏角车刀,增大了Fx力,使工件在较大的拉伸力作用下,还能消除径向的颤动,使切削进程平稳。

图2.27 顺向进给和反向进给车削细长轴的比较
(a)顺向进给时Fx对细长轴起压缩作用 (b)反向进给时Fx对细长轴起拉伸作用
2)补偿或抵消误差法
当工艺系统出现的原始误差不能直接减少或消除时,可采用补偿或抵消误差的方法。
图2.28所示是用校正机构来提高螺纹磨床传动链精度的方法,这种方法就是应用误差抵消法来补偿传动链所带来的误差。磨削时,头架的旋转运动通过螺距挂轮转传给母丝杠,由于与母丝杠相配的螺母轴向固定在床身上,故母丝杠旋转时,带动工作台同校正尺一起作纵向移动。当需校正工件螺距累积误差时,将校正尺倾斜一个β角,校正尺移动时,触头在校正尺的工作表面移动,使螺母产生微量转动,工作台便获得一个附加运动,使工件螺距增大或减小。

图2.28 螺纹磨床校正机构
校正工件螺距相邻误差时,校正尺工作表面根据相邻误差(按杠杆比)修锉成高低不平的曲线,工作台和校正尺移动时,杠杆时升时降,使螺母产生微量附加转动,来抵消工件螺距的相邻误差。
3)转移误差法
这种方法是采取措施将误差因素转移到不影响加工精度的方面去。
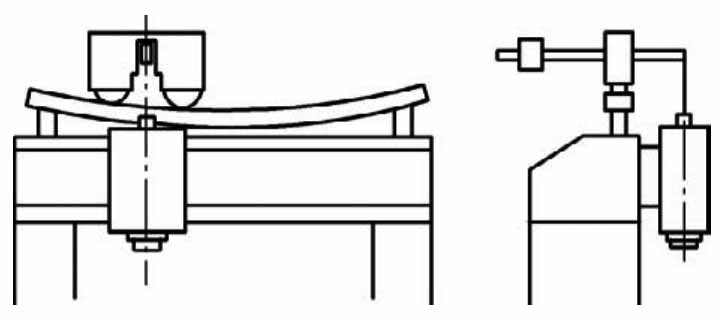
图2.29 龙门铣床横梁变形的转移
例如,在大型龙门铣床上,铣头的自重会使横梁产生弯曲变形,造成加工误差。这时除了可以采取误差补偿的措施(在刮研横梁导轨时故意将导轨刮成“向上凸”)之外,还可采取误差转移的方法。如图2.29所示,在横梁上加一根附加梁,使它承担铣头配重的重量,将横梁的弯曲变形转移到附加梁上去。
在镗床上用镗模加工箱体孔系的方法也是把机床的原始误差完全转移,而工件的加工精度完全取决于镗模的制造精度。由于镗模的体积比较小,结构比整台机床简单得多,容易保证精度。这样就可以在一般精度的机床上加工出高精度的零件来。
4)就地加工法
在加工和装配中,有些精度问题牵涉到很多零部件的相互关系,如果仅仅从提高零部件本身的精度着手,有些精度指标不但不能达到,即使达到成本也很高。采用就地加工的方法,不但能保证装配后的最终精度,而且在零件的机械加工中也常常用来保证加工精度。
例如,在转塔车床的制造中,转塔上六个安装刀架的大孔的轴心线必须和机床主轴的轴心线重合,而六个平面又必须和主轴轴心线垂直。如果把转塔作为单独零件加工出这些孔和表面,要在装配时达到上述两项要求是非常困难的,因为其中包含了很复杂的尺寸链关系。采用就地加工的方法,既经济又方便地达到要求。
图2.30 转塔车床上转塔六个孔和平面的加工与检验
具体方法是:这些孔和表面在装配前不进行精加工,而是在装配到机床上以后,在主轴上装镗刀杆,使镗刀旋转,转塔作纵向进给,就可依次精镗出转塔上的六个孔。然后再在主轴上装一个能作径向进给的小刀架,刀具一面旋转,一面作径向进给,依次精加工出转塔上的六个平面。由于转塔上孔的轴心线是由刀具绕主轴轴心线加工而成的,故保证了两者的同轴度,同理,也保证了六个平面与主轴轴心线的垂直度。然后卸去刀架,换上心轴和千分表,就能检查所要求的同轴度和垂直度,见图2.30。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










