



2.7.7 套筒内孔加工的程序编写
1.套筒内孔右端的加工程序如下:
O0010;
N10 T0101 M03 S900;
N20 G00 X10.0 Z20.0;
N30 X20.0 Z2.0 ;
N40 G71 U1.0 R0.5;
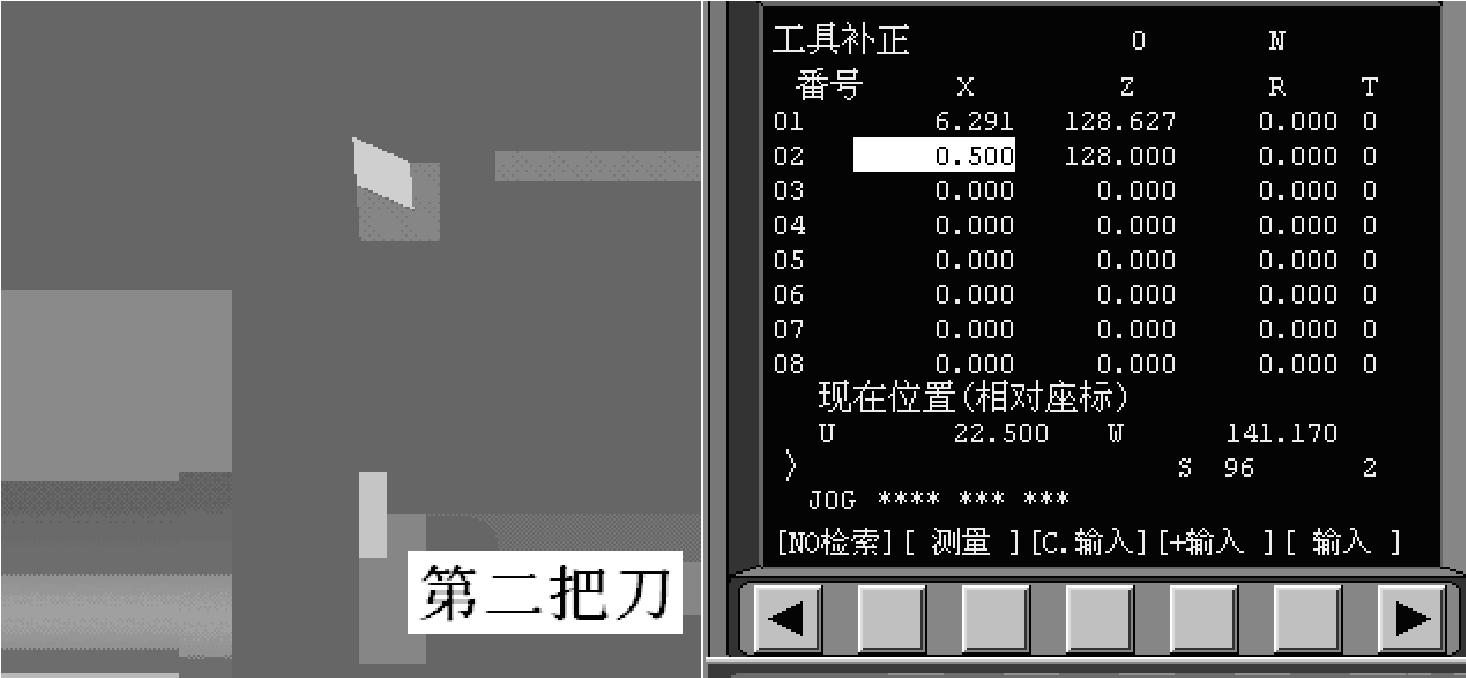
图2-185 第二把刀具对刀结果
N50 G71 P100 Q200 U−0.5 W0 F0.3;
N100 G00 X34.0;
N110 G01 Z0 ;
N120 X32.0 Z−1.0;
N130 Z−17.0 ;
N200 X20.0 ;
N250 G70 P100 Q200;
N260 G00 Z20.0 ;
M30 ;
我们把O0010程序命名为“右端”程序。
2.套筒件的左端内孔加工程序如下:
O0020 ;
N10 T0101 M03 S900;
N20 G00 X20.0 Z20.0;
N30 G00 X20.0 Z2.0;
N40 G71 U1.0 R0.5;
N50 G71 P100 Q200 U−0.5 W0 F0.3;
N100 G00 X30.0;
N110 G01 Z0;
N120 X28.0 Z−1.0;
N130 Z−32.0;
N200 X20.0;
N210 G70 P100 Q200;
N220 G00 X100.0 Z40.0;
N230 T0202;
N240 G00 X27.0 Z2.0;
N250 G01 Z−10.0 F0.2;
N260 X30.0;
N270 X27.0;
N280 W−7.0;
N290 X30.0;
N300 X27.0;
N310 W−7.0;
N320 X30.0;
N330 X27.0;
N340 G00 Z40.0;
M30;
我们把O0020程序命名为“左端”程序。
将两个程序键入记事本,以便加工时可以浏览调用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











