



1.2.1 金属的锉削
锉削是用锉刀对工件表面进行切削加工的方法。锉削精度可以达到0.01mm,表面粗糙度可达Ra0.8μm。锉削的加工范围很广,它可以锉削平面、曲面、角度面、沟槽和各种形状复杂的表面等。
1.锉削工具——锉刀
(1)锉刀的结构
如图1-22所示,锉刀是由碳素工具钢T12、T13或T12A、T13A制成的,经热处理淬火,切削部分的硬度达HRC62—HRC67以上。
![]()
图1-22 锉刀结构

图1-23 锉刀的齿纹
(2)锉刀的种类
锉刀按照用途和特点不同分为三类:
1)按锉刀齿纹分为单齿纹和双齿纹,如图1-23所示,一般单齿纹锉刀适宜加工软金属材料,比如铝、铸铁等软金属;双齿纹锉刀一般加工比较硬的金属材料,比如钢、铁等材料,在没有单齿纹的情况下可以选用双齿纹锉刀中的粗锉刀。
2)按锉刀齿的粗细分为粗锉刀、中锉刀、细锉刀和油光锉,一般粗锉刀齿数为5.5~14条/10mm,适用于粗加工,还可以加工软金属材料;中锉刀齿数为8~20条/10mm,适用于半精加工;细锉刀齿数为11~28条/10mm,适用于精加工;油光锉齿数为32~56条/10mm,适用于提高表面粗糙度和修整尺寸。
3)按锉刀断面形状分为:矩形、正方形、半圆形、三角形、圆形等五种基本形状。
另外,还有一种整形锉又称什锦锉,主要用于修整工件细小部分的表面。
(3)锉刀的规格及选用
锉刀的规格分尺寸规格和粗细规格两种。圆锉刀的规格用直径和齿纹粗细来表示;方锉刀的规格用方形尺寸和齿纹粗细来表示;其他锉刀则以长度、齿纹粗细和断面形状来表示,如12寸(300mm)粗平锉。
锉刀的选用要根据加工零件的材料、加工表面质量和加工表面的形状来选择。具体选择如图1-24所示。

图1-24 锉刀的选用
2.锉削的操作
(1)锉刀的握法
用右手握住手柄,要将柄端靠住大拇指根部,大拇指放于柄的上部,其余四指满握手柄;左手用中指、无名指捏住锉刀的前端,大拇指根部压在锉刀头上,其余手指自然收拢,如图1-25所示。
(2)工件的装夹
工件装夹要正,加工面的高度离钳口约15~20mm,夹紧力度要不能太紧,防止虎钳损坏。

图1-25 锉刀的握法
(3)身体的运动
锉削时站立要自然,身体重心要落在左脚上,右膝伸直,左膝随锉削的往复运动而曲伸。在锉刀向前锉削的动作过程中,身体和手臂的运动如图1-26所示。开始时,身体向前倾斜10°左右,右肘尽量向后收缩;最初1/3行程时,身体前倾到15°左右,左膝稍有弯曲;锉至2/3时,右肘向前推进锉刀,身体倾斜到18°左右;锉到最后1/3行程时,右肘继续推进,身体随锉削时的反作用力退回到15°左右;锉削行程结束后,手和身体恢复到原来的姿势,同时将锉刀水平退回。
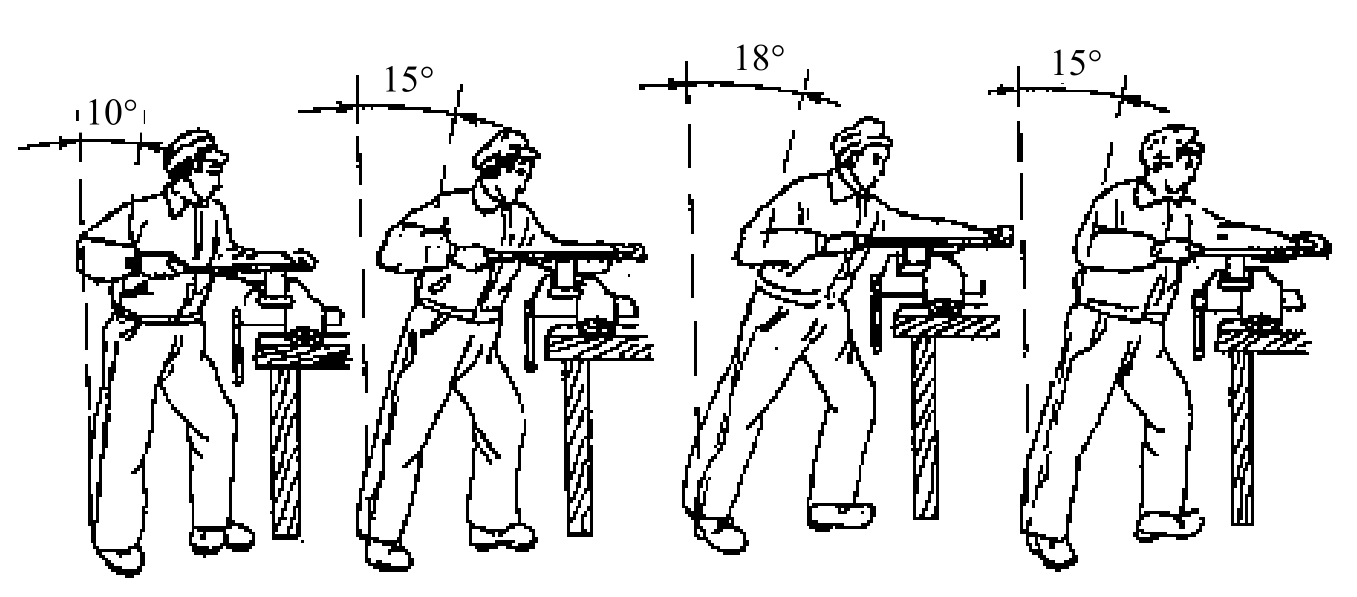
图1-26 锉削姿势
(4)锉削力和锉削速度
为了保证锉削平面平直,锉刀必须水平直线运动。这就要求两只手用力要协调,锉削运动时锉刀前后两端的力矩相等。为此,锉削前进时,左手所加的压力由大逐渐变小,而右手的压力逐渐增大,如图1-27所示。回程时不加压力,减小锉刀齿的磨损,锉削速度一般为30~40次/min。

图1-27 锉削平面时的用力
3.锉削方法
(1)平面锉削方法
1)交叉锉削 如图1-28所示,锉削时锉刀运动方向与工件夹持方向约呈35°,并且锉痕交叉。交叉锉削时锉刀与工件接触面增大,锉刀容易掌握平衡,一般用于粗加工。
2)顺向锉削 如图1-29所示,顺向锉削是最常见的普通锉削方法,锉刀锉削方向始终与工件夹持方向一致,面积不是很大的平面和表面的最后修光一般采用这种方法。
3)推锉 如图1-30所示,推锉一般适用于加工狭长面,由于推锉不能发挥手臂的力量,因此锉削效率较低,可以提高表面粗糙度和修整尺寸。

图1-28 交叉锉削

图1-29 顺向锉削

图1-30 推锉
(2)外圆弧的锉削方法
1)横锉法 如图1-31(a)所示,锉削时一方面锉刀向前作直线运动,另一方面绕圆弧面作摆动。这种方法效率高并且便于按划线锉削近似弧线,但是只能锉成近似圆弧面的多棱形面,适用于粗加工。
2)滚锉法 如图1-31(b)所示,锉削时锉刀向前边运动边沿圆弧中心上下摆动,右手向下压的同时左手向上翘。这种方法效率不高,适用于精修外圆弧面。

图1-31 外圆弧的锉削方法
4.锉削质量的检测
(1)平面度的检测
平面度的检测一般用刀口尺作透光检查(如图1-32所示),用刀口尺沿加工面的横向、纵向和对角线逐一进行,用透过的光线均匀程度来判断是否平直或用塞尺进行检查出平面度范围。

图1-32 平面度的检测
(2)垂直度的检测
工件相邻两个面的垂直度用直角尺检查,检查时要注意几点:首先,将宽底角尺的尺座紧贴工件的基准面,然后从上向下逐渐轻轻向下移动,当角尺尺瞄的测量面与工件被测表面接触时,用眼平视透光情况,看光线是否均匀或用塞尺检查出垂直度范围,如图1-33所示。
(3)平行度的检测
用游标卡尺或千分尺检查相对平面的平行度,测量出最大值和最小值,用最大值减去最小值就是平行度误差。
(4)表面粗糙度的检测
用目测办法对照粗糙度表来进门检测。

图1-33 垂直度的检测
(5)圆弧的检测
用弧度规(R规)或用样板检查轮廓度,如图1-34所示。

图1-34 外圆弧的检测
5.锉削加工注意事项
(1)锉刀不能锉白口铁或淬火钢等硬金属,新锉刀不能锉削带黑皮的毛坯件。
(2)锉刀不能沾油和水,不能使用无柄锉刀。
(3)不准用嘴吹铁屑,也不准用手清理铁屑。
(4)不能用锉刀敲击其他物体,也不能将锉刀放置于钳桌边沿,防止掉在地上而断裂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











