



14.3 水刀切割技术
14.3.1 水刀切割概述
水刀切割技术一改传统的切割方式,将普通自来水加压至300MPa的工作压力,从直径Φ0.1~0.35mm的红宝石喷嘴以超音速(约1000m/s)将混有磨料的水以极细的水柱喷出,实现对被加工物料的切割。这种技术蓄势而发,无坚不摧,可切割各种陶瓷、玻璃、金属、石材,及其他各种非金属材料和复合材料。这种切割方式属于悬浮磨料切割,亦称为超高压水切割,是激光切割方式最为理想的补充切割方法。
高压水切割的“发现”起源于苏格兰,经过100年的试验研究,才出现了工业高压水切割系统。1936年美国和前苏联的采矿工程师成功地利用高压水射流方式进行采煤和采矿,到1956年,前苏联利用200MPa压力的水切割岩石。1968年美国哥伦比亚大学的教授在高压水中加入磨料,通过水的高压喷射和磨料的磨削作用,加速了切割过程的完成。国际上像美国、德国、前苏联、意大利都攻破了超高压水切割的技术,代表性的企业有福禄、英格索兰、百超,最高切割压力可达550MPa,并广泛地应用于石材、金属、玻璃、陶瓷、水泥制成品、纸类、食物、塑料、布料、聚氨酯、木材、皮革、橡胶、弹药等各种材料的切割。中国开展这项工作的研究有几十年的时间,上世纪90年代末期,伴随着计算机技术的飞速发展,我国的超高压水切割技术也取得了长足的进展。目前,美国、德国、意大利等少数工业发达国家在该项技术领域中处于领先地位。水刀切割技术广泛适用于航天、船舶、汽车、电子、食品、服装,及冶金、矿山等行业。

图14.2 水切割示图
玻化砖的切割实际运行压力只要达到220MPa左右,属中低压力。一般而言,压力愈高,切割的工艺性愈好,切割速度愈快。在厚板切割时,中低压(200MPa)水切割机,不能保证被切割材料顶部和底部的切割曲线一致性,甚至切不透,切割速度很慢。超高压水切割机,最大的钢板切割厚度为70mm,并且可以达到约15mm/min的切割速度;最大的石材切割厚度为80mm,此时的切割速度约为20~50mm/min。切割的速度与切割厚度、被切割材料、粗糙度和磨料的选择有关;切割的粗糙度也与被切割材料、切割速度及磨料的选择有关。
从技术角度看,材料的耐磨性、超高压的密封问题、超高压的安全问题、超高压的可靠性等都是水刀切割技术的关键点。我国现已成功地解决了380MPa的超高压切割问题,目前正着力解决600MPa更高压力的技术攻关,以推动超高压水切割技术的发展。
从水质上分,超高压水切割有两种形式,一是纯水切割,其割缝宽度约为0.1~1.1mm;其二是加磨料切割,其割缝约为0.8~1.8mm。从结构形式上分,可有多种形式,如:2~3个数控轴的龙门式结构和悬臂式结构,这种结构多用于切割板材;五至六个数控轴的机器人结构,这种结构多用于切割汽车内饰件和轿车的内衬等。水切割的切割精度介为0.1~0.25mm,其切割精度取决于机器的精度、切割工件的尺寸范围及切割工件的厚度和材质,通常机器的系统定位精度为0.01mm至0.03mm。水切割所用的磨料为石英砂、石榴石(又称天然刚玉),天然铁铝石榴子石化学成分:SiO235%~45%,FeO27%~30%,Al2O317%~28%,硬度为7.0~7.5,比重:3.95~4.2g/cm3,粒度:W40、W28、W20、W14、W10、W7、W5等,产品型号:24#~320#、W40~W5、河砂、金刚砂等。磨料的粒径一般为40~70目,如60目石榴石,磨料的硬度越高粒径越大,切割能力也越强。水射流的高压水流量约为3.8L/min。
14.3.2 水刀切割技术的特点与应用
水刀可以切割包括陶瓷、玻璃、不锈钢、钢材、钛合金、铝材在内的各种不同的金属或复合材料。水刀切割被称为万能的切割方式,有其他切割方法所不具备的优越性。水刀在以下方面优于激光:
(1)水刀没有切割厚度的限制;
(2)像黄铜、铝等反射性材质水刀亦可切割;
(3)不产生热能,不会燃烧或产生热效应。
激光和等离子所能切割的厚度太薄,产生的毛刺太大,产生大量热量,形成热区,影响该区域的其他部件或被切割材料本身性能;火焰切割的毛刺太大,粗糙度太差,热影响区太大;线切割十分精确但是切割速度非常的慢,它需要导电块,而且会产生热效应,不能切割非导电材料;铣削的方法产生许多废屑,造成了很大的浪费;圆锯和带锯切割太慢,且不能进行非直线切割;这些缺点造成以上各类切割技术的局限性,导致材料后加工过程中的诸多困难。甚至在有些场合,以上切割方法都不能使用。如切割易燃易爆材料或在易燃易爆的环境下切割;或切割时不想产生毒副气体,不需二次加工,不想产生热效应、变形、微裂缝,又想产生良好的切边品质,并能同时切割细小的孔时,必须选用水刀切割技术。若是要切割工件的外围及打孔,与其用盲孔、钻孔及螺纹方式,就不如选择速度更快、更容易安排的水刀。其主要原因是水刀切割只需用一次加工即可完成工件之切割,而不必将所有的金属磨成碎片。当需要切割高精度的工件时,水刀是可用来生产接近成品的工具机,一次加工即可,且不会产生热效应。水刀切割没有厚度的限制,且切割图形之排版间距可缩小,节省材料成本。综上所述,水刀切割技术具有以下优点:
(1)可切割各类非金属(石材、陶瓷、各种玻璃、复合板、尼龙板)、金属(不锈钢、钢材、钛合金、铝材)及各种特殊材料的异形平面切割和管材开孔、开槽。
(2)切割时无热效应。没有热加工变形,其表面通常会比较好,在工件的背面不会有浮渣,不需要或减少了二次加工,缩短了零件的加工周期和单个零件制造的材料损耗,降低产品的制造成本。
(3)保持材料的原有特性,对材料的分子结构及物理性能无影响。
(4)水刀切割速度较快。如切割厚度为80mm的最大石材,割速20~50mm/min。
(5)水刀切割切缝小,切口平整光滑精度较高,可用于非精密配合的机械零件的最终加工。
(6)水刀切缝很小,工件可紧密地编排或做同一直线编排切割,使得原料利用率达到最大。
(7)结合计算机。水刀的数控系统能够把用户在AutoCAD绘图软件上设计的图形与加工工艺参数相结合,自动生成数控加工程序,实现现场绘图输出,控制软件即时取图切割,可以完整无损地轻松完成任意复杂平面图形的切割加工。没有切割方向的限制,可以完成各种不同的切割形状。最简单的超高压水切割机具备两个数控轴,由CNC控制X-Y做数控移动,并能实现CAD/CAM直接转换,真正做到免键盘输入,无图加工。只要在CAD画出的任意复杂曲线,都可以直接切割成形。
(8)利用水刀对机械配件加工,可以形成其他切割加工方式所达不到的加工能力。
(9)可配置双切割头增加生产率。在实际操作中,可以很方便地在加砂水刀和纯水水刀之间自由切换。头发丝般细的纯水箭可快速切割垫片、塑料及薄橡胶等材料。加砂水刀可大量或少量切割1~200mm厚的材料。面对大量生产、少量试产或原型部件生产,水刀成形切割系统可算是最具多样性的工具机系统。
(10)用同一台设备,一次即可完成工件的切割加工(包括钻孔及外围切割)。
(11)切口细,毛边少,切割下的废弃材料通常都是整块的,通过集成的碎屑输送带,连续传输废磨料和切割余料,可回收利用。
(12)切割波动被水吸收,噪音很低。
(13)低温加工,无烟尘且不产生有害气体,有利于环境保护。
(14)加工过程清洁而且安全。
虽然说超高压水切割可以切割任何材料,但在应用上还是有所侧重的。一般情况下,能够利用激光、等离子、火焰、线切割、锯、铣削等加工方法基本满足加工工艺要求时,则不宜采用水切割加工,毕竟水切割的运行成本较高,喷嘴、导流套、高压密封件都是进口的耗材,价格较贵。水切割虽是一种万能的切割方式,但某些场合下的使用并不是最佳的,所以选择时要做具体分析。
另外,被切割材料顶部和底部的切割曲线是不一致的,这种一致性的差异也称为水切割斜边,与切割速度有很大的关系,带有高能量的射流,切割做功后一定会产生能量的衰减,所以产生斜边是很正常的。一般情况下,单侧斜边控制以0.08~0.15mm为宜。
水刀切割在室内外装饰行业中得到广泛的应用,水刀切割陶瓷拼花宛如北方喜庆日子里所剪贴的窗花,给居室带来无穷的魅力。较早的陶瓷拼花受工具的局限只能直线切割,因而品种、构图均难以满足消费者的需求,同时应用的范围也大受局限。水刀和水切割的问世,使陶瓷拼花艺术得到飞速发展。水刀不仅可以在平面范围内切割任何的复杂或简单几何图形,还可完全采用电脑自动控制,把电脑上所绘出的图形完整无损地切割出来。换句话说,就是只要能设计出来的图形,均可以通过水刀切割好,极细微的细节也能表现出来。如利用水刀切割拼花,已经成功地切割、拼排出从细致的百鸟图到大型的广场几何图。切割的线条流畅、花色牢固。同时因为水刀切割不会产生热效应和机械应力,可以保持瓷砖、石材或玻璃原有的外观和强度,可以满足拼花产品的使用强度要求。
当今,玻璃在社会各界、各行各业中的使用越来越多,一方面促进了玻璃行业的发展,另一方面也为玻璃行业、玻璃制品提出更多样化的需求。水刀切割技术的加入,为玻璃制品的多样性提供了一种快速方便的解决方案。对于平面的玻璃,水刀切割可以加工出想要的任何几何图形。无论是造型还是钻孔,水刀切割都能得心应手。水刀切割玻璃的特点是:多样、精确、美观,切口不碰瓷,切口处为磨砂状。
14.3.3 水刀切割技术设备及加工实例
1.水刀切割系统
一套完整的水刀切割设备应包含如下部件:超高压系统、水刀切割头装置、数控工作台、CNC控制器及CAD/CAM切割软件包,如图14.3所示。

图14.3 水刀切割系统部件
2.水刀切割加工实例
图14.4~14.5为水刀切割产品图。
图14.4 水切割抛光砖马赛克
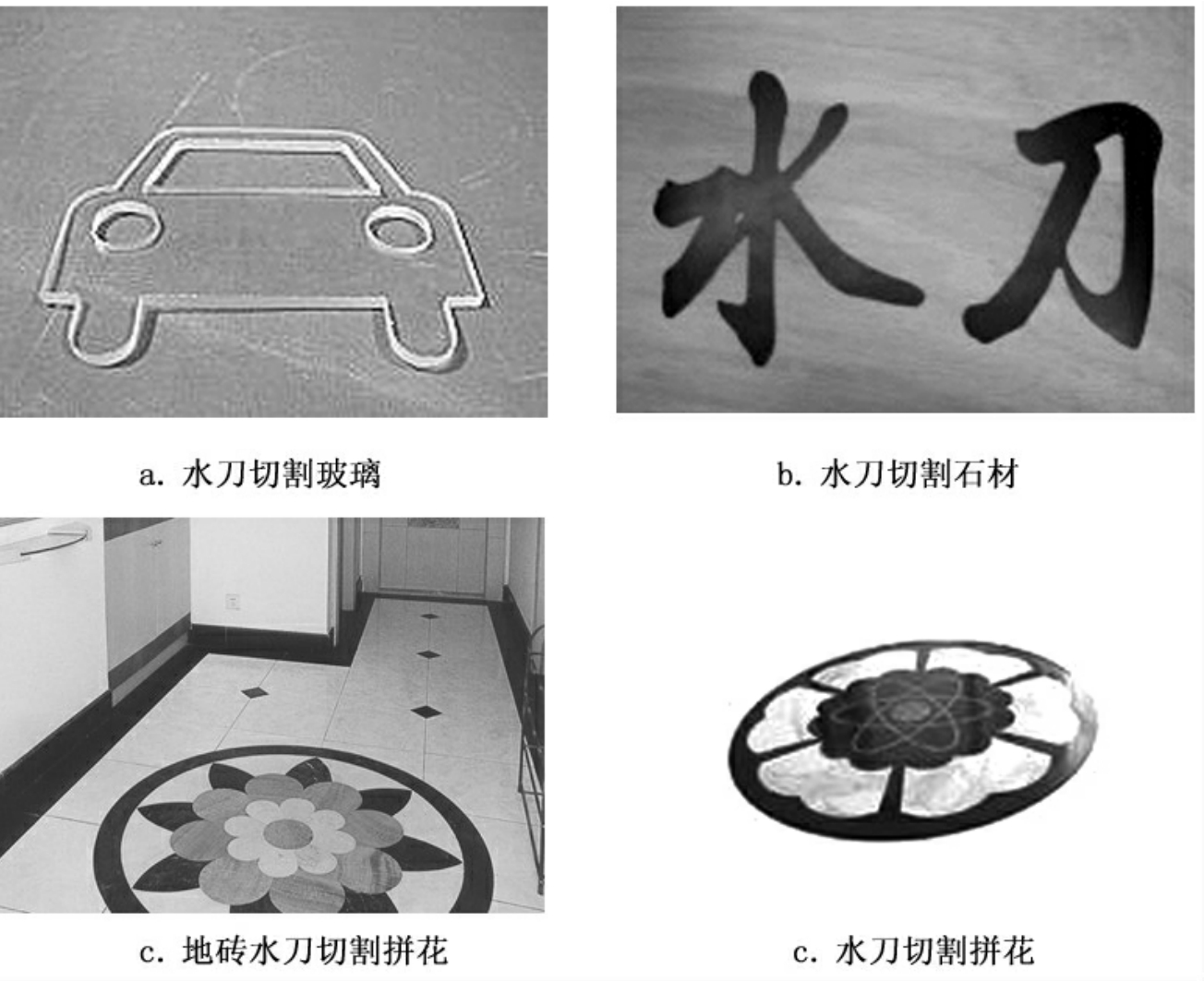
图14.5 水刀切割艺术
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










