



学习任务2 冲压模具安装
将指定模具安装在曲柄压力机上,并进行试冲,根据试冲零件缺陷分析原因,并通过调整模具安装解决零件缺陷问题。

参考学时
5学时
学习目标
通过本学习任务的学习,你应该能够:
(1)说出曲柄压力机主要组成部分的名称及工作原理;
(2)在曲柄压力机上正确安装冲压模具;
(3)操作曲柄压力机进行零件的试冲;
(4)分析引起试冲零件常见缺陷的原因;
(5)通过调整模具安装解决试冲中零件缺陷问题。
1.2.1 曲柄压力机的结构组成及工作原理
引导问题
引导问题1 模具是怎样安装在压力机上的?模具在压力机上是怎样加工出零件的?原理是什么?

图1.4 曲柄压力机外形图
小知识
曲柄压力机的组成
曲柄压力机外形如图1.4所示。
曲柄压力机的组成:
1.工作机构 一般为曲柄滑块机构。
2.传动系统 包括带传动和齿轮传动等。
3.操纵系统 如离合器、制动器。
4.能源系统 如电动机和飞轮。
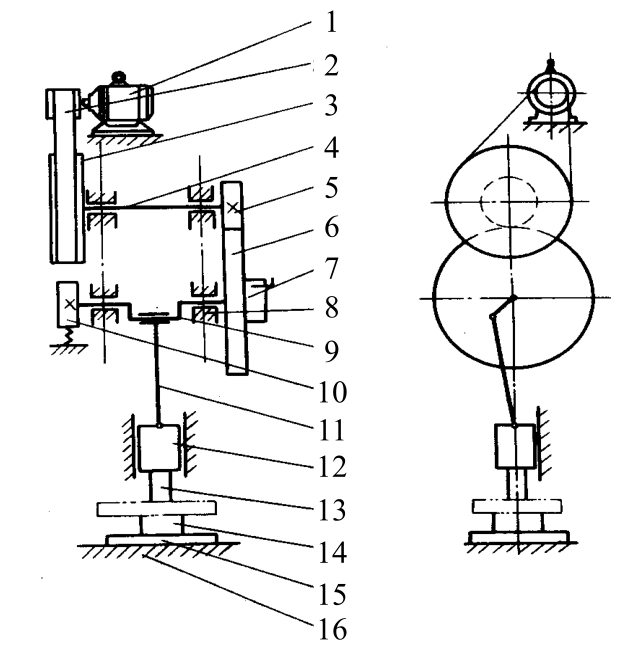
图1.5 曲柄压力机传动示意图
1-电动机 2-小带轮 3-大带轮 4-中间传动轴 5-小齿轮 6-大齿轮 7-离合器 8-机身 9-曲轴 10-制动器 11-连杆 12-滑块 13-上模 14-下模 15-垫板 16-工作台
引导问题2 结合图1.5分析曲柄压力机的工作原理
引导问题3 压力机操作具有哪些危险性?试冲的目的及其重要性有哪些?
1.2.2 冲压模具安装调试步骤
小知识
冲压模具安装调试步骤
1.由指导老师讲解压力机的结构和工作过程,检查设备是否工作正常;
2.清理冲力机工作台面,将冲模放在工作台上,分开上、下模,并垫上一块垫铁以使凸模不进入凹模;
3.调节冲床滑块连杆到最短位置,搬动飞轮,使滑块降到下死点(滑块下降时模柄导入滑块平面的模柄孔中);
4.调节冲床滑块连杆使滑块下行,直到滑块下平面与冲模上模板的上平面接触,将上模紧固在滑块上;
5.搬动飞轮分开上、下模,取出垫铁;
6.搬动飞轮,使滑块降到下死点,调节冲床滑块连杆使滑块缓慢下降并移动下模,使凸模进入凹模1mm左右;
7.观察上、下模刃口间的间隙是否均匀,若不均匀,则用木槌轻击下模,直到间隙均匀为止,用压板压紧下模;
8.搬动飞轮,试冲一纸板,观察断面情况,判断间隙是否均匀,若不均匀,则再调整,直到间隙均匀为止;
9.调整好后,清除模具和工作台上的杂物,开动冲压设备,空冲一次后再试冲钢板;
10.观察冲裁件断面情况,若周边毛刺不均匀,则再次调整间隙并度冲,直到周边均匀为止;
11.根据试冲钢板情况调节滑块连杆,使凸模进入凹模深度最小(只要能冲下钢板及可,以延长模具寿命);
12.调整完毕后,开动冲压机,进行试冲;
13.对试冲零件进行检测,对出现的产品缺陷进行分析,通过调试模具以解决产品出现缺陷的问题;
14.试冲完毕后,卸下模具,涂油保护,清理现场。
小知识
压力机操作规程
(1)检查模具应安装正确,紧固牢靠。冲压件合力中心应尽可能与压力机中心重合。模具支承面积不得小于冲头底面积的三分之一。
(2)清理冲头行程空间和模具空间的杂物。
(3)作空运转试车或更换模具或调整闭合高度后,冲头的第一个行程,只准用人工扳动飞轮进行。检查和确认模具闭合高度和打料螺钉位置调整合后再开动设备。
(4)必须使飞轮与离合器处在脱开状态,才能启动主电动机,飞轮旋转方向必须与标志方向相同。
(5)绝对防止零件重叠加工。零件和余料未取出前,严禁送料。
(6)滑块运行时不准手伸入模具空间矫正或取、放零件。
(7)经常注意模具状况,如发现有松动或零件毛刺增大等现象时,应立即停机检查,排除故障后再继续工作。
(8)工作后使飞轮与离合器处在脱开状态,冲头停在上死点位置上。
(9)工作完毕清理工作场所,将零件、材料和工具放置整齐。
小组讨论
冲压加工零件容易出现的缺陷有哪些?为什么?怎么解决?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











