



4.5.2 刀具几何参数的选择
刀具的几何参数,对切削变形、切削力、切削温度、刀具寿命等有显著的影响。选择合理的刀具几何参数,对保证加工质量、提高生产率、降低加工成本有重要的意义。所谓刀具合理的几何参数,是指在保证加工质量的前提下,能够满足较高生产率、较低加工成本的刀具几何参数。
1.前角的合理选择
增大前角,可减小切削变形,从而减小切削力、切削热,降低切削功率的消耗,抑制积屑瘤和鳞刺的产生,提高加工质量。但增大前角,会使楔角减小、切削刃与刀头强度降低,容易造成崩刃,还会使刀头的散热面积和容热体积减小,使切削区局部温度上升,易造成刀具的磨损,刀具耐用度下降。可见,前角应有一个合理的参数范围。在刀具强度允许下,应尽可能取较大的前角。对成型刀具应采用较小的前角或零前角,以减少刀具刃磨后截形产生的误差。具体选择原则如下:
(1)工件材料。加工塑性材料时,为减小切削变形,降低切削力和切削温度,应选较大的前角,而加工脆性材料时,为增加刃口强度,应取较小的前角。如图4-23所示,工件的强度低,硬度低,应选较大的前角;反之,应取较小的前角。用硬质合金刀具切削特硬材料或高强度钢时,应取负前角。
(2)刀具材料。刀具材料的抗弯强度和冲击韧度较高时,应取较大的前角,如图4-24所示。如高速钢刀具的前角比硬质合金的前角要约大5°~10°;陶瓷刀具的韧性差,其前角应更小(−4°~−15°);立方氮化硼由于脆性更大,都采用负前角高速切削。

图4-23 工件材料不同时刀具的合理前角

图4-24 刀具材料不同时刀具的合理前角
(3)加工性质。粗加工,特别是断续切削时,为提高切削刃的强度,应选择较小的前角;精加工时,为使刀具锋利,提高表面加工质量,应选择较大的前角。
(4)机床功率和工艺系统刚度。当机床功率不足或工艺系统的刚度较差时,应取较大的前角,以减小切削力和切削功率,减轻振动。
(5)对于成型刀具和在数控机床、自动线上不宜频繁更换的刀具,为保证工作的稳定性(如不发生崩刃等)和刀具耐用度,应选较小的前角或零度前角。
前角的选择还与刀面形状及几何参数有关,尤其是和刃倾角λs有密切关系。带负倒棱的刀具允许采用较大前角;大前角刀具常与负刃倾角匹配来保证切削刃强度和抗冲击能力。表4-4中为硬质合金车刀合理前角的参考值,高速钢车刀的前角一般比表中的值大5°~10°。
2.后角的合理选择
后角的大小与刀具后刀面、已加工表面间的摩擦及刀具磨损有关。增大后角,可减小刀具后刀面与已加工表面间的摩擦,减小刀具磨损,还会使切削刃钝圆半径减小,提高刃口锋利程度,改善表面加工质量。但若后角过大,将削弱切削刃的强度,减小散热体积使散热条件恶化,降低刀具耐用度。
实验证明,合理的后角主要取决于切削厚度。具体选择原则如下:
(1)工件材料。工件的强度、硬度较高时,为增加切削刃的强度,应选择较小的后角。工件材料的塑性、韧性较大时,为减小刀具后刀面的摩擦,可取较大的后角。加工脆性材料时,切削力集中在刃口附近,应取较小的后角。
(2)加工性质。粗加工或断续切削时,为了强化切削刃,应选择较小的后角(4°~6°);精加工或连续切削时,刀具的磨损主要发生在刀具后刀面,应选择较大的后角(8°~12°)。
(3)工艺系统刚性。当工艺系统刚性较差,易出现振动时,应适当减小后角,以增强刀具对振动的阻尼作用;对于尺寸精度要求较高的精加工刀具,应选较小的后角,以减小刀具重磨后尺寸的变化。通常,为了提高刀具耐用度,可加大后角,但为了降低重磨费用,对重磨刀具可适当减小后角。硬质合金车刀合理后角的参考值见表4-4。
表4-4 硬质合金车刀合理前角、后角的参考值

副后角可减少副后刀面与已加工表面间的摩擦。为了使制造、刃磨方便,一般车刀、刨刀等的副后角等于主后角。对特殊刀具,为了保证其强度,只能取较小的副后角。例如切断刀、锯片刀等,副后角通常取1°~2°。
3.主偏角与副偏角的选择
减小主偏角和副偏角,可降低残留面积高度,减小已加工表面的粗糙度值,也可提高刀尖强度,改善散热条件,提高刀具耐用度,但会使径向力增大,容易引起工艺系统的振动,加大工件的加工误差和表面粗糙度值。
(1)主偏角的选择。一般在工艺系统刚度允许时,主偏角应尽量选取较小的值。
1)当工艺系统的刚度较好时,主偏角可取小值(30°~45°);当工艺系统的刚度较差或强力切削时,一般取60°~75°。如车削细长轴、薄壁套筒时,为减小径向力,取κr=90°~93°,以降低工艺系统的弹性变形和振动。
2)粗加工和半精加工时,硬质合金车刀应选择较大的主偏角,以利于减少振动,提高刀具的耐用度,易于断屑,如效果显著的强力切削车刀的主偏角取75°。
3)加工高强度、高硬度的工件,如淬硬钢和冷硬铸铁时,主偏角应取10°~30°,以增加刀头的强度、减少单位长度切削刃上的切削力和提高刀具的耐用度。
4)考虑工件形状及加工条件选择主偏角。车削阶梯轴时,可选主偏角为90°的车刀;单件小批量生产时,希望用一把车刀车削外圆、端面和倒角等所有表面,可选通用性好的主偏角45°车刀;需从工件中间切入的车刀或仿形加工的车刀,则应适当增加主偏角和副偏角。
(2)副偏角的选择。主要根据工件已加工表面粗糙度的要求和刀具强度来选择副偏角,在不引起振动的情况下,尽量取小值。
1)精加工时,副偏角应取小些(5°~10°);而粗加工时,取10°~15°。
2)当工艺系统的刚度较差或从工件中间切入时,可取30°~45°。
3)在加工高强度、高硬度材料或断续加工时,应取较小的副偏角(4°~6°)。
4)切断刀、锯片刀和槽铣刀等刀具,为了保证刀头强度和重磨后刀头宽度变化较小,只能取很小的副偏角(1°~2°)。
5)在精加工时,可在副切削刃上磨出一段副偏角为0°、长度为(1.2~1.5)f的修光刃,以减小已加工表面的粗糙度值。
硬质合金车刀合理主偏角、副偏角的参考值见表4-5。
表4-5 硬质合金车刀合理主偏角、副偏角的参考值

4.刃倾角的合理选择
刃倾角的作用如下:
(1)影响切屑的流向。如图4-25所示,当λs=0°时,切屑沿垂直于主切削刃方向流出;当λs>0°时,切屑流向待加工表面;当λs<0°时,切屑流向已加工表面。
(2)影响刀尖强度和散热条件以及切削平稳性。当λs<0°时,切削过程中远离刀尖的切削刃处先接触工件,刀尖可免受冲击,同时,切削面积在切入时由小到大。切出时由大到小逐渐变化,因而切削过程比较平稳,大大减小了刀具受到的冲击和崩刃的现象。可见,在粗加工开始,尤其是断续切削时,采用负的刃倾角可以保护刀尖。

图4-25 刃倾角对切屑流向的影响
(3)影响切削刃的锋利程度。当刃倾角的绝对值增大时,可使刀具的实际前角增大,刃口实际钝圆半径减小,增大切削刃的锋利性。
(4)影响切削分力Fp、Ff的比例。当λs为负值时,Fp增大,Ff减少;当λs为正值时,Fp减小,Ff力增大。可见,刃倾角影响径向力和进给力的比值。
刃倾角λs主要根据刀具强度、流屑方向和加工条件来合理选择。
一般钢料或铸铁,粗加工取−5°~0°,精加工取0°~5°,以使切屑不流向已加工表面使其划伤;有冲击负荷或断续,取−5°~−15°;切削淬硬钢、高强度钢等难加工材料时,则取−30°~−10°;微量(ap=5~10μm)精细切削取45°~75°,以增加切削刃的锋利程度和切薄能力。当工艺系统刚度较差时,一般不宜采用负刃倾角,以避免径向力的增加。
5.其他几何参数的选择
(1)切削刃区的剖面形式。通常使用的刀具切削刃的刃区形式有锋刃、倒棱、刃带、消振棱和倒圆刃等,如图4-26所示。
1)锋刃。刃磨刀具时由前刀面和后刀面直接形成的切削刃称为锋刃,特点是刃磨简便、切入阻力小,广泛应用于各种精加工刀具和复杂刀具,但其刃口强度较差,见图4-26(a)。
2)倒棱。沿切削刃磨出负前角(或零度前角)的窄棱面,称为倒棱。倒棱的作用可增强切削刃,提高刀具耐用度,见图4-26(b)。
3)刃带。沿切削刃磨出后角为零度的窄棱面,称为刃带。刃带有支承、导向、稳定和消振作用。对于铰刀、拉刀和铣刀等定尺寸刀具,刃带可使制造、测量方便,见图4-26(c)。
4)消振棱。沿切削刃磨出负后角的窄棱面,称为消振棱。消振棱可消除切削加工中的低频振动,强化切削力,提高刀具耐用度,见图4-26(d)。

图4-26 切削刃区的剖面形式
5)倒圆刃。研磨切削刃,使它获得比锋刃的钝圆半径大一些的切削刃钝圆半径,称为倒圆刃。它可提高刀具耐用度,增强切削刃,广泛应用于硬质合金可转位刀片,见图4-26(e)。
(2)前刀面形式。常见的刀具前刀面形式有:正前角平面型、正前角带倒棱型、正前角带断屑槽型、负前角单平面型、负前角双平面型五种,如图4-27所示。

图4-27 前刀面的形式
1)正前角平面型。如图4-27(a)所示,结构简单,刃口锋利,但强度低,传热能力差,多用于精加工、成型刀具、多刃刀具(如铣刀)及脆性材料刀具。
2)正前角带倒棱型。如图4-27(b)所示,沿切削刃磨出很窄负倒棱。它可提高切削刃的强度和增大传热能力,从而提高刀具耐用度,尤其是在选择大前角时效果更为显著。负倒棱形式一般用于粗切铸锻件或断续表面的加工。硬质合金刀具切削塑料材料时通常按br=0.5~1.0mm、γo1=−5°~−10°选取。
3)正前角带断屑槽型。如图4-27(c)所示,在正前角平面带倒棱型基础上,在前刀面又磨出一个曲面凹槽,它可增大前角并起到断屑的作用。断屑槽参数约为:Wm=(6~8)f,Rm=(0.7~1)Wm。在粗加工或精加工塑性材料中用得较多。
4)负前角单平面型。如图4-27(d)所示,磨损主要发生在后刀面上时,这种形式可使脆性硬质合金刀片承受压应力,且具有较好的强度,常用于切削高硬度、高强度材料。
5)负前角双平面型。如图4-27(e)所示,当磨损发生在前、后两个刀面时,这种形式可使刀片的重磨次数增多。此时,负前角的棱面应有足够的宽度,以保证切屑沿该棱面流出。
(3)后刀面形式。常见的后刀面形式有平后刀面、带刃带或消振棱的后刀面、双重或三重后刀面,如图4-28所示。平后刀面形状简单,制造刃磨方便,应用广泛。带消振棱的后刀面用于减小振动;带刃带的后刀面用于定尺寸刀具。双重或三重后刀面主要能增强刀刃强度,减少后刀面的摩擦。刃磨时一般只磨第一后刀面。
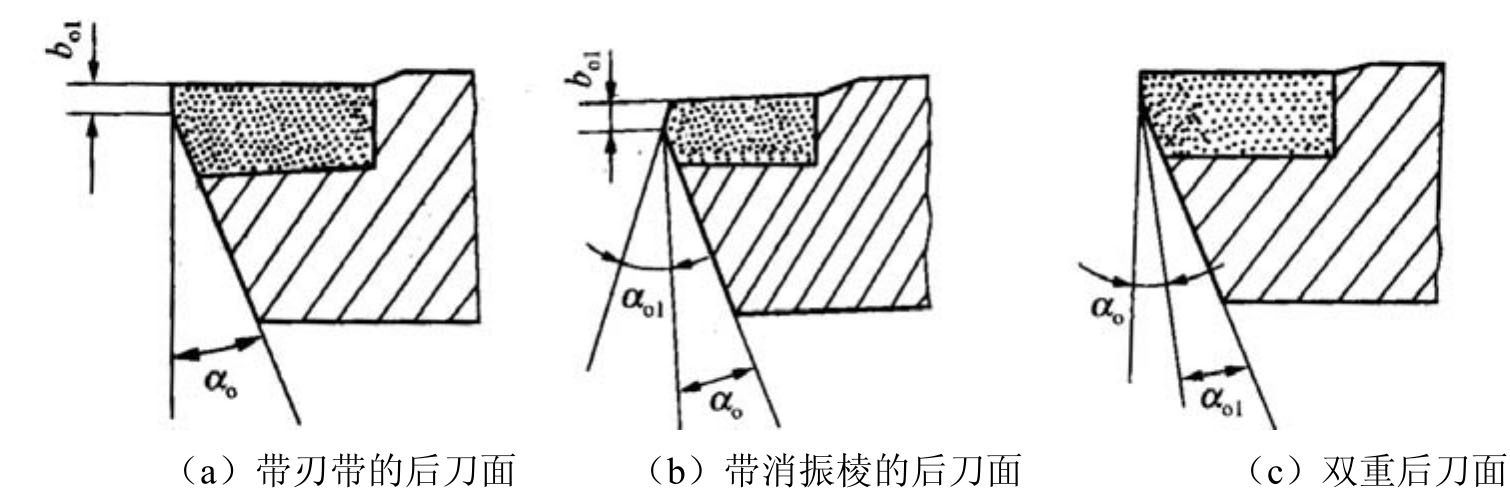
图4-28 后刀面的形式
(4)过渡刃和修光刃。刀尖是整个刀具最薄弱的部位,刀尖处的强度和散热条件很差,易磨损。为此,常在主、副切削刃间磨出过渡刃,如图4-29所示。

图4-29 过渡刃和修光刃
1)直线形过渡刃。如图4-29(a)所示,一般取过渡刃长度bε=0.5~2.0mm(约为ap的1/4~1/5);过渡刃偏角κrε=0.5κr。直线过渡刃刃磨方便,多用在粗加工或强力切削车刀、切断刀和钻头等多刃刀具上,以增强刀尖的强度和散热能力。刃磨时切不要将bε磨得过大,过大会使径向切削力增大,易引起振动。
2)圆弧形过渡刃。如图4-29(b)所示,多用于精加工单刃刀具上,如车刀、刨刀等,以提高刀具耐用度,减小已加工表面粗糙度值。高速钢车刀圆弧半径取rε=1~3mm;硬质合金和陶瓷车刀取rε=0.5~1.5mm。圆弧形过渡刃刃磨较困难,rε过大会使径向切削力增大,易引起振动。
过渡刃的选择原则:随工件强度和硬度提高,切削用量增大,过渡刃rε相应加大。
3)修光刃。当直线过渡刃的κrε=0°、bε′>f(一般为bε′=(1.2~1.5)f)或圆弧过渡刃的rε很大时,过渡刃称为修光刃,如图4-29(c)所示。这样,在增大进给量的同时仍可获得小的表面粗糙度值。修光刃应刃磨得直、光、平。装刀时,修光刃应与进给方向平行。
4)大圆弧刃。当圆弧形过渡刃磨成非常大的圆弧形时称为大圆弧刃,其作用相当于水平修光刃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。








